Спосіб плющення стрічки
Номер патенту: 11069
Опубліковано: 15.12.2005
Автори: Татаровський Геннадій Сергійович, Шевейко Андрій Вячеславович
Формула / Реферат
1. Спосіб плющення стрічки, який полягає у плющенні дроту горизонтальними валками, який відрізняється тим, що плющену стрічку додатково обтискають по гострих крайках.
2. Спосіб за п. 1, який відрізняється тим, що стрічку додатково обтискують по гострих крайках у горизонтальних валках з канавками.
3. Спосіб за п. 2, який відрізняється тим, що обтискання стрічки по гострих крайках здійснюють принаймні в двох парах горизонтальних валків з канавками, причому радіус канавки кожної наступної пари валків менший за попередній.
4. Спосіб за п. 3, який відрізняється тим, що дріт, розмотаний з бухти, попередньо вирівнюють по довжині.
5. Спосіб за пп. 1-4, який відрізняється тим, що дріт попередньо калібрують по ширині.
6. Спосіб за пп. 1-5, який відрізняється тим, що плющену стрічку додатково вирівнюють по ширині.
Текст
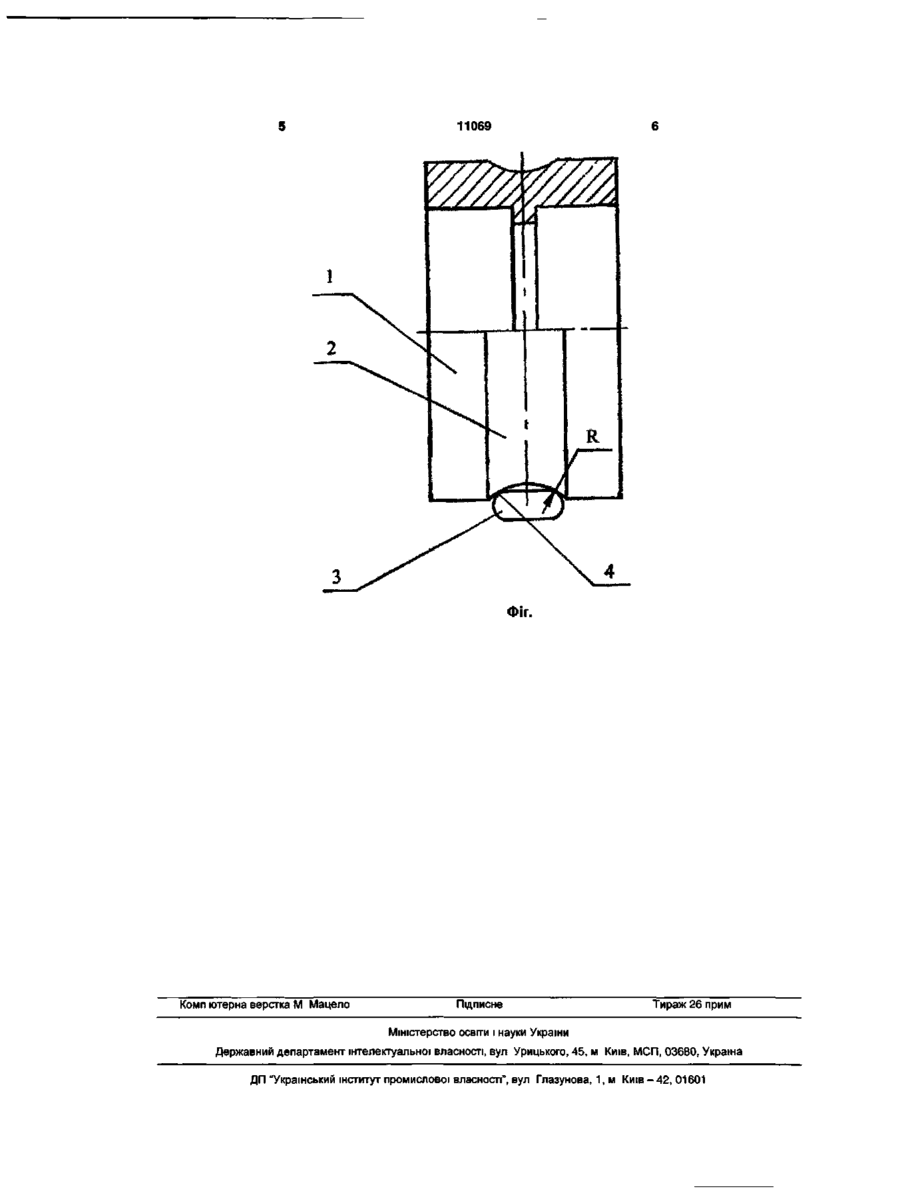
1. Спосіб плющення стрічки, який полягає у плющенні дроту горизонтальними валками, який відрізняється тим, що плющену стрічку додатково обтискають по гострих крайках. 2. Спосіб за п. 1, який відрізняється тим, що стрічку додатково обтискують по гострих крайках у горизонтальних валках з канавками. 3. Спосіб за п. 2, який відрізняється тим, що обтискання стрічки по гострих крайках здійснюють принаймні в двох парах горизонтальних валків з канавками, причому радіус канавки кожної наступної пари валків менший за попередній. 4. Спосіб за п. З, який відрізняється тим, що дріт, розмотаний з бухти, попередньо вирівнюють по довжині. 5. Спосіб за пп. 1-4, який відрізняється тим, що дріт попередньо калібрують по ширині. 6. Спосіб за пп. 1-5, який відрізняється тим, що плющену стрічку додатково вирівнюють по ширині. Корисна модель відноситься до холодної прокатки сталі, а саме до технології виробництва плющеної стрічки, яка може бути використана переважно для виготовлення решіток газових побутових плит. Відомий спосіб отримання плющеної стрічки, згідно з яким одночасно три дроти обжимають у горизонтальних валках плющильного стану [А. с. 1 СРСР № 448043, МПК В21В 1/16, 1974]. Однак, у відомім способі готову стрічку отримують тільки із середнього дроту, і ця стрічка не має достатньої якості крайок. Найбільш близьким аналогом способу, що заявляється, вибраним як прототип, є спосіб плющення з волоченого дроту вузької стрічки у безперервному плющильному стані, що містить плющення дроту в клітях з горизонтальними валками, потім обтиснення плющеної стрічки по ширині в клітях з вертикальними валками [Когос A.M. Механическое оборудование волочильных и лентопрокатных цехов. - М., "Металлургия", 1964. с. 353-355]. Загальними суттєвими ознаками відомого способу і способу, що заявляється, є плющення дроту горизонтальними валками. Стрічка, одержана відомим способом плющення, у місці переходу від бічної поверхні до горизонтальної має гострі крайки. Це знижує якість стрічки і зменшує термін служби виробів, які виго товляються із зазначеної стрічки, наприклад решіток газових побутових плит, за рахунок відшаровування емалі на гострих крайках стрічки при емалюванні решіток. В основу корисної моделі поставлено задачу вдосконалення способу плющення стрічки, в якому шляхом введення додаткової операції забезпечується наявність плавного переходу від бічної поверхні стрічки до горизонтальної, тобто відсутність гострих крайок, що покращує якість стрічки і збільшує термін служби виробів, виготовлених з неї, наприклад решіток газових побутових плит. Поставлена задача вирішується тим, що в способі плющення стрічки, що містить плющення дроту горизонтальними валками, згідно з корисною моделлю плющену стрічку додатково обжимають по гострих крайках. В інших конкретних формах виконання стрічку додатково обжимають по гострих крайках у горизонтальних валках з канавками. Обтиснення стрічки по гострих крайках здійснюють принаймні в двох парах горизонтальних валків з канавками, причому радіус канавки кожної наступної пари валків менший за попередній. Дріт, розмотаний з бухти, попередньо вирівнюють по довжині. Дріт попередньо калібрують по ширині. О") (О 5Г 11069 Плющену стрічку додатково вирівнюють по ширині Здійснення обтиснення плющеної стрічки по гострих крайках, а надто принаймні в двох парах горизонтальних валків з канавками за умови, що радіус канавки кожної наступної пари валків менший за попередній забезпечує згладжування гострих крайок в МІСЦІ переходу від бічної поверхні стрічки до горизонтальної В результаті покращується якість стрічки і збільшується термін служби виробів, виготовлених з неї, наприклад решіток газових побутових плит за рахунок зниження відшаровування емалі в місцях переходу від бічної поверхні стрічки до горизонтальної Крім того, попереднє вирівнювання дроту, розмотаного з бухти, по довжині і попереднє калібрування дроту по ширині сприяє підвищенню точності стрічки по ширині і товщині, що також покращує якість стрічки А додаткове вирівнювання плющеної стрічки по ширині сприяє підвищенню її прямолінійності не менше 1мм на 1м довжини за рахунок зниження внутрішніх напружень, а внаслідок цього й зігнутості по довжині, обумовлених зусиллями деформації, що також призводить до поліпшення якості стрічки Сутність корисної моделі пояснюється кресленням (Див Фіг), на якому показаний загальний вигляд горизонтального валка 1 з канавкою 2, рад/ус якої R дозволяє обжимати плющену стрічку З по гострих крайках 4 Заявлений спосіб реалізують таким чином Волочений дріт у бухтах встановлюють у пристрій, що розмотує, і подають на обтискні валки безперервного плющильного стану, кожний з яких має окремий привод Дріт можуть попередньо вирівнювати, пропускаючи крізь ряд напрямних вал ків, встановлених на спеціальному пристосуванні Дріт можуть попередньо калібрувати по ширині у вертикальних валках Після цього за рахунок створюваного зусилля і тертя між валками дріт затягується спочатку між горизонтальними (верхнім і нижнім) валками циліндричної форми, де здійснюється плющення стрічки, а далі проходить принаймні між двома парами послідовно розташованих горизонтальних валків з канавками, конфігурація яких дозволяє обжимати плющену стрічку по гострих крайках Радіус R канавки кожної наступної пари валків менший за попередній, що дозволяє сформувати плавний перехід від бічної поверхні плющеної стрічки до горизонтальної без гострих крайок Після плющення стрічка має дугоподібну зігнутість по довжині, обумовлену внутрішньою напругою деформації, для усунення цього стрічку додатково пропускають крізь систему валків, де вона вирівнюється по ширині Після плющення стрічку змотують в бухти або за допомогою додаткового відрізного пристрою одразу ріжуть на заготовки потрібної довжини Приклад Вирівняний і калібрований дріт з низьковуглецевої сталі 0,8кп піддають плющенню в горизонтальних валках безперервного плющильного стану Після ЦЬОГО плющену стрічку обжимають у двох парах горизонтальних валків з канавками, причому радіус R канавки першої пари валків 12,5мм, а другої - 8мм Отримують стрічку таких розмірів співвідношення товщини до ширини - 5х10(мм) Точність виготовлення по товщині 0,1, по ширині 0,2 max, гострі крайки відсутні Після додаткового вирівнювання по ширині у системі валків зігнутість стрічки не перевищує 1мм на 1м довжини 11069 ФІГ. Комп ютерна верстка М Мацело Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м К и ї в - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for flattening of tape
Назва патенту російськоюСпособ плющения ленты
МПК / Мітки
МПК: B21B 1/16
Мітки: стрічки, плющення, спосіб
Код посилання
<a href="https://ua.patents.su/4-11069-sposib-plyushhennya-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб плющення стрічки</a>
Пристрій для подачі і плющення стебел льону в льонозбиральному комбайні
Номер патенту: 25426
Опубліковано: 30.10.1998
Автори: Довгополюк Володимир Федорович, Сай Володимир Анатолійович, Волошин Микола Георгійович, Дацюк Леонід Миколайович, Дорош Іван Михайлович, Завгородній Анатолій Федорович, Хайліс Гедаль Абрамович
МПК: A01D 45/06
Мітки: стебел, комбайні, льону, льонозбиральному, подачі, пристрій, плющення
Формула / Реферат:
Пристрій для подачі і плющення стебел льону в льонозбиральному комбайні, який включає в себе привід, а також установлені послідовно транспортер і розміщені один під одним плющильні вальці, один з яких підпружинений, який відрізняється тим, що він обладнаний додатковим транспортером, ведучим барабаном якого являється нижній плющильний валець, а верхній плющильний валець виконаний підпружиненим з механізмом регулювання сили притискання до...
Апарат для плющення стебел льону льонозбиральної машини
Номер патенту: 49217
Опубліковано: 16.09.2002
Автор: Довгополюк Віталій Володимирович
МПК: A01D 45/06
Мітки: стебел, машини, апарат, плющення, льонозбиральної, льону
Формула / Реферат:
Апарат для плющення стебел льону льонозбиральної машини, який включає в себе два плющильні вальці циліндричної форми, що обертаються з однаковою швидкістю і один з яких підпружинений, який відрізняється тим, що плющильні вальці зі шківами, обхоплені пасами бральних секцій, розміщені в зоні виходу стебел льону з брального апарата, причому обидва вальці встановлені паралельно осям привідних валів брального апарата з примусовою подачею стебел...
Пристрій для подачі і плющення стебел льону в льонозбиральному комбайні
Номер патенту: 47044
Опубліковано: 17.06.2002
Автори: Хайліс Гедаль Абрамович, Довгополюк Володимир Федорович, Довгополюк Віталій Володимирович
МПК: A01D 45/06
Мітки: пристрій, льонозбиральному, плющення, стебел, комбайні, подачі, льону
Формула / Реферат:
Пристрій для подачі і плющення стебел льону в льонозбиральному комбайні, який містить механізм приводу, транспортер і розміщені один під одним плющильні вальці, один з яких підпружинений, який відрізняється тим, що він обладнаний додатковим транспортером, виконаним у вигляді розміщених паралельно один одному декількох клиновидних пасів, до яких кріпляться пластини, при цьому як ведучий барабан, використано нижній плющильний валець, а ведений...
Установка для формування композиційної стрічки, пристрій для склеювання стрічки із скловолокна та спосіб безперервного формування композиційної стрічки
Номер патенту: 44344
Опубліковано: 15.02.2002
Автори: Нелсон Джон Ларкін, Роджерс Джеффрей Кейн, Фегг Беррі Сміт, Уілкінсон Дональд Росс, Барнс Вернен Брент
МПК: A24C 5/00
Мітки: спосіб, пристрій, безперервного, композиційної, склеювання, скловолокна, стрічки, формування, установка
Формула / Реферат:
1. Установка для формування композиційної стрічки, що використовується для виготовлення курильних виробів, яка відрізняється тим, що містить двокотушковий розмотувач для змотування та переміщення за певною траєкторією стрічки зі скловолокна заданої ширини почергово з першої та другої котушок,склеювальний прес, призначений для склеювання заднього кінця першої стрічки, що змотується з однієї котушки, з переднім кінцем другої...
Спосіб виготовлення металевої стрічки
Номер патенту: 45433
Опубліковано: 15.04.2002
Автори: Узієнко Борис Олександрович, Найдек Володимир Леонтійович, Казачков Євгеній Олександрович, Осіпов Володимир Прокопович, Майко Ольга Іванівна, Дубровін Едуард Юрійович, Перелома Віталій Олександрович
МПК: B22D 11/11, B22D 11/06
Мітки: металевої, виготовлення, спосіб, стрічки
Формула / Реферат:
Спосіб виготовлення металевої стрічки, який включає в себе підготовку розплаву, подачу розплаву на охолоджуваний валок-кристалізатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, який відрізняється тим, що формування стрічки пригладжувальним валком, здійснюють з накладенням на нього ультразвукових коливань.
Попередній патент: Клапан наповнення для гідравлічних пресів
Наступний патент: Спосіб з’єднання циліндричних деталей склеюванням
Випадковий патент: Скремблювання і модуляція для обмеження розміру констеляції ack/nak-передачі по каналу даних