Спосіб виробництва крупи з пшениці
Номер патенту: 111264
Опубліковано: 10.11.2016
Автори: Жигунов Дмитро Олександрович, Кустов Ігор Олександрович, Соц Сергій Михайлович

Формула / Реферат
1. Спосіб виробництва круп з пшениці, що включає очищення зерна від домішок, водно-теплову обробку, шліфування і сортування продуктів шліфування, який відрізняється тим, що, зерно пшениці із вологістю 12,0-14,0 % шліфують на одній шліфувальній системі, сортують у два етапи - на першому видаляють дрібку і частину борошенця, а на другому - видаляють решту борошенця та пропарюють при тиску пари 0,10-0,15 МПа протягом 2-4 хв.
2. Спосіб за п. 1, який відрізняється тим, що використовують зерно пшениці сорту "Чорноброва".
Текст
Реферат: Спосіб виробництва круп з пшениці включає очищення зерна від домішок, водно-теплову обробку, шліфування і сортування продуктів шліфування. Зерно пшениці шліфують на одній шліфувальній системі, сортують у два етапи - на першому видаляють дрібку і частину борошенця, а на другому - видаляють решту борошенця та пропарюють. UA 111264 U (54) СПОСІБ ВИРОБНИЦТВА КРУПИ З ПШЕНИЦІ UA 111264 U UA 111264 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до круп'яної промисловості, зокрема до способів переробки пшениці в круп'яні продукти, конкретно крупи пшеничної. Відомий спосіб виробництва крупи "Східна", який передбачає очищення зерна від домішок, зволоження до 21-23 %, конвективно-кондуктивне нагрівання зерна при температурі 210-220 °C, його однократне лущення та фракціонування (див. патент РФ № 2482699 МПК A23L 1/10 2013 р.). Аналог і корисна модель, що заявляється, мають такі спільні операції: - очищення зерна від домішок; - водно-теплова обробка; - фракціонування. Недоліком технологічного процесу виробництва крупи "Східна" є складність етапу воднотеплової обробки зерна, який передбачає зволоження та подальше конвективно-кондуктивне нагрівання при температурі 210-220 °C, що збільшує протяжність технологічного процесу, викликає необхідність встановлення спеціального сушильно-нагрівального обладнання, що викликає труднощі у здійсненні даного процесу на заводах невеликої потужності. Відомий також спосіб переробки пшениці в крупи "Полтавські" та "Артек" із загальним виходом 63,0 %, який передбачає очищення зерна від домішок, лущення, шліфування цілих та подрібнених ядер, сортування продуктів шліфування, полірування крупних фракцій етапу шліфування, попереднє сортування продуктів шліфування, остаточне сортування та контроль круп (див. "Правила організації і ведення технологічного процесу на круп'яних заводах". - Київ: Міністерство агропромислового комплексу, 1998. - с. 60-65). Очищене від характерних домішок зерно пшениці направляють на водно-теплову обробку. Зерно зволожують підігрітою до 35-45 °C водою до вологості 14,5-15,0 % та направляють на короткочасне відволоження, яке триває протягом 0,5-2,0 год. Після цього зерно надходить на лущення, яке здійснюється шляхом дворазового пропуску крізь оббивальні машини. Шліфування лущеного зерна здійснюють на трьох шліфувальних системах, застосовуючи на даному етапі лущильно-шліфувальні машини типу А1-ЗШН, які працюють за принципом інтенсивного стирання оболонок. Після третьої шліфувальної системи проводять сортування продуктів шліфування в круп'яному розсійнику А1-БРУ. При сортуванні з суміші проходом сита № 063 вилучають борошенце, а також частинки подрібнених ядер, які відповідають розмірам круп шліфованих пшеничних № 4 та "Артек" (прохід сита 2,0 мм і схід сита № 063), які надходять на остаточне сортування. Крупна фракція, яка являє собою схід сита 2,0 мм, надходить на полірування, що здійснюється на трьох полірувальних системах у лущильношліфувальних машинах типу А1-ЗШН. Після останньої полірувальної системи проводять попереднє сортування продуктів полірування на двох сортувальних системах. На даному етапі із суміші продуктів полірування вилучають борошенце, сходом сита 3,5 мм крупні частинки ядра, які повертають на етап полірування та отримують три фракції круп, які направляють на відповідні системи остаточного сортування і контролю круп. Загальний вихід круп складає 63,0 %. Даний спосіб є найближчим аналогом. Найближчий аналог і корисна модель мають наступні спільні операції: - очищення зерна від домішок; - водно-теплова обробка; - шліфування; - сортування продуктів шліфування. Недоліком технологічного процесу переробки пшениці в крупи "Полтавські" та "Артек" є велика тривалість і складність технологічного процесу: лущення на двох системах оббивальних машин, шліфування зерна на трьох системах, три полірувальні системи, вісім сортувальних систем, що потребує значних виробничих площ для розміщення відповідного лущильного, шліфувального та сортувального обладнання, бункерів для вторинних сировинних ресурсів, що викликає труднощі у здійсненні даного процесу на заводах невеликої потужності. В основу корисної моделі поставлено задачу розробити спосіб виробництва крупи з пшениці, в якому шляхом зміни операцій (однократне шліфування замість трикратного), введення спеціальних операцій (пропарювання крупи), а також використання пшениці певного сорту, забезпечити спрощення технологічного процесу за рахунок зменшення кількості операцій, їх тривалості та підвищення виходу готової продукції. Поставлена задача вирішується тим, що спосіб виробництва крупи з пшениці включає очищення зерна від домішок, водно-теплову обробку, шліфування і сортування продуктів шліфування згідно з корисною моделлю, зерно пшениці із вологістю 12,0-14,0 % шліфують на одній шліфувальній системі, сортують у два етапи - на першому видаляють дрібку і частину 1 UA 111264 U 5 10 15 20 25 30 35 40 45 50 борошенця, а на другому - видаляють решту борошенця та пропарюють при тиску пари 0,100,15 МПа протягом 2-4 хв. Спосіб здійснюють в наступному порядку. Очищене від домішок зерно пшениці, наприклад, сорту "Чорноброва", з вологістю не більше 12,0-14,0 %, надходить в оперативні бункери. Після цього контролюється на магнітні домішки та надходить на шліфування яке проводять на одній шліфувальній системі. Для шліфування використовують лущильно-шліфувальні машини типу А1-ЗШН, які працюють за принципом інтенсивного стирання оболонок. Колову швидкість шліфувальних дисків встановлюють на рівні - 16…18 м/с. Зменшення колової швидкості шліфувальних дисків призведе до недостатнього зняття поверхневих шарів зерна при обробці на одній системі, що відповідно викличе необхідність збільшення їх кількості до двох-трьох. Збільшення колової швидкості сприятиме більш інтенсивному зняттю поверхневих шарів зерна, що призведе до збільшення кількості побічних продуктів у вигляді частинок подрібненого ядра та борошенця, зменшуючи при цьому вихід цілого ядра та готової продукції. Збільшення виходу побічних продуктів викличе необхідність розширення етапу сортування продуктів шліфування за рахунок встановлення додаткових круп'яних розсійників або ситоповітряних сепараторів та аспіраційних колонок. Суміш після шліфування, яка складається з трьох продуктів - цілих ядер, подрібнених ядер та борошенця, сортують у два етапи. На першому етапі із суміші вилучають аеродинамічно легке борошенце, для чого суміш пропускають крізь дві системи аспіраційних колонок або повітряних сепараторів. На другому етапі суміш спрямовують у круп'яні розсійники типу А1-БРУ або ситоповітряні сепаратори типу А1-БІС. Сходом сита 1,620 мм проводять вилучення цілих шліфованих ядер, проходом сита 1,620 мм та сходом № 067 вилучають подрібнені ядра, прохід сита № 067 являє собою залишки борошенця. Цілі ядра, отримані при сортуванні, направляють на водно-теплову обробку, яку здійснюють за структурою гарячого кондиціювання. Ядра пропарюють у пропарювачах періодичної дії при тиску пари 0,10-0,15 МПа протягом 2-4 хв. Після цього їх підсушують на вертикальних парових сушарках типу ВС до вологості 12,012,5 % та після магнітного контролю направляють на фасування. Приклад. Отримали крупу з пшениці. Для цього очищене від домішок зерно пшениці сорту "Чорноброва" з початковою вологістю 12,3 %, масою 2000 г, зважували на автоматичних вагах та направляли на шліфування, яке здійснювали на одній шліфувальній системі. Шліфування проводили на лущильно-шліфувальній машині, яка працює за принципом інтенсивного стирання оболонок. Суміш продуктів шліфування являла собою борошенце, частинки подрібнених ядер та цілі шліфовані ядра. Для розділення продуктів шліфування проводили сортування. На першому етапі, на двох системах аспіраційних колонок вилучали борошенце. Після цього суміш надходила в круп'яний розсійник, де сходом сита 1,620 мм виділяли цілі ядра, проходом цього сита і сходом сита № 067, отримували частинки подрібнених ядер, борошенце вилучали проходом сита № 067. Цілі ядра надходили на пропарювання, яке проводили у пропарювачі періодичної дії при тиску пари 0,15 МПа протягом 4 хв. Пропарені ядра підсушували на сушарці до вологості 12,5 %. В результаті переробки пшениці сорту "Чорноброва" в крупу загальний вихід готового продукту склав 75,0 %, побічних продуктів і відходів (враховуючи механічні втрати) - 25,0 %. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб виробництва круп з пшениці, що включає очищення зерна від домішок, водно-теплову обробку, шліфування і сортування продуктів шліфування, який відрізняється тим, що зерно пшениці із вологістю 12,0-14,0 % шліфують на одній шліфувальній системі, сортують у два етапи - на першому видаляють дрібку і частину борошенця, а на другому - видаляють решту борошенця та пропарюють при тиску пари 0,10-0,15 МПа протягом 2-4 хв. 2. Спосіб за п. 1, який відрізняється тим, що використовують зерно пшениці сорту "Чорноброва". 55 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: крупи, спосіб, виробництва, пшениці
Код посилання
<a href="https://ua.patents.su/4-111264-sposib-virobnictva-krupi-z-pshenici.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва крупи з пшениці</a>
Спосіб виробництва вівсяної крупи
Номер патенту: 97813
Опубліковано: 10.04.2015
Автори: Соц Сергій Михайлович, Кустов Ігор Олександрович
МПК: A23L 1/10
Мітки: спосіб, вівсяної, крупи, виробництва
Формула / Реферат:
Спосіб виробництва вівсяної крупи, що включає очищення зерна від домішок, калібрування його на фракції, шліфування зерна, сепарування продуктів шліфування, сушіння крупи крупної та дрібної фракцій, сортування, який відрізняється тим, що відшліфоване зерно голозерного вівса з вологістю 12,6-14,0 %, сепарують у два етапи - на першому видаляють дрібку і частину борошенця, а на другому - видаляють решту борошенця.
Спосіб виробництва крупи вівсяної
Номер патенту: 97818
Опубліковано: 10.04.2015
Автори: Соц Сергій Михайлович, Кустов Ігор Олександрович
МПК: A23L 1/10
Мітки: спосіб, вівсяної, крупи, виробництва
Формула / Реферат:
Спосіб виробництва вівсяної крупи, що включає очищення зерна від домішок, калібрування його на фракції, шліфування зерна, сепарування продуктів шліфування, сортування, який відрізняється тим, що відшліфоване зерно голозерного вівса з вологістю 12,1-12,5 % сепарують у два етапи - на першому видаляють дрібку і частину борошенця, а на другому - видаляють решту борошенця.
Спосіб виробництва вівсяної крупи
Номер патенту: 97814
Опубліковано: 10.04.2015
Автори: Соц Сергій Михайлович, Кустов Ігор Олександрович
МПК: A23L 1/10
Мітки: спосіб, виробництва, вівсяної, крупи
Формула / Реферат:
Спосіб виробництва вівсяної крупи, що включає очищення зерна від домішок, калібрування його на фракції, пофракційну водно-теплову обробку, шліфування зерна, сепарування продуктів шліфування, сушіння крупи крупної та дрібної фракцій, сортування, який відрізняється тим, що зерно голозерного вівса кожної фракції з вологістю менше 12 % зволожують до вологості 12-14 %, відволожують протягом 8-12 годин, відшліфоване зерно сепарують у два...
Спосіб виробництва ячмінної крупи
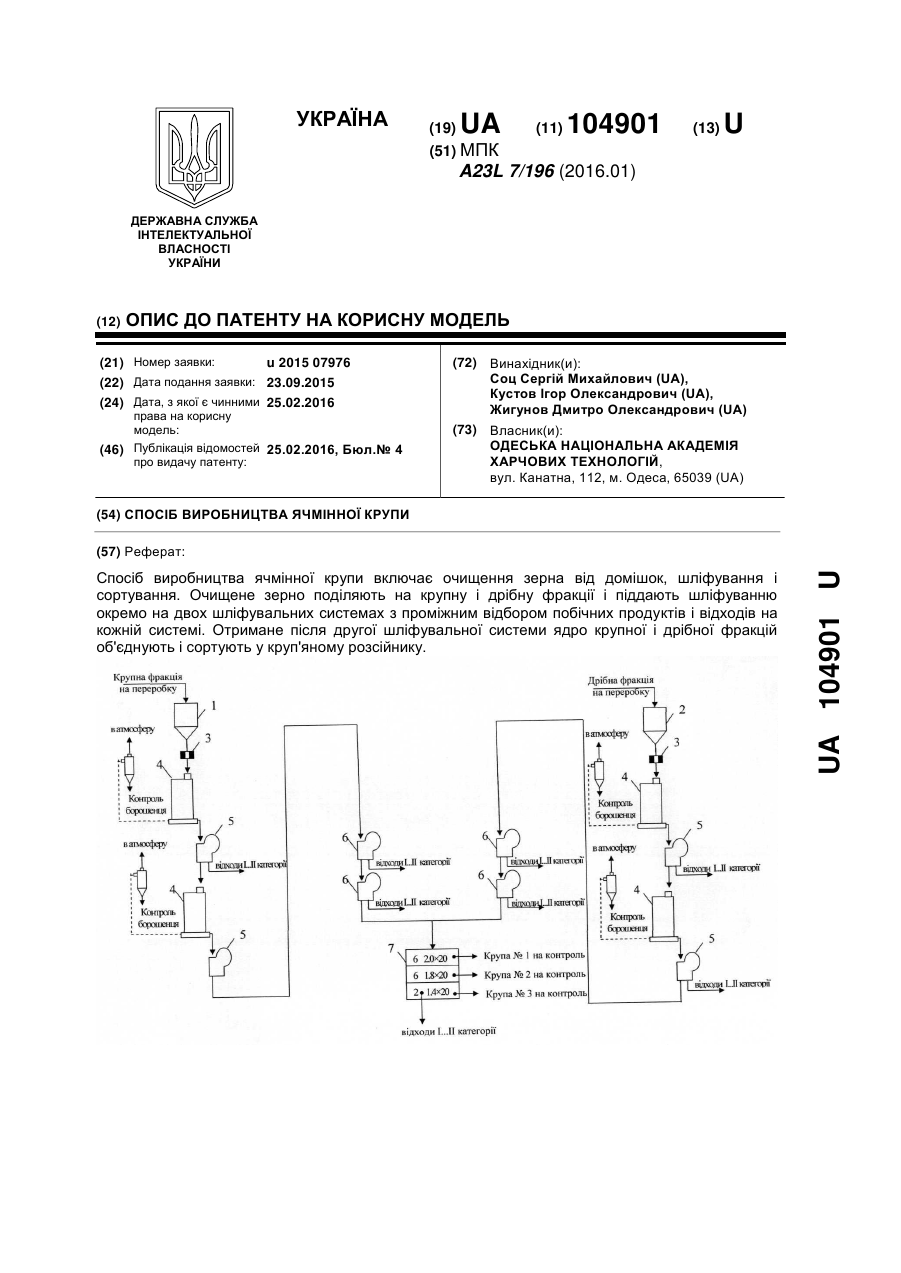
Номер патенту: 104901
Опубліковано: 25.02.2016
Автори: Соц Сергій Михайлович, Кустов Ігор Олександрович, Жигунов Дмитро Олександрович
МПК: A23L 7/196
Мітки: виробництва, спосіб, крупи, ячмінної
Формула / Реферат:
1. Спосіб виробництва ячмінної крупи, що включає очищення зерна від домішок, шліфування і сортування, який відрізняється тим, що очищене зерно поділяють на крупну і дрібну фракції і піддають шліфуванню окремо на двох шліфувальних системах з проміжним відбором побічних продуктів і відходів на кожній системі, отримане після другої шліфувальної системи ядро крупної і дрібної фракцій об'єднують і сортують у круп'яному розсійнику.2. Спосіб...
Спосіб виробництва вівсяної крупи
Номер патенту: 86702
Опубліковано: 10.01.2014
Автори: Кустов Ігор Олександрович, Соц Сергій Михайлович
МПК: A23L 1/10
Мітки: спосіб, виробництва, вівсяної, крупи
Формула / Реферат:
Спосіб виробництва вівсяної крупи, що включає очищення зерна від домішок, двократну воднотеплову обробку, відволоження, сушіння і шліфування, який відрізняється тим, що очищене зерно голозерного вівса сорту "Соломон" розділюють на крупну і дрібну фракції, після чого зерно кожної фракції зволожують до 12-14 %, відволожують протягом 8-12 годин і шліфують, суміш продуктів шліфування сортують у два етапи, на першому з яких...
Попередній патент: Спосіб виробництва борошна з полби
Наступний патент: Пристрій для культивації плаваючих водяних рослин
Випадковий патент: Спосіб діагностики розвитку атеросклерозу