Збірна кінцева фреза

Формула / Реферат
Збірна кінцева фреза, що має корпус з гніздом, виконаним у вигляді двох циліндричних отворів, осі яких перетинаються на осі обертання, в яких з можливістю регулювання встановлено дві різальні вставки, яка відрізняється тим, що різальні вставки мають форму півциліндрів, задні торці яких виконано сферичними, а корпус виконано у вигляді цанги з регулювальним механізмом, що мають спільні різьбу, з нагвинченою на неї регулювальною гайкою, та паз, розташований в площині, що проходить через осі циліндричних отворів, в яких закладено планку з можливістю переміщення вздовж паза і контактування з задніми торцями різальних вставок.
Текст
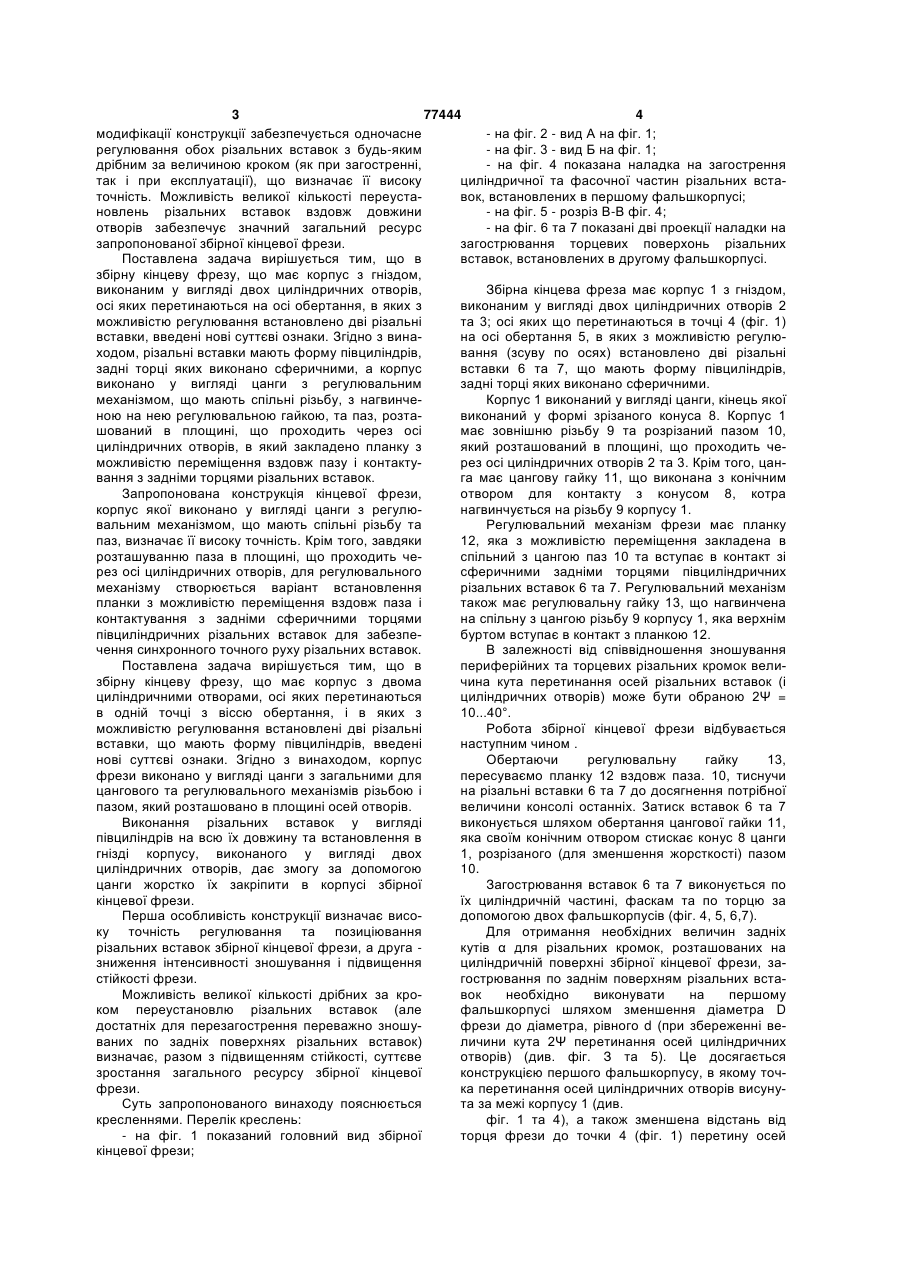
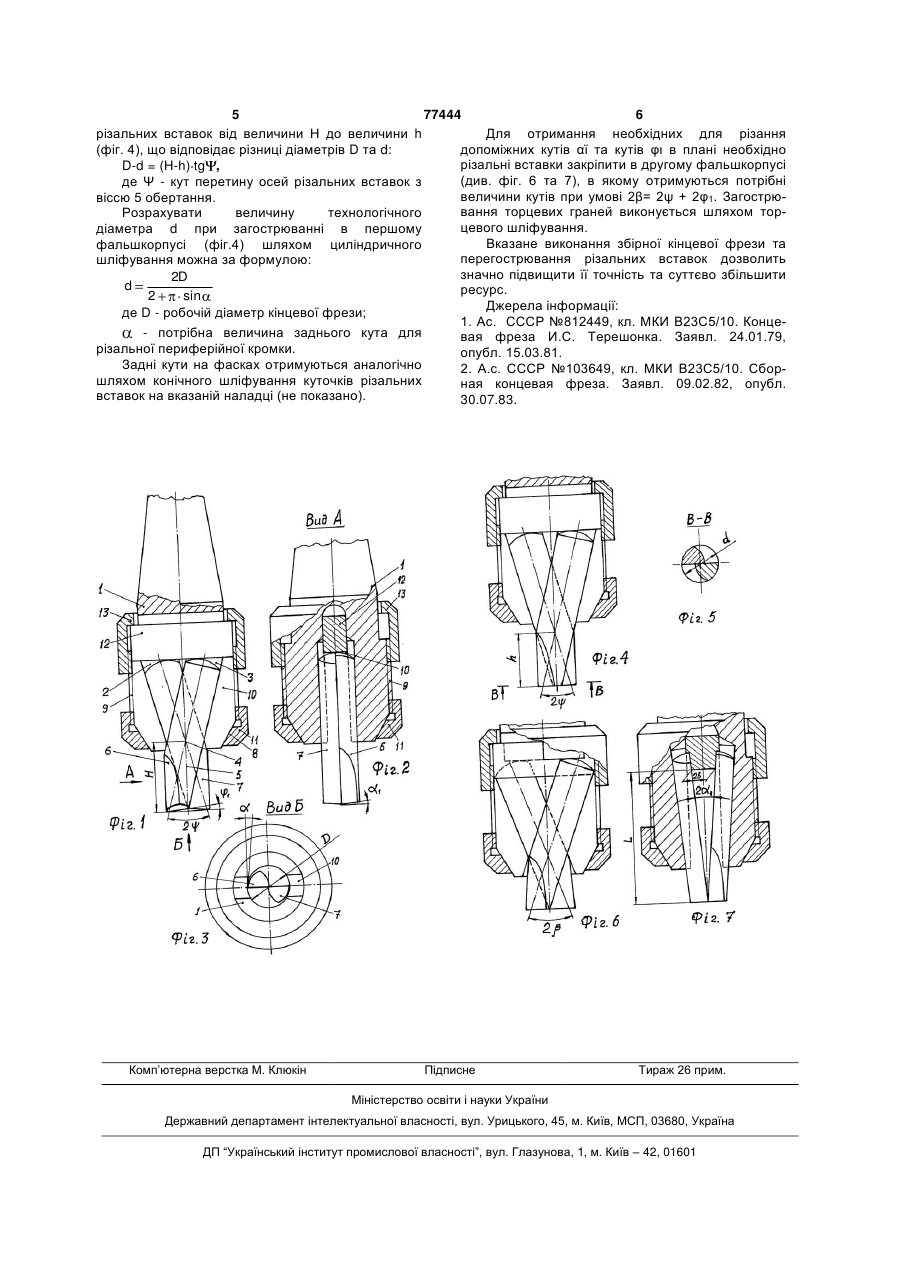
Збірна кінцева фреза, що має корпус з гніздом, виконаним у вигляді двох циліндричних отворів, осі яких перетинаються на осі обертання, в яких з можливістю регулювання встановлено дві різальні вставки, яка відрізняється тим, що різальні вставки мають форму півциліндрів, задні торці яких виконано сферичними, а корпус виконано у вигляді цанги з регулювальним механізмом, що мають спільні різьбу, з нагвинченою на неї регулювальною гайкою, та паз, розташований в площині, що проходить через осі циліндричних отворів, в яких закладено планку з можливістю переміщення вздовж паза і контактування з задніми торцями різальних вставок. (19) (21) 20040403080 (22) 26.04.2004 (24) 15.12.2006 (46) 15.12.2006, Бюл. № 12, 2006 р. (72) Скочко Євген Вікторович (73) ЖИТОМИРСЬКИЙ ДЕРЖАВНИЙ ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ (56) UA 56402, А, 15.05.2003 SU 1031649, А, 30.07.1983 SU 812449, 15.03.1981 FR 2713969, A1, 23.06.1995 SU 132039, 1960 SU 387791, 22.06.1973 SU 1473906, A1, 23.04.1989 RU 2106937, C1, 20.03.1998 3 77444 4 модифікації конструкції забезпечується одночасне - на фіг. 2 - вид А на фіг. 1; регулювання обох різальних вставок з будь-яким - на фіг. 3 - вид Б на фіг. 1; дрібним за величиною кроком (як при загостренні, - на фіг. 4 показана наладка на загострення так і при експлуатації), що визначає її високу циліндричної та фасочної частин різальних встаточність. Можливість великої кількості переуставок, встановлених в першому фальшкорпусі; новлень різальних вставок вздовж довжини - на фіг. 5 - розріз В-В фіг. 4; отворів забезпечує значний загальний ресурс - на фіг. 6 та 7 показані дві проекції наладки на запропонованої збірної кінцевої фрези. загострювання торцевих поверхонь різальних Поставлена задача вирішується тим, що в вставок, встановлених в другому фальшкорпусі. збірну кінцеву фрезу, що має корпус з гніздом, виконаним у вигляді двох циліндричних отворів, Збірна кінцева фреза має корпус 1 з гніздом, осі яких перетинаються на осі обертання, в яких з виконаним у вигляді двох циліндричних отворів 2 можливістю регулювання встановлено дві різальні та 3; осі яких що перетинаються в точці 4 (фіг. 1) вставки, введені нові суттєві ознаки. Згідно з винана осі обертання 5, в яких з можливістю регулюходом, різальні вставки мають форму півциліндрів, вання (зсуву по осях) встановлено дві різальні задні торці яких виконано сферичними, а корпус вставки 6 та 7, що мають форму півциліндрів, виконано у вигляді цанги з регулювальним задні торці яких виконано сферичними. механізмом, що мають спільні різьбу, з нагвинчеКорпус 1 виконаний у вигляді цанги, кінець якої ною на нею регулювальною гайкою, та паз, розтавиконаний у формі зрізаного конуса 8. Корпус 1 шований в площині, що проходить через осі має зовнішню різьбу 9 та розрізаний пазом 10, циліндричних отворів, в який закладено планку з який розташований в площині, що проходить чеможливістю переміщення вздовж пазу і контактурез осі циліндричних отворів 2 та 3. Крім того, цанвання з задніми торцями різальних вставок. га має цангову гайку 11, що виконана з конічним Запропонована конструкція кінцевої фрези, отвором для контакту з конусом 8, котра корпус якої виконано у вигляді цанги з регулюнагвинчується на різьбу 9 корпусу 1. вальним механізмом, що мають спільні різьбу та Регулювальний механізм фрези має планку паз, визначає її високу точність. Крім того, завдяки 12, яка з можливістю переміщення закладена в розташуванню паза в площині, що проходить чеспільний з цангою паз 10 та вступає в контакт зі рез осі циліндричних отворів, для регулювального сферичними задніми торцями півциліндричних механізму створюється варіант встановлення різальних вставок 6 та 7. Регулювальний механізм планки з можливістю переміщення вздовж паза і також має регулювальну гайку 13, що нагвинчена контактування з задніми сферичними торцями на спільну з цангою різьбу 9 корпусу 1, яка верхнім півциліндричних різальних вставок для забезпебуртом вступає в контакт з планкою 12. чення синхронного точного руху різальних вставок. В залежності від співвідношення зношування Поставлена задача вирішується тим, що в периферійних та торцевих різальних кромок велизбірну кінцеву фрезу, що має корпус з двома чина кута перетинання осей різальних вставок (і циліндричними отворами, осі яких перетинаються циліндричних отворів) може бути обраною 2Ψ = в одній точці з віссю обертання, і в яких з 10...40°. можливістю регулювання встановлені дві різальні Робота збірної кінцевої фрези відбувається вставки, що мають форму півциліндрів, введені наступним чином . нові суттєві ознаки. Згідно з винаходом, корпус Обертаючи регулювальну гайку 13, фрези виконано у вигляді цанги з загальними для пересуваємо планку 12 вздовж паза. 10, тиснучи цангового та регулювального механізмів різьбою і на різальні вставки 6 та 7 до досягнення потрібної пазом, який розташовано в площині осей отворів. величини консолі останніх. Затиск вставок 6 та 7 Виконання різальних вставок у вигляді виконується шляхом обертання цангової гайки 11, півциліндрів на всю їх довжину та встановлення в яка своїм конічним отвором стискає конус 8 цанги гнізді корпусу, виконаного у вигляді двох 1, розрізаного (для зменшення жорсткості) пазом циліндричних отворів, дає змогу за допомогою 10. цанги жорстко їх закріпити в корпусі збірної Загострювання вставок 6 та 7 виконується по кінцевої фрези. їх циліндричній частині, фаскам та по торцю за Перша особливість конструкції визначає висодопомогою двох фальшкорпусів (фіг. 4, 5, 6,7). ку точність регулювання та позиціювання Для отримання необхідних величин задніх різальних вставок збірної кінцевої фрези, а друга кутів α для різальних кромок, розташованих на зниження інтенсивності зношування і підвищення циліндричній поверхні збірної кінцевої фрези, застійкості фрези. гострювання по заднім поверхням різальних встаМожливість великої кількості дрібних за кровок необхідно виконувати на першому ком переустановлю різальних вставок (але фальшкорпусі шляхом зменшення діаметра D достатніх для перезагострення переважно зношуфрези до діаметра, рівного d (при збереженні веваних по задніх поверхнях різальних вставок) личини кута 2Ψ перетинання осей циліндричних визначає, разом з підвищенням стійкості, суттєве отворів) (див. фіг. З та 5). Це досягається зростання загального ресурсу збірної кінцевої конструкцією першого фальшкорпусу, в якому точфрези. ка перетинання осей циліндричних отворів висунуСуть запропонованого винаходу пояснюється та за межі корпусу 1 (див. кресленнями. Перелік креслень: фіг. 1 та 4), а також зменшена відстань від - на фіг. 1 показаний головний вид збірної торця фрези до точки 4 (фіг. 1) перетину осей кінцевої фрези; 5 77444 6 різальних вставок від величини Η до величини h Для отримання необхідних для різання (фіг. 4), що відповідає різниці діаметрів D та d: допоміжних кутів αϊ та кутів φι в плані необхідно різальні вставки закріпити в другому фальшкорпусі D-d = (H-h) tg , (див. фіг. 6 та 7), в якому отримуються потрібні де Ψ - кут перетину осей різальних вставок з величини кутів при умові 2β= 2ψ + 2φ1. Загострювіссю 5 обертання. вання торцевих граней виконується шляхом торРозрахувати величину технологічного цевого шліфування. діаметра d при загострюванні в першому Вказане виконання збірної кінцевої фрези та фальшкорпусі (фіг.4) шляхом циліндричного перегострювання різальних вставок дозволить шліфування можна за формулою: значно підвищити її точність та суттєво збільшити 2D d ресурс. 2 sin Джерела інформації: де D - робочій діаметр кінцевої фрези; 1. Ас. СССР №812449, кл. МКИ В23С5/10. Конце- потрібна величина заднього кута для вая фреза И.С. Терешонка. Заявл. 24.01.79, різальної периферійної кромки. опубл. 15.03.81. Задні кути на фасках отримуються аналогічно 2. А.с. СССР №103649, кл. МКИ В23С5/10. Сборшляхом конічного шліфування куточків різальних ная концевая фреза. Заявл. 09.02.82, опубл. вставок на вказаній наладці (не показано). 30.07.83. Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite shank cutter
Автори англійськоюSkochko Yevhen Viktorovych
Назва патенту російськоюСборная концевая фреза
Автори російськоюСкочко Евгений Викторович
МПК / Мітки
МПК: B23C 5/10
Код посилання
<a href="https://ua.patents.su/3-77444-zbirna-kinceva-freza.html" target="_blank" rel="follow" title="База патентів України">Збірна кінцева фреза</a>
Збірна торцева фреза
Номер патенту: 33197
Опубліковано: 15.02.2001
Автори: Нагорняк Степан Григорович, Козак Василь Іванович, Зеленський Костянтин Васильович
МПК: B23C 5/02
Текст:
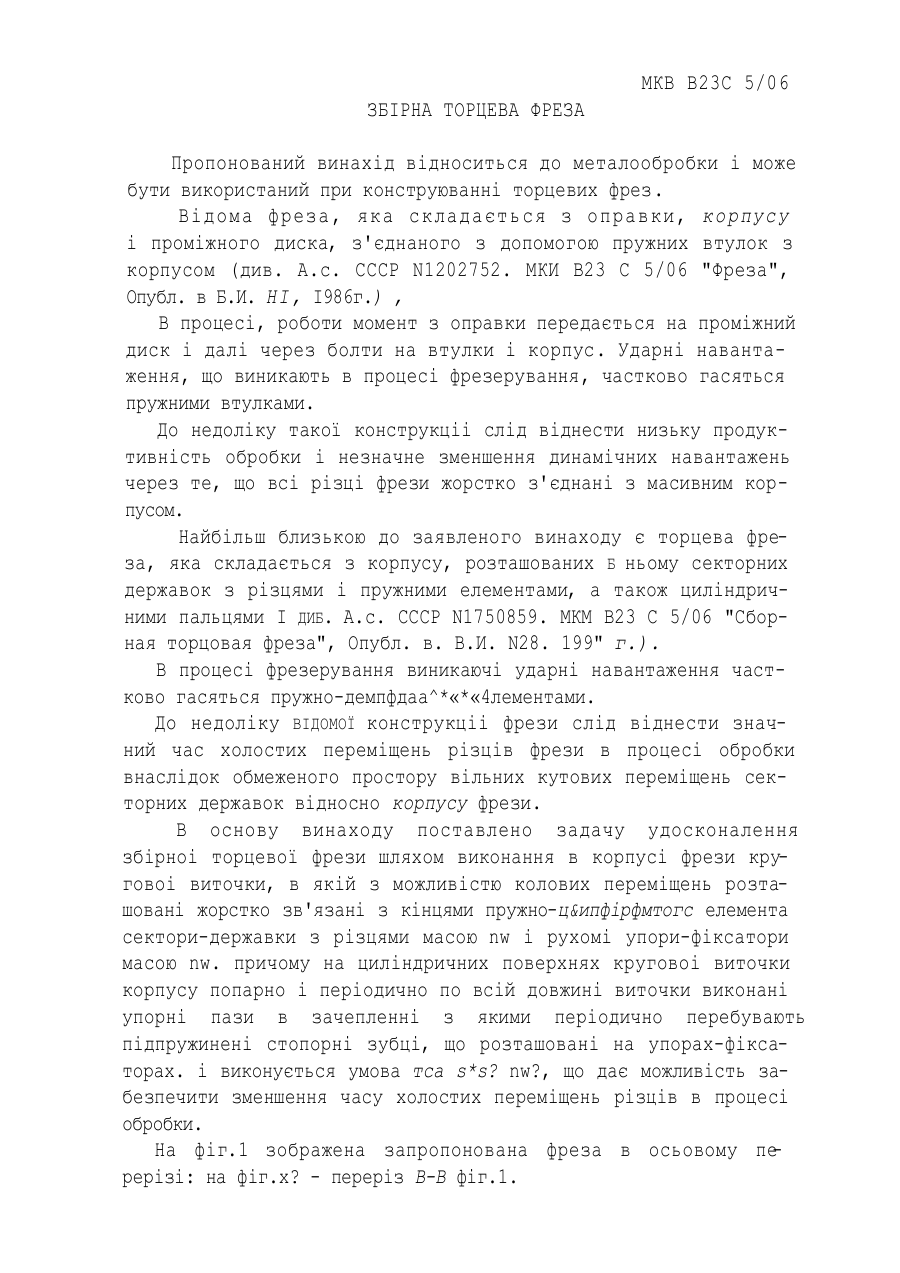
...розташовані на упорах-фіксаторах. і виконується умова тса s*s? nw?, що дає можливість забезпечити зменшення часу холостих переміщень різців в процесі обробки. На фіг.1 зображена запропонована фреза в осьовому пе рерізі: на фіг.х? - переріз В-В фіг.1. На фрезерній оправці 1 встановлено корпус 2 з пазами 14, 15 і т.д. та кришка фрези 3. В круговій виточці корпусу розташовані сектори-державки 4 а різцями 5, упори-фіксатори 6 а стопорними...
Збірна торцева фреза

Номер патенту: 18023
Опубліковано: 17.06.1997
Автори: Нагорняк Степан Григорович, Зеленський Костянтин Васильович, Козак Василь Іванович
МПК: B23C 5/02
Формула / Реферат:
Збірна торцева фреза складається з корпусу, секторів-державок з різцями і пружно-демпфуючими елементами, а також циліндричних пальців, яка відрізняється тим, що в корпусі фрези виконана кругова виточка, в якій з можливістю колових переміщень розташовані підпружинені і обмежені упорами сектори, які оснащені пальцями, що вільно входять в осьові отвори сателітів, які постійно перебувають в зачепленні Із привідною шестернею, жорстко з'єднаною з...
Торцева фреза

Номер патенту: 9819
Опубліковано: 17.10.2005
Автори: Коротун Микола Миколайович, Абакумов Дмитро Олександрович
МПК: B23C 5/02
Формула / Реферат:
Торцева фреза, що містить корпус, у сферичних отворах якого розміщені сферичні державки, що взаємодіють з отворами корпусу, різальні елементи і кріпильні гвинти, осі яких розташовані в площині рознімання державок і проходять через центр сферичної поверхні державок, яка відрізняється тим, що кріпильні гвинти виконані з конічною різзю, призначеною для взаємодії з конічними нарізними отворами сферичних державок, виконаними вздовж осі до центра...
Фреза дискова відрізна
Номер патенту: 55717
Опубліковано: 15.04.2003
Автори: Лупкін Борис Володимирович, Равська Наталія Сергіївна, Петренко Владислав Юрійович, Родін Радіон Петрович
МПК: B23C 5/02
Мітки: дискова, фреза, відрізна
Формула / Реферат:
Фреза дискова відрізна, що містить робочу частину з різальними зубами і затискну частину у вигляді кріпильного отвору з шпоночним пазом, причому на суміжних різальних зубах виконані стружечні канавки, яка відрізняється тим, що стружечні канавки виконані різного напрямку нахилу і мають форму фасонних циліндричних або плоских поверхонь, твірні яких йдуть під нахилом до осі фрези з кутом η з різним напрямком на суміжних зубах, причому...
Збірний різальний інструмент

Номер патенту: 76214
Опубліковано: 17.07.2006
Автори: Кушніров Павло Васильович, Кладієнко Ганна Олегівна
МПК: B23C 5/02
Мітки: різальний, збірний, інструмент
Формула / Реферат:
1. Збірний різальний інструмент, що містить корпус з отворами, в яких встановлені і закріплені циліндричні різальні вставки з напрямними лисками, перпендикулярно осям отворів під різальні вставки в корпусі виконані отвори під кріплення, який відрізняється тим, що отвори з циліндричними різальними вставками виконані відносно осі корпусу під кутом нахилу, меншим від 90°, а закріплення пари циліндричних різальних вставок виконано одним...
Попередній патент: Тривимірний електролюмінесцентний екран дисплея та спосіб його виготовлення
Наступний патент: Пристрій для передачі та приймання інформації
Випадковий патент: Установка для сортування