Спосіб з’єднання циліндричних деталей склеюванням
Номер патенту: 11070
Опубліковано: 15.12.2005
Автори: Іщенко Анатолій Олексійович, Мазур Владлен Олегович, Калініченко Ірина Олександрівна
Формула / Реферат
Спосіб з'єднання циліндричних деталей склеюванням, який полягає у введенні склеювального складу в заздалегідь зібране з'єднання, який відрізняється тим, що введення склеювального складу здійснюють за рахунок його капілярного ефекту шляхом занурення нижньої частини заздалегідь зібраного з'єднання в ємність, яка містить склеювальний склад, на глибину згідно з формулою:
H=(0,1-0,3)·h+(1-2)·b, мм,
де h - висота склеювального шару, мм;
b - відстань від дна ємності до з'єднання, мм,
і витримують в такому положенні протягом часу не менше
t=k·h·(7+62·δ+360·δ2), c,
де k - коефіцієнт поправковий, мм/с;
δ - величина зазору в з'єднанні, мм.
Текст
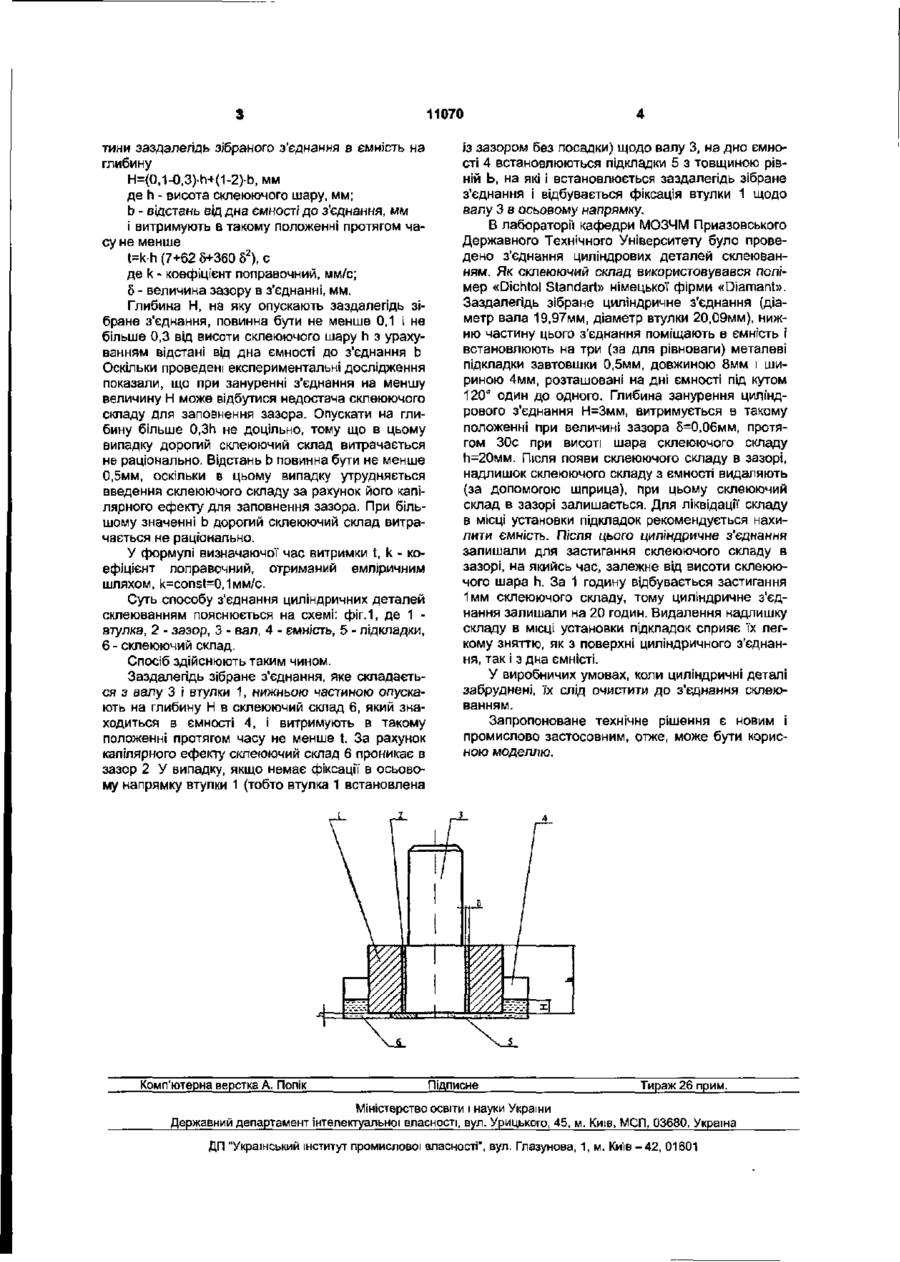
УКРАЇНА (19) UA (11,11070 (із, U (51,7 F16B11/00 МІНІСТЕРСТВО ОСВІТИ 1 НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54, СПОСІБ З'ЄДНАННЯ ЦИЛІНДРИЧНИХ ДЕТАЛЕЙ СКЛЕЮВАННЯМ 1 (21)U200504567 (22,16 05.2005 (24, 15.12.2005 (46, 15.12.2005, Бюл № 12, 2005 р. (72) Іщенко Анатолій Олексійович, Калініченко Ірина Олександрівна, Мазур Владлен Олегович (73) Приазовський державний технічний університет (57, Спосіб з'єднання циліндричних деталей склеюванням, який полягає у введенні склеювального складу в заздалегідь зібране з'єднання, який відрізняється тим, що введення склеювального складу здійснюють за рахунок його капілярного ефекту шляхом занурення нижньої частини заздалегідь зібраного з'єднання в ємність, яка містить склеювальний склад, на глибину згідно з формулою: H=(0,1-0,3)-h+(1-2)-b,MM, де h - висота склеювального шару, мм; b - відстань від дна ємності до з'єднання, мм, і витримують в такому положенні протягом часу не менше t=kh(7+62-6+360S 2 ,, с, де k - коефіцієнт поправковий, мм/с; 5 - величина зазору в з'єднанні, мм. Корисна модель відноситься до області ремонту металургійних машин і може бути використана в машинобудуванні та інших областях промисловості. Відомий спосіб з'єднання клейовим складом у вигляді безперервного кільця на передню частину однієї або двох з'єднуваних деталей з подальшим зсовуванням в необхідне положення [див Сучасні методи ремонту суднового устаткування з використанням полімерних матеріалів. Одеса.: Студія «Негоціант», 2003, с.96]. В цьому технічному рішенні, по-перше, при склеюванні циліндричних деталей великої довжини, необхідно наносити декілька таких кілець вздовж з'єднання. Недоліком такого способу є нерівномірність розподілу матеріалу в з'єднанні, що приводить до не зовсім якісного з'єднання цих деталей, а отже, до нерівномірного розподілу навантажень в клейовому з'єднанні По-друге, при необхідності дотримання центрування деталей або суміжності їх осей, можливо виставлення деталей тільки одразу після їх з'єднання, що не завжди можна виконати в короткі терміни, інакше це може привести до порушення з'єднання і зниження його міцності. З відомих способів з'єднання циліндричних деталей склеюванням найближчим по технічній суті та одержуваному результату, прийнятим за прототип, є спосіб введення склеюючого складу нагнітанням шприцом в зібране з'єднання [див. Ремонт з'єднання демпфера обертальних коливань з колі нчастим валом дизеля за допомогою полімерів. Одеса: Міськтіпографія, 1989, с 13]. В цьому способі циліндричне з'єднання заздалегідь збирається, а потім рівномірно по діаметру вводиться склеюючий склад за допомогою шприца з тонким наконечником. Відомий спосіб порівняно з раніше розглянутим, дозволяє у разі потреби виконувати центрування з'єднання, проте має істотний недолік. Поперше, спосіб не дозволяє отримати добрий результат для деталей, які мають велику довжину склеюючого шару. По-друге, необхідність наявності технологічних отворів для введення та виходу зайвого матеріалу з зазору Таким чином, відомий спосіб не забезпечує якісне склеювання циліндричних деталей в можливих варіантах його отримання, тому що не досягається рівномірне заповнення склеюючого складу по всій поверхні з'єднання. В основу корисної моделі поставлено завдання, удосконалити спосіб склеювання циліндричних деталей, в якому шляхом додаткових дій і умов їх виконання досягається рівномірність нанесення шару на сполучені циліндричні поверхні, що збільшить міцність з'єднання. Для вирішення поставленого завдання у способі з'єднання циліндричних деталей склеюванням, до складу якого входить введення склеюючого складу в заздалегідь зібране з'єднання, згідно корисної моделі, здійснюють за рахунок його капілярного ефекту, шляхом занурення нижньої час Ої 11070 тини заздалегідь зібраного з'єднання в ємність на глибину H=(0,1-0,3)-h+(1-2)-b, MM де h - висота склеюючого шару, мм; b - відстань від дна ємності до з'єднання, мм і витримують в такому положенні протягом часу не менше t=k-h (7+62 5+360 б2), с де k - коефіцієнт поправочний, мм/с; 5 - величина зазору в з'єднанні, мм. Глибина Н, на яку опускають заздалегідь зібране з'єднання, повинна бути не менше 0,1 і не більше 0,3 від висоти склеюючого шару h з урахуванням відстані від дна ємності до з'єднання b Оскільки проведені експериментальні дослідження показали, що при зануренні з'єднання на меншу величину Н може відбутися недостача склеюючого складу для заповнення зазора. Опускати на глибину більше 0,3h не доцільно, тому що вцьому випадку дорогий склеюючий склад витрачається не раціонально. Відстань b повинна бути не менше 0,5мм, оскільки в цьому випадку утрудняється введення склеюючого складу за рахунок його капілярного ефекту для заповнення зазора. При більшому значенні b дорогий склеюючий склад витрачається не раціонально. У формулі визначаючої час витримки t, k - коефіцієнт поправочний, отриманий емпіричним шляхом, k=const=0,iMM/c. Суть способу з'єднання циліндричних деталей склеюванням пояснюється на схемі: фіг. 1, де 1 втулка, 2 - зазор, 3 - вал, 4 - ємність, 5 - підкладки, 6 - склеюючий склад. Спосіб здійснюють таким чином. Заздалегідь зібране з'єднання, яке складається з валу 3 і втулки 1, нижньою частиною опускають на глибину Н в склеюючий склад 6, який знаходиться в ємності 4, і витримують в такому положенні протягом часу не менше t. За рахунок капілярного ефекту склеюючий склад 6 проникає в зазор 2 У випадку, якщо немає фіксації в осьовому напрямку втулки 1 (тобто втулка 1 встановлена Комп'ютерна верстка А. Попік із зазором без посадки) щодо валу 3, на дно ємності 4 встановлюються підкладки 5 з товщиною рівній Ь, на які і встановлюється заздалегідь зібране з'єднання і відбувається фіксація втулки 1 щодо валу 3 в осьовому напрямку, В лабораторії кафедри МОЗЧМ Приазовського Державного Технічного Університету було проведено з'єднання циліндрових деталей склеюванням. Як склеюючий склад використовувався полімер «Dichtol Standart» німецької фірми «Diamant». Заздалегідь зібране циліндричне з'єднання (діаметр вала 19,97мм, діаметр втулки 20,09мм), нижню частину цього з'єднання поміщають в ємність і встановлюють на три (за для рівноваги) металеві підкладки завтовшки 0,5мм, довжиною 8мм і шириною 4мм, розташовані на дні ємності під кутом 120° один до одного. Глибина занурення циліндрового з'єднання Н=3мм, витримується в такому положенні при величині зазора 5=0,06мм, протягом 30с при висоті шара склеюючого складу п=20мм. Після ПОЯВИ склеюючого складу в зазорі, надлишок склеюючого складу з ємності видаляють (за допомогою шприца), при цьому склеюючий склад в зазорі залишається. Для ліквідації складу в місці установки підкладок рекомендується нахилити ємність. Після цього циліндричне з'єднання залишали для застигання склеюючого складу в зазорі, на якийсь час, залежне від висоти склеюючого шара h. За 1 годину відбувається застигання 1мм склеюючого складу, тому циліндричне з'єднання залишали на 20 годин. Видалення надлишку складу в місці установки підкладок сприяє їх легкому зняттю, як з поверхні циліндричного з'єднання, так і з дна ємністі. У виробничих умовах, коли циліндричні деталі забруднені, їх слід очистити до з'єднання склеюванням. Запропоноване технічне рішення є новим і промислово застосовним, отже, може бути корисною моделлю. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Киш, МСП, 03680, Україна ДП "Український інститут промислової власності', вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of cylindrical parts with gluing
Автори англійськоюIschenko Anatolii Oleksiiovych, Kalinichenko Iryna Oleksandrivna, Mazur Vladlen Olehovych
Назва патенту російськоюСпособ соединения цилиндрических деталей склеиванием
Автори російськоюИщенко Анатолий Алексеевич, Калиниченко Ирина Александровна, Мазур Владлен Олегович
МПК / Мітки
МПК: F16B 11/00
Мітки: циліндричних, деталей, з'єднання, спосіб, склеюванням
Код посилання
<a href="https://ua.patents.su/2-11070-sposib-zehdnannya-cilindrichnikh-detalejj-skleyuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання циліндричних деталей склеюванням</a>
Спосіб для електрохімічного маркування циліндричних деталей
Номер патенту: 70180
Опубліковано: 15.09.2004
Автори: Пасько Юрій Тихонович, Великий Віктор Іванович
МПК: B23H 9/06
Мітки: маркування, деталей, спосіб, електрохімічного, циліндричних
Формула / Реферат:
Спосіб електрохімічного маркування циліндричних деталей у середовищі проточного електроліту в зоні обробки, що включає застосування трафарету, накладання на нього електрода-інструмента, робоча поверхня якого виконана за формою поверхні деталі, що маркують, який відрізняється тим, що маркування циліндричних деталей різних діаметрів виконують одним електродом-інструментом, що має ущільнювальний елемент на робочій поверхні, яка відповідає...
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Жадан Олександр Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: торців, шліфування, двох, одночасного, деталей, циліндричних, спосіб
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович, Кирильченко Петро Миколайович, Климанчук Владислав Владиславович
МПК: B23K 9/04
Мітки: циліндричних, відновлення, зміцнення, деталей, спосіб
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Кирильченко Петро Миколайович, Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B23P 6/02
Мітки: внутрішніх, циліндричних, спосіб, поверхонь, відновлення, деталей
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: шліфування, торців, циліндричних, деталей, спосіб
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Попередній патент: Спосіб плющення стрічки
Наступний патент: Черв`ячна передача
Випадковий патент: Спеціальне скло