Пристрій для контактного шовного зварювання виробів з прямолінійними і радіусними ділянками
Номер патенту: 11127
Опубліковано: 25.12.1996
Автори: Лук'яненко Анатолій Васильович, Остіловський Олег Олександрович, Волошин Олександр Федорович
Формула / Реферат
(57} Способ изготовления изделий, преимущественно формообразующих элементов пресс-форм для литья пластмасс, стекла, парафина, включающий нанесение медьсодержащих материалов на неметаллическую модель с последующим ее удалением, отличающийся тем, что в качестве медьсодержащего материала используют алюминиевую бронзу, которую наносят на модель плазменным напылением с подачей в зону формирования покрытия водяного тумана с расходом воды 5-100 г /мин.
Текст
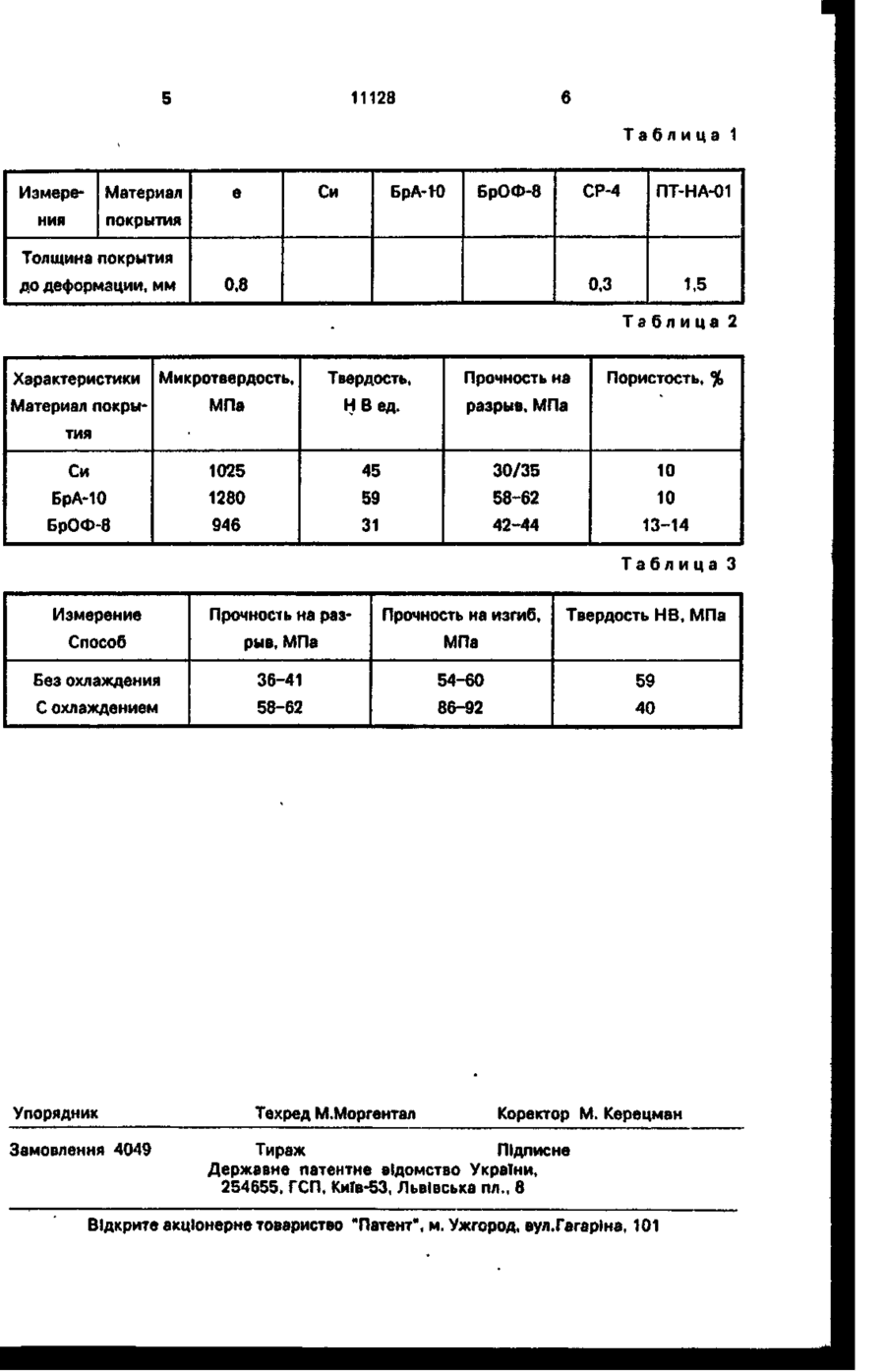
УКРАЇНА (19) UAo,, 11128 (ІЗ) С1 (5і)5 С 23 С 4/00 ОПИС ДО ПАТЕНТУ ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД (54) СПОСІБ ВИГОТОВЛЕННЯ ВИРОБІВ, ПЕРЕВАЖНО ФОРМОТВОРНИХ ЕЛЕМЕНТІВ ПРЕС-ФОРМ 1 (22) 03.05.90^ (24)25.12.96 (46)25.12.96. Бюл. № 4 (56) 1. Заявка ФРГ Ns 3216025, кл. С 23 С 7/10, опублик. 1983. 2. Бобров А.В. и др. Изготовление плазменным напылением керамических деталей сложной формы. Сварочное производство, №3, 1989, с.9-10. З.Легзлыня Л. и др. Применение гальванопластики при изготовлении деталей технологической оснастки на Рижском опытном заводе технологической оснастки. Латв.республ. институт научно-технической пропаганды. Рига, 1970, с.43-44. (72) Мякота (гор Семенович, Гнатенко Дмитро Йосипович, Кузьменко Віктор Володимирович (73) Черкаське науково-виробниче об'єднання "Комплекс" (UA) (57} Способ изготовления изделий, преимущественно формообразующих элементов прессформ для литья пластмасс, стекла, парафина, включающий нанесение медьсодержащих материалов на неметаллическую модель с последующим ее удалением, о т л и ч а ю щ и й с я тем, что в качестве медьсодержащего материала используют алюминиевую бронзу, которую наносят на модель плазменным напылением с подачей в зону формирования покрытия водяного тумана с расходом воды 5-100 г /мин. Изобретение относится к способам изготовления изделий преимущественно формообразующих элементов пресс-форм, в частности для литья пластмасс, стекла, парафина с применением газотермического напыления: Известен способ нанесения керамических покрытий повышенной толщины методом плазменного напыления, где при нанесении указанного покрытия на металлическую подложку, в частности из драгоценного металла, стабилизированным потоком плазмы в зону контактирования напыляемого материала с подложкой в количестве 0,11000 г/мин подают хладагент [1]. Недостатком указанного способа является то, что он применим только для керамических покрытий, поскольку данное покрытие не деформируется того, что при взаимодействии с хладагентом в нем образуются микротрещины, которые компенсируют силы внутреннего напряжения, обычно возникающие в покрытии толщиной более се 0,2 мм у большинства керамических І металлических покрытий. Известно также, что по способу-аналогу* для повышения прочности получаемых изделий, которая при изгибе составляет 15-20 МПа, заготовки подвергают спеканию по стандартным режимам доводя прочность для приемлемых значений. Причем спекание проводилось в течение 3 часов при интервале температур 14501550°С, при которых сначала снимаются оставшиеся внутренние напряжения, возникающие в материале в процессе напыления, а также достигаются максимальные прочностные характеристики материала {2]. (20)94321692, 25.03.93 (21)4821022/SU, оо О з 11128 Следовательно, дополнительным недостатком указанного способа является трудоемкость и отсюда неэкономичность. Известен также способ изготовления деталей, в т.ч. формообразующих элементов пресс-форм из меди с применением газопламенного напыления на модели из различных материалов с контролируемой температурой напыляемой поверхности [3]. Недостатками указанного способа является то, что в процессе напыления происходит интенсивное окисление напыляемого медного порошка, что обуславливает наличие в готовом изделии большого количества окислов, а низкая скорость полета частиц напыляемого материала обуславливает низкую плотность и, соответственно, высокую пористость изделия. Указанные факторы приводят к низким механическим характеристикам готового изделия. Целью настоящего изобретения является уменьшение внутренних напряжений и повышение эксплуатационных свойств изделий. Поставленная цель достигается тем, что металл наносится на модель методом плазменного напыления с использованием инертных газов, например, аргона защищающих напыляемый материал от окисления. Кроме того, скорость полета напыляемых частиц (150-200 м/с), при этом обеспечивает получение плотной структуры изделия за счет высокой кинетической энергии частиц. В качестве напыляемого материала применяется алюминиевая бронза (типа БрА10), воздействие на частицы которой в процессе формирования изделия водяным туманом с расходом воды в диапазоне 5-100 г/мин, обеспечивает уменьшение внутренних напряжений и получения требуемых эксплуатационных свойств данного материала за счет термообработки (закалку на - фазу). Пример 1. На металлическую модель (дерево) тело вращения методом плазменного напыления наносились покрытия из порошков железа, меди, бронзы БрА-10, бронзы БрОФ-8, Ср-4, ПТ-НА-01. Процесс плазменного напыления характеризовался следующими параметрами: расход хладагента 5-100 г/ мин (водяной туман), сила тока дуги 250-500А, напряжение дуги - 40-70 В, рас ход плазмообразующего газа 10-50 л/мин, 5 10 15 20 25 30 35 40 45 расход порошка 0,4-12,5 кг/ч. Скорость перемещения потока плазмы относительно поверхности подложки 0,5-50 м/мин. Процесс напыления продолжался до деформации покрытия. Затем покрытие отделяли от подложки и измерялась его толщина. Результаты приведены в табл.1. Из таблицы видно, что подача в зону формирования покрытия водяного тумана эффективно уменьшает внутренние напряжения для медьсодержащих материалов. Затем у покрытий, толщина которых дала показатель бесконечности, были измерены м и к р о т в е р д о с т ь , твердость по Бриннелю, предел прочности на разрыв и пористость. Данные были занесены в табл.2. Исходя из полученных результатов, можно сделать вывод, что по основным показателям наилучшим является покрытие из алюминиевой бронзы типа БрА-10. Пример 2. Толстое металлическое покрытие из бронзы БрА-10 было нанесено на металлическую модель (дерево) в виде тела вращения методом плазменного напыления с параметрами процесса, полностью соответствующими указанным в примере 1. Покрытие из того же материала с такими же параметрами процесса, но без охлаждения было нанесено на металлическую модель (сталь Ст 45) в виде тела вращения. По достижении заданной толщины покрытия (в обоих случаях 2,5 мм) процесс прекращается. Покрыгие отделялось от модели и в обоих случаях проводилось измерение прочности на разрыв и твердость. Результаты приведены в табл.3. Данный пример показывает, что воздействие водяного тумана на напыляемый материал обеспечивает оптимальные эксплуатационные свойства, увеличивается предел прочности на разрыв, предел прочности на изгиб при сохранении необходимой твердости. Данный способ позволяет изготавливать формообразующие элементы пресс-форм в промышленных условиях методом плазменного напыления материалов на модели из любого материала, в т.ч. выдерживающего 50 температуру до 70°С. Особенно эффективно применение данного способа для изготовления формообразующих элементов пресс-форм для литья изделий из пластмасс, стекла, парафина и т.п. 55 11128 Таблица 1 Измере Материал ния Си БрА-tO СР-4 БрОФ-8 ПТ-НА-01 0.3 е 1.5 покрытия Толщина покрытия до деформации, мм 0.8 Та б л и ц а 2 Характеристики Микротвердость, Твердость, Прочность на Материал покры МПа НВед. разрыв, МПа Си 1025 45 БрА-10 1280 59 БрОФ-8 946 31 30/35 58-62 42-44 Пористость, % тия 10 10 13-14 Таблица 3 Измерение Прочность на раз Прочность на изгиб, Способ рыв, МПа МПа Без охлаждения 36-41 54-60 59 С охлаждением 58-62 86-92 40 Упорядник Замовлення 4049 Техред М.Моргентал Твердость НВ, МПа Коректор М. Керецман Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for contact seam welding articles with straight and radial sections
Автори англійськоюVoloshyn Oleksandr Fedorovych, Lukianenko Anatolii Vasyliovych, Ostilovskyi Oleh Oleksandrovych
Назва патенту російськоюУстройство для контактной шовной сварки изделий с прямолинейными и радиусными участками
Автори російськоюВолошин Александр Федорович, Лукьяненко Анатолий Васильевич, Остиловский Олег Александрович
МПК / Мітки
МПК: B23K 11/06
Мітки: прямолінійними, контактного, пристрій, виробів, шовного, радіусними, зварювання, ділянками
Код посилання
<a href="https://ua.patents.su/4-11127-pristrijj-dlya-kontaktnogo-shovnogo-zvaryuvannya-virobiv-z-pryamolinijjnimi-i-radiusnimi-dilyankami.html" target="_blank" rel="follow" title="База патентів України">Пристрій для контактного шовного зварювання виробів з прямолінійними і радіусними ділянками</a>
Машина для імпульсного шовного контактного зварювання коловидних швів

Номер патенту: 762
Опубліковано: 15.12.1993
Автори: Семергеєв Степан Іванович, Вєрушкін Володимир Петрович, Лебедєв Володимир Костянтинович
МПК: B23K 11/06
Мітки: імпульсного, машина, коловидних, зварювання, швів, шовного, контактного
Формула / Реферат:
1.Машина для импульсной шовной контактной сварки круговых швов, содержащая сварочный трансформатор с гибкими токоподводяшими шинами, источник питания, приводной вал, на одном конце которого размещен ролик в виде чашки для жесткого крепления свариваемого изделия, и ось с закрепленным на одном се конце сварочным роликом, причем указанный конец оси и вал установлены взаимно перпендикулярно в подшипниках качения, ось и вал снабжены узлами для...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 727
Опубліковано: 15.12.1993
Автори: Горишняков Олексій Іванович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Гамен Борис Опанасович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: стикового, зварювання, плавленням, процесом, управління, контактного, пристрій
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, первичная обмотка которого подключена к одному зажиму для подключения к питающей сети, тиристорный силовой контактор к управляющему входу которого присоединены последовательно включенные блок формирования управляющих импульсов, блок программного задания сварочного напряжения, блок программного управления циклом сварки и привод...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 732
Опубліковано: 15.12.1993
Автори: Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Горишняков Олексій Іванович
МПК: B23K 11/04
Мітки: управління, стикового, пристрій, контактного, процесом, зварювання, плавленням
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее последовательно соединенные блок формирования задания по скорости перемещения деталей и привод их перемещения и осадки, сварочный трансформатор, вторичная цепь которого подключена к губкам сварочной машины, а в первичную цепь его включен датчик сварочного тока, выход последнего через коммутатор подключен к компаратору, к другому входу компаратора...
Пристрій для контактного стикового зварювання рейок

Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Лядов Володимир Васильович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Грідін Олександр Петрович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Порхун Федір Костянтинович
МПК: B23K 11/04
Мітки: пристрій, зварювання, рейок, контактного, стикового
Формула / Реферат:
Формула изобретения1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру...
Пристрій для складання виробів під зварювання
Номер патенту: 3083
Опубліковано: 26.12.1994
Автор: Дудник Георгій Петрович
МПК: B23K 37/047
Мітки: виробів, зварювання, складання, пристрій
Формула / Реферат:
Устройство для сборки изделий под сварку, содержащее смонтированный на станине механизм сборки и предварительного крепления собираемых изделий, механизм окончательного крепления собираемых изделий, расположенное между механизмами крепления транспортное устройство, каждый механизм крепления содержит заднюю и переднюю бабки с центрами и прижимами для собираемых изделий, отличающееся тем, что транспортное средство выполнено в виде установленных...
Попередній патент: Спосіб одержання фенілалкіламінів або їх фармакологічно прийнятних солей
Наступний патент: Пристрій для відокремлення шлаку при зливі металу
Випадковий патент: Піноутворюючий склад для обмеження приплиbу пластових вод і освоєння свердловин