Спосіб експлуатації укладальної труби дротяної моталки
Номер патенту: 11105
Опубліковано: 25.12.1996
Автори: Євсюкова Галина Олександрівна, Токмаков Вадім Анатольович, Колосов Борис Миколаєвич, Жучков Сергій Михайлович, Дишлєвіч Віктор Фьодоровіч, Герасимов Валерій Георгійович, Борщьов Сєргєй Міхайловіч, Бондарєнко Алєксандр Ніколаєвіч, Горбаньов Аркадій Олексійович, Кармазін Юрій Якович

Формула / Реферат
(57) Способ эксплуатации укладочной трубы проволочной моталки, включающий укладывание горячей проволоки витками на трубу моталки, отличающийся тем, что перед укладыванием на поверхность проволоки наносят смазочное покрытие в виде коллоидно-графитового препарата в смеси с химически осажденным мелом в соотношении 1:5-1:10.
Текст
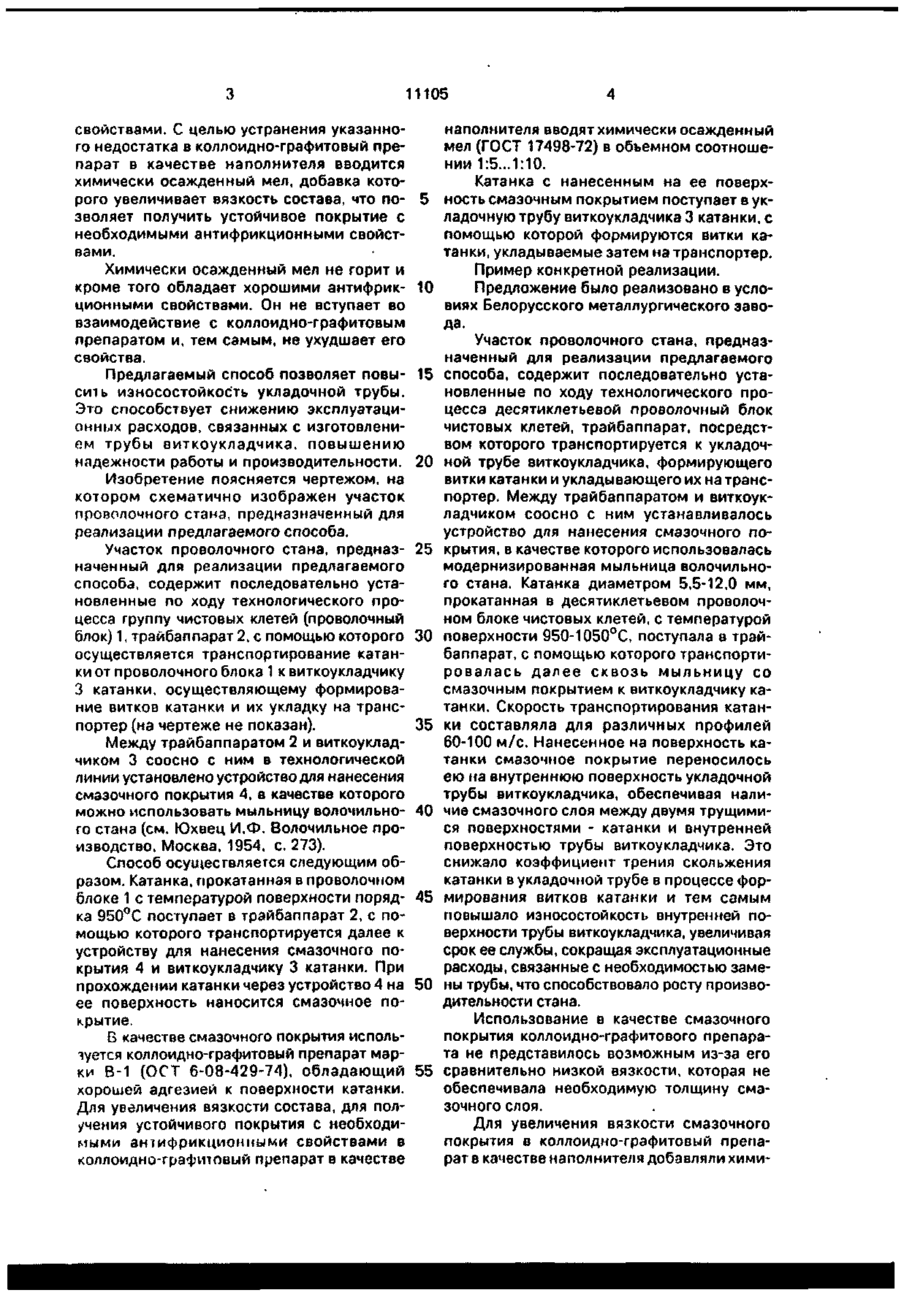
Способ эксплуатации укладочной трубы проволочной моталки, включающий укладывание горячей проволоки витками на трубу моталки, о т л и ч а ю щ и й с я тем, что перед укладыванием на поверхность проволоки наносят смазочное покрытие в виде коллоидно-графитового препарата в смеси с химически осажденным мелом в соотношении 1:5-1:10. Изобретение относится к прокатному производству, может быть использовано на высокоскоростных проволочных станах и касается эксплуатации укладочных труб виткоукладчиков. Цель изобретения - повышение износостойкости укладочной трубы виткоукладчика катанки. Задача, техническое решение которой обеспечивает достижение поставленной цели, состоит в создании условий эксплуатации трубы проволочной моталки, при которой уменьшается ее износ в месте контакта с горячим раскатом (катанкой) в процессе формирования витков катанки. Поставленная цель достигается тем, что в известном способе эксплуатации укладочной трубы проволочной моталки, укладывание горячей проволоки витками на трубу моталки, согласно изобретению, перед укладыванием на поверхность проволоки наносят смазочное покрытие в виде коллоидно-графитового препарата в смеси с хи мически осажденным мелом в соотношении 1:5...1:10. Смазочное покрытие на поверхности катанки обеспечивает наличие разделительного слоя между поверхностью катанки и внутренней (рабочей) поверхностью виткоукладчика, что повышает износостойкость укладочной трубы виткоукладчика, увеличивает срок службы укладочной трубы и, тем самым, способствует росту производительности стана. Выбранный состав смазочного покрытия отвечает всем основным экологическим требованиям, предъявляемым к смазочным покрытиям, так как не содержит органических составляющих, которые могут греть и выделять вредные продукты горения. Использование одного коллоидно-графитового препарата в виде смазочного покрытия не представляется возможным из-за сравнительно низкой вязкости, не обеспечивающей получение устойчивого смазочного покрытия с высокими антифрикционными с w С > о ел о 11105 свойствами. С целью устранения указанного недостатка в коллоидно-графитовый препарат в качестве наполнителя вводится химически осажденный мел, добавка которого увеличивает вязкость состава, что по- 5 зволяет получить устойчивое покрытие с необходимыми антифрикционными свойствами. Химически осажденный мел не горит и кроме того обладает хорошими антифрик- 10 ционными свойствами. Он не вступает во взаимодействие с коллоидно-графитовым препаратом и, тем самым, не ухудшает его свойства. Предлагаемый способ позволяет повы- 15 сить износостойкость укладочной трубы. Это способствует снижению эксплуатационных расходов, связанных с изготовлением трубы виткоукладчика. повышению надежности работы и производительности. 20 Изобретение поясняется чертежом, на котором схематично изображен участок проволочного стана, предназначенный для реализации предлагаемого способа. Участок проволочного стана, предназ- 25 наченный для реализации предлагаемого способа, содержит последовательно установленные по ходу технологического процесса группу чистовых клетей (проволочный блок) 1, трайбаппарат 2, с помощью которого 30 осуществляется транспортирование катанки от проволочного блока 1 к виткоукладчику 3 катанки, осуществляющему формирование витков катанки и их укладку на транспортер (на чертеже не показан). 35 Между трайбаппаратом 2 и виткоукладчиком 3 соосно с ним в технологической линии установлено устройство для нанесения смазочного покрытия 4, в качестве которого можно использовать мыльницу волочильно- 40 го стана (см. Юхвец И.Ф. Волочильное производство, Москва, 1954, с. 273). Способ осуществляется следующим образом. Катанка, прокатанная в проволочном блоке 1 с температурой поверхности поряд- 45 ка 950°С поступает в трайбаппарат 2, с помощью которого транспортируется далее к устройству для нанесения смазочного покрытия 4 и виткоукладчику 3 катанки. При прохождении катанки через устройство 4 на 50 ее поверхность наносится смазочное покрытие. В качестве смазочного покрытия используется коллоидно-графитовый препарат марки В-1 (ОСТ 6-08-429-74), обладающий 55 хорошей адгезией к поверхности катанки. Для увеличения вязкости состава, для получения устойчивого покрытия с необходимыми антифрикционными свойствами в коллоидно-графитовый препарат в качестве наполнителя вводят химически осажденный мел (ГОСТ 17498-72) в объемном соотношении 1:5...1:10. Катанка с нанесенным на ее поверхность смазочным покрытием поступает в укладочную трубу виткоукладчика 3 катанки, с помощью которой формируются витки катанки, укладываемые затем на транспортер. Пример конкретной реализации. Предложение было реализовано в условиях Белорусского металлургического завода. Участок проволочного стана, предназначенный для реализации предлагаемого способа, содержит последовательно установленные по ходу технологического процесса десятиклетьевой проволочный блок чистовых клетей, трайбаппарат, посредством которого транспортируется к укладочной трубе виткоукладчика, формирующего витки катанки и укладывающего их на транспортер. Между трайбаппаратом и виткоукладчиком соосно с ним устанавливалось устройство для нанесения смазочного покрытия, в качестве которого использовалась модернизированная мыльница волочильного стана. Катанка диаметром 5,5-12,0 мм, прокатанная в десятиклетьевом проволочном блоке чистовых клетей, с температурой поверхности 950-1050°С, поступала в трайбаппарат, с помощью которого транспортировалась далее сквозь мыльницу со смазочным покрытием к виткоукладчику катанки. Скорость транспортирования катанки составляла для различных профилей 60-100 м/с. Нанесенное на поверхность катанки смазочное покрытие переносилось ею на внутреннюю поверхность укладочной трубы виткоукладчика, обеспечивая наличиє смазочного слоя между двумя трущимися поверхностями - катанки и внутренней поверхностью трубы виткоукладчика. Это снижало коэффициент трения скольжения катанки в укладочной трубе в процессе формирования витков катанки и тем самым повышало износостойкость внутренней поверхности трубы виткоукладчика, увеличивая срок ее службы, сокращая эксплуатационные расходы, связанные с необходимостью замены трубы, что способствовало росту производительности стана. Использование в качестве смазочного покрытия коллоидно-графитового препарата не представилось возможным из-за его сравнительно низкой вязкости, которая не обеспечивала необходимую толщину смазочного слоя. Для увеличения вязкости смазочного покрытия в коллоидно-графитовый препарат в качестве наполнителя добавляли хими 11105 чески осажденный мел, обладающий хоротифрикционных компонентов, а при соотношими антифрикционными свойствами. шении компонентов меньше 1:5 консистенДиапазон объемного соотношения тность покрытия такова, что не создает вводимого наполнителя и коллоидно-графи-' условий для образования сплошного слоя тового препарата установлен эксперимен- 5 покрытия. тальным путем. В таблице приведены Реализация предложенного способа и результаты исследований, обосновываюучастка проволочного стана, предназначенщие заявляемый диапазон. ного для его реализации, позволяет повысить износостойкость, укладочной трубы Из таблицы видно, что при объемном соотношении компонентов смазочного по- 10 виткоукладчика катанки без ухудшения экокрытия меньше чем 1:5 и больше чем 1:10 логической обстановки на участке стана. наблюдается резкое уменьшение стойкости Это способствует снижению эксплуатациукладочной трубы виткоукладчика катанки. онных расходов, связанных с изготовлениЭто связано с тем, что при объемном соотем трубы виткоукладчика и снижению ношении компонентов покрытия более 1:10 15 простоев стана для ее замены, что приводит наблюдается недостаточное количество анк росту производительности стана. Объемное соотношение компонен Стойкость укладочной трубы виткоукладчика (час) при производстве катанки диаметром (мм) тов смазочного покрытия 5,5 7,0 8.0 11,0 1 :3 1 :5 1 :7 1 : 10 1 :12 31 58 62 62 43 38 61 64 68 47 43 67 71 72 51 49 72 74 77 56 г Упорядник Замовлення 4048 Техред М.Моргентал Коректор А. Обручар Тираж . Підписне Державне патентне відомство України, 254655. ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of operation of a pipe of wire winder
Автори англійськоюKarmazin Yurii Yakovych, Tokmakov Vadim Anatoliovych, Zhuchkov Serhii Mykhailovych, Horbaniov Arkadii Oleksiiovych, Kolosov Borys Mykolaievych, Yevsiukova Halyna Oleksandrivna, Herasymov Valerii Heorhiiovych
Назва патенту російськоюСпособ эксплуатации укладочной трубы проволочной моталки
Автори російськоюКармазин Юрий Яковлевич, Токмаков Вадим Анатольевич, Жучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Колосов Борис Николаевич, Евсюкова Галина Александровна, Герасимов Валерий Георгиевич
МПК / Мітки
МПК: B21C 1/00
Мітки: укладальної, трубі, експлуатації, спосіб, дротяної, моталки
Код посилання
<a href="https://ua.patents.su/4-11105-sposib-ekspluataci-ukladalno-trubi-drotyano-motalki.html" target="_blank" rel="follow" title="База патентів України">Спосіб експлуатації укладальної труби дротяної моталки</a>
Склад для нанесення алюмоцинкового покриття на сталеві труби
Номер патенту: 3766
Опубліковано: 27.12.1994
Автори: Гладуш Василь Макарович, Хаустов Георгій Йосипович, Мітніков Ілля Юхимович, Зехов Сергій Васильович, Проскуркін Євген Васильович, Мартинов Анатолій Павлович
Мітки: сталеві, покриття, алюмоцинкового, нанесення, трубі, склад
Формула / Реферат:
Состав для нанесения алюмоцинкового покрытия на стальные трубы, содержащий алюминий, цинк, кремний и титан, отличающийся тем, что он дополнительно содержит марганец и магний при следующем соотношении компонентов, мас. %: Цинк 1,0-7,4 Кремний 0,1-2,0 Магний 0,01-0,1 Титан 0,005-0,02 Марганец ...
Установка для нанесення емалевого шлікеру на труби
Номер патенту: 9091
Опубліковано: 30.09.1996
Автори: Ланцман Лев Йосифович, Гольдштейн Чонгар Михайлович, Тумоян Тамара Олександрівна, Гвірцман Павло Йосифович, Сойбель Зіновій Елевич, Сиротинський Олександр Олександрович, Ковалевський Валерій Борисович, Сінкевич Леонід Зіновійович
МПК: C23D 5/00
Мітки: трубі, нанесення, установка, шлікеру, емалевого
Формула / Реферат:
1. Установка для нанесения эмалевого шли-кера на трубы, содержащая резервуары для шлике-ра, стационарные ванны, устройство для подачи эмалевого шликера, смонтированное на раме, и транспортирующее устройство с подвесками, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, она снабжена ваннами, расположенными на раме и установленными с возможностью перемещения внутри стационарных ванн, устройством для...
Спосіб прискоренних ресурсних досліджень теплової труби
Номер патенту: 8701
Опубліковано: 30.09.1996
Автори: Смирнов Генріх Федорович, Ткачов Сергій Петрович, Гніліченко Володимир Іванович
МПК: F28D 15/02
Мітки: прискоренних, спосіб, трубі, теплової, ресурсних, досліджень
Формула / Реферат:
Способ ускоренных ресурсных испытаний тепловой трубы путем пропускания через нее теплового потока при нагреве зоны испарения и охлаждения зоны конденсации и последующего измерения температуры корпуса трубы через заданные промежутки времени для оценки ее работоспособности, отличающийся тем, что, с целью повышения точности, зону конденсации охлаждают лишь на части ее длины, примыкающей к торцу корпуса трубы в этой зоне, при этом величину...
Пристрій для безперервної відливки тонкостінної чавунної труби
Номер патенту: 6078
Опубліковано: 29.12.1994
Автори: Ів Гурмель, Ріо Белоччі, Мішель П'єррель
МПК: B22D 11/04
Мітки: трубі, тонкостінної, пристрій, відливки, чавунної, безперервної
Формула / Реферат:
1. Устройство для непрерывной отливки тонкостенной чугунной трубы, содержащее футерованную емкость с нижним выпуклым отверстием, установленный под ней кристаллизатор с рубашкой охлаждения и дорн с нагревательным элементом, причем кристаллизатор имеет цилиндрическую гильзу, верхняя часть которой выполнена в виде выступа, отличающееся тем, что, с целью повышения стабильности процесса литья и улучшения качества отливаемой трубы, оно снабжено...
Спосіб виготовлення стеклопластикової фільтрувальної труби
Номер патенту: 9061
Опубліковано: 30.09.1996
Автори: Панченко Костянтин Григорович, Волков Валерій Миколайович, Кінєвський Валерій Наумович, Хоронько Юрій Андрійович, Сенченко Володимир Вікторович
МПК: F16L 9/00
Мітки: трубі, виготовлення, фільтрувальної, спосіб, стеклопластикової
Формула / Реферат:
Способ изготовления стеклопластиковой фильтровальной трубы, включающий возвратно-поступательное движение вдоль оправки пропитанного связующим непрерывного стекложгута, его намотку на вращающуюся оправку и отвержде-ние связующего, отличающийся тем, что, с целью повышения надежности при эксплуатации, после пропитки связующим в процессе намотки стекло-жгут скручивают, а образуемый избыток связующего снимают со всей поверхности стекложгута,...
Попередній патент: Спосіб одержання компонента моторного палива із легкого кам’яновугільного масла
Наступний патент: Живильне середовище для бактерій
Випадковий патент: Гірляндна вітроелектростанція