Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 732
Опубліковано: 15.12.1993
Автори: Горишняков Олексій Іванович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Галян Борис Опанасович


Формула / Реферат
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее последовательно соединенные блок формирования задания по скорости перемещения деталей и привод их перемещения и осадки, сварочный трансформатор, вторичная цепь которого подключена к губкам сварочной машины, а в первичную цепь его включен датчик сварочного тока, выход последнего через коммутатор подключен к компаратору, к другому входу компаратора подключен выход блока формирования задания по току и блок программного управления циклом сварки, отличающееся тем, что, с целью повышения качества сварных соединений за счет оптимального перехода с одной ступени скорости на другую при одновременном исключении возможности короткого замыкания в устройство введены блок формирования тактовых импульсов и блок счета импульсов, при этом счетный и первый входы последнего соединены соответственно с первым и вторым выходами блока формирования тактовых импульсов, один выход блока счета импульсов соединен с блоком формирования задания по скорости перемещения деталей, а другой — выход — с блоком формирования задания по току, а вход блока формирования тактовых импульсов соединен с выходом компаратора.
2. Устройство по п.1, отличающееся тем, что блок формирования тактовых импульсов содержит элемент И-НЕ, одновибратор второй коммутатор и элемент задержки, при этом один вход элемента И-НЕ является входом указанного блока, второй вход элемента И-НЕ соединен со вторым коммутатором и является вторым выходом того же блока, а третий вход через одновибратор и элемент задержки соединен с выходом элемента И-НЕ, который является первым выходом того же блока.
Текст
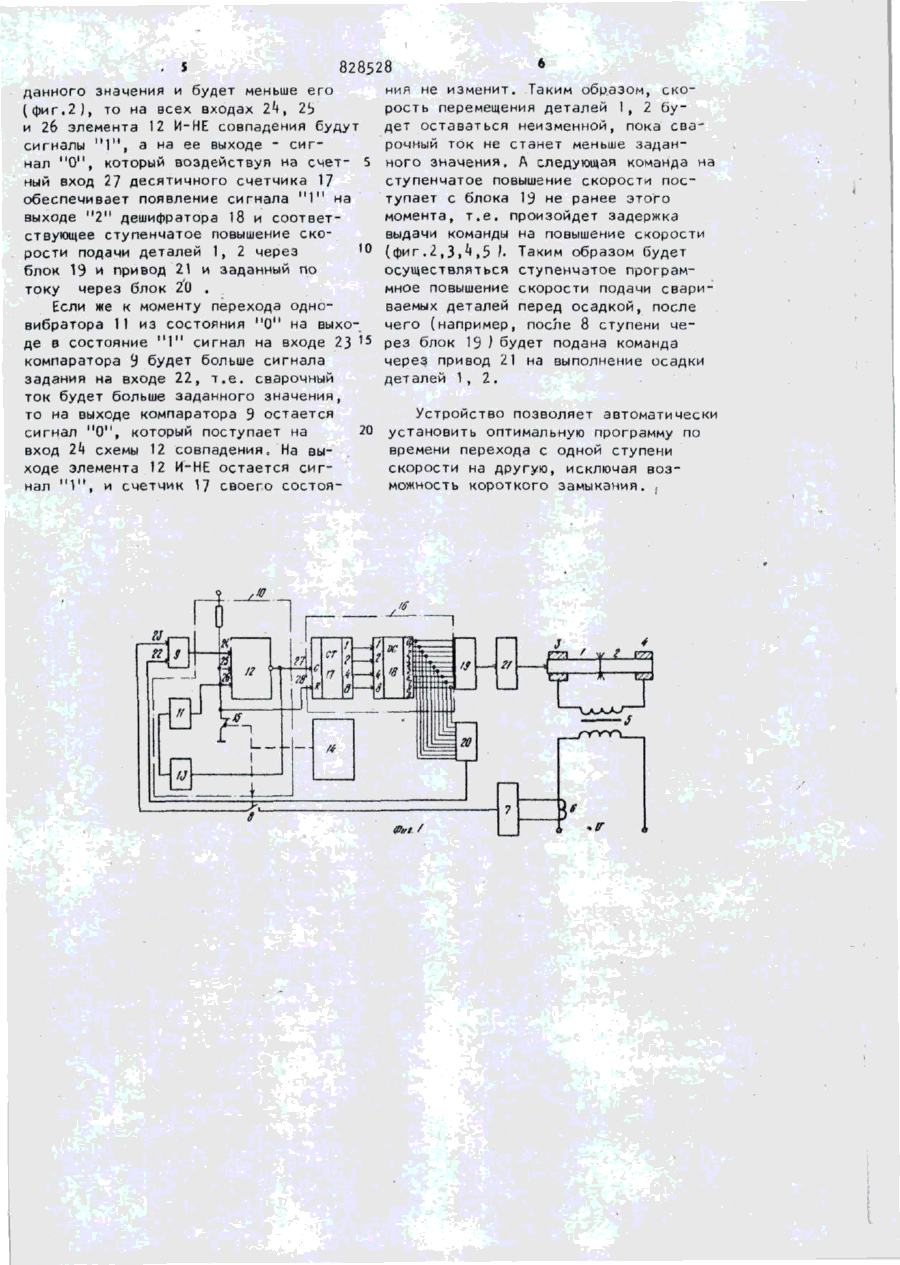
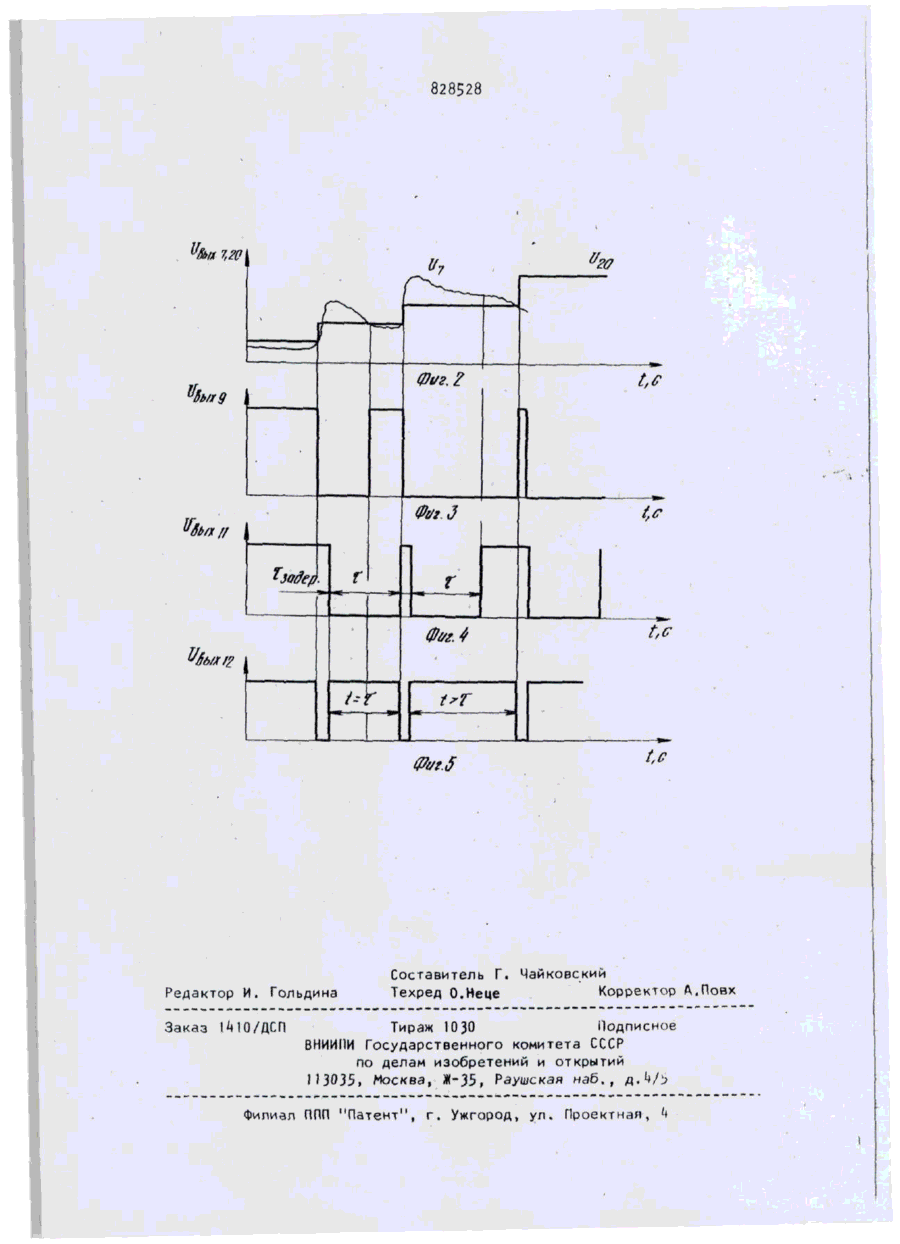
СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН Т Не подлежит опубликованию в о т к р ы т о й печ« ги 3151) В 2 3 К ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21 ) 289A703/2W7 (22) 26.03.80 (72) С И . Кучук-Яценко, В.Г. Кривенко, А.И, Горишняков, В.Т. Чередничок, В.А. Сахарное и Б.А. Галян (71 ) Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е.О. Патона (53) 621.791.762.5(088.8) (56) 1.Технология и оборудование контактной сварки. Под ред. В,Д. Орлова. М., "Машиностроение", 1975. с.291. ' 2. Патон В.Е., Лебедев В.К. Электрооборудование для контактной сварки. М., "Машиностроение", 1969» с.216-217. 3. Патент США № 3^79^82, 219-100, 18.11 ,69-. h. Патент С А № 3509310, 219*97» Ш 28 0 А . 7 0 . ( 5 * 0 ( 5 7 ) ' • УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ, содержащее последовательно соединенные блок формирование задания по скорости перемещения деталей и привод их перемещения и о с а д к и , сварочный трансформатор, вторичная цепь к о т о р о г о подключена к губкам сварочной машины, а в первичную цепь е г о включен датчик с в а рочного т о к а , выход последнего через коммутатор подключен к компаратору, к другому входу компаратора подключен выход блока формирования зада ния по т о к у и блок программного у п равления циклом с в а р к и , о т л и ч а ю щ е е с я т е м , ч т о , с целью повышения качества сварных соединений за счет оптимального перехода с одной ступени скорости на другую при одновременном исключении возможности к о р о т к о г о замыкания в у с т р о й с т в о введены блок формирования тактовых импульсов и блок счет импульсов, при этом счетный и первый входы последнего соединены соответственно с первым и вторым выходами блока формирования тактовых импульсов, один выход блока счета импульсов соединен с блоком формирования задания по скорости перемещения д е т а л е й , а другой выход с блоком формирования задания по т о к у , а вход блока формирования тактовых импульсов соединен с выходом компаратора. 2. Устройство по п . ^ о т л и ч а ю щ е е с я т е м , что блок формирования тактовых импульсов содержит элемент И-НЕ, одновибратор, второй коммутатор и элемент задержки, при этом один вход элемента И-НЕ является входом у к а з а н н о г о б л о к а , второй вход элемента И-НЕ соединен со вторым коммутатором и является вторым выходом т о г о же б л о к а , а третий вход через одновибратор и элемент задержки соединен с выходом элемента И-НЕ, к о т о рый является первым выходим т о г о же блока. (Л го 00 1 828528 2 1 Изобретение относится к области жесткая программа ступенчатого повы' сварки и может быть использовано при шения скорости оказывается неоптиконтактной стыковой сварке оплавлемальной. В момент ступенчатого повынием изделий большого сечения* шения скорости подачи происходит Известны устройства управления скачкообразное повышение сварочного процессом стыковой сварки оплавлен тока, что может привести на одной ниєм, в которых нарастание скорости из ступеней к короткому замыканию сближения свариваемых деталей перед сварочной цепи. Особенно это сказыосадкой обеспечивается за счет примевается при ограниченной мощности иснения профилированных кулачков [13, 10 точника питания сварочной машины, в усилителей постоянного тока [2], частности при сварке в полевых услофункциональных генераторов аналоговиях с питанием от передвижной элект* вого сигнала [3]« Данные устройства ростанции. используются преимущественно при свар Целью изобретения является повы ке деталей небольшого поперечного се•чения. При сварке деталей большого поперечного сечения в процессе повышения скорости сближения деталей перед осадкой скорость оплавления торцов сва20 риваемых деталей также повышается,, Однако это повышение скорости оплавления поначалу происходит лишь на отдельных участках оплавляемых торцов (местное оплавление ) , Для полу25 чения качественного сварного соединения необходимо обеспечить заданную скорость оплавления по всей поверхности торцов деталей, на что требуется определенное время. В связи с 30 этим при сварке таких деталей применяют устройства управления, в которых используются многоцепные реле времени, обеспечивающие программное ступенчатое повышение скорости сближения деталей перед осадкой с выдерж- 35 кой в течение заданного времени ( несколько секунд |, установленной скорости на каждой ступени Ik ]. На стадии оплавления, предшествующей повышению скорости перед осадкой, в данных 40 устройствах управления используются блоки и элементы, обеспечивающие обратную связь по сварочному току с воздействием через привод перемещения на скорость подачи свариваемых дета, 45 _ лей (датчик сварочного тока, блок формирования задания по току, орган сравнения ) . На этапе повышения скорости подачи деталей перед осадкой в существующих устройствах управления 5 0 цепь обратной связи по току отключают с помощью коммутатора по команде от блока программного управления циклом сварки. Недостатком известных устройств 55 управления с применением многоцепных реле времени является то, что при воздействии возмущений выбранная шение качества сварных соединении за счет оптимального перехода с одной ступени скорости на другую при одновременном исключении возможности ко^ роткого замыкания. Поставленная цель достигается тем, что в устройство введены блок формирования тактовых импульсов и блок счета импульсов, при этом счетный и первый входы последнего соединены соответственно с первым и вторым выходами блока формирования тактовых импульсов, один выход блока счета импульсов соединен с блоком формирования задания по скорости перемещения деталей, а другой выход с блоком формирования задания по току, а вход блока формирования тактовых импульсов соединен с выходом компаратора. Тем, что блок формирования тактовых импульсов содержит элемент И-НЕ, одновибратор, второй коммутатор и элемент задержки, при этом один вход элемента И-НЕ является входом указанного блока, второй вход элемент та И-НЕ соединен со вторым коммутатором и является вторым выходом того же блока, а третий вход через одновибратор и элемент задержки соединен с выходом элемента И-НЕ, который является первым выходом того же блока. *На фиг.1 представлена блок-схема устройства управления; на фиг.2, 3» Й, 5 ~ диаграммы, поясняющие его работу. Схема на фиг.1 содержит свариваемые детали 1 и 2, зажатые в губках 3. Ь сварочной машины; сварочный трансформатор 5; трансформатор 6 тока) датчик 7 сварочного тока; коммутатор 8; компаратор 9ї блок І0 формирования тактовых импульсов, состоящий из одновибратора 11, элемента 12 И и элемента 13 задержки. Схема также со 828528 4 л ісчет чего с блоков )Э и 20 поступает держит блок Й программного управ- " (соответственно начальный сигнал на ления циклом сварки с вторым коммупривод 21 перемещения и начальный сигтатором 15; блок 16 счет импульсов, нал (блок 20), соответствующий току включающий десятичный счетчик 17 и оплавления на постоянной скорости. дешифратор 18, блок 19 формирования При этом свариваемые детали сблизадания по скорости перемещения дежаются с заданной начальной скоростью талей, блок 20 формирования задания по току, привод 21 перемещения и осад- и происходит оплавление их торцов. В заданный момент времени по коки. м а н е о т 6 л о к а 1Ц Датчик 7 сварочного тока, блок Н и о Д программного улравления циклом сварки подается копрограммного управления циклом сварманда на размыкание второго коммуки, привод 21 перемещения являются татора 15 и замыкание коммутатора 8. стандартными общеизвестными устройПри размыкании второго коммутатора 15 ствами, широко применяющимися в схеі мах управления стыковыми сварочными 15 на всех входах 2 *, 25, 26 схемы 12 і совпадения с инвертированием появлямашинами. Так блок I * представляет ется сигнал " 1 " и на ее выходе появстандартное многоценное реле времеляется сигнал "0", который воздейни, привод 21 - электрогидравличесствует на вход 27 десятичного счеткий следящий привод стыковых сварочных машин. 20 чика 17 и дешифраторИ 18, в результате чего на выходе 1 " дешифратора Компаратор 9 является стандартпоявляется сигнал "1". При этом на ным электронным устройством, на вывыходах блока 19 и блока 20 сигнаходе которого появляется напряжение лы увеличиваются ступенчато. Сигнал только в том случае, если сигнал на входе 22 равен или больше сигнала на 25 на выходе блока 19 будет соответствовать первой ступени повышения сковходе 23рости, а сигнал на выходе блока 20 Одновибратор 11, элемент 12 И, заданному значению сварочного тока элемент задержки 13, десятичный счетдля первой ступени повышения скорости. чик .17, дешифратор 18 являются также стандартными и выполнены на базе 30 Кроме того, сигнал " 0 " с выхода элемента 12 И-НЕ "через элемент задержлогических интегральных микросхем. ки 13 воздействует на одновибратор 11, Блоки 19 и 20 формирования задавызывая появление на выходе последния по скорости и току представляет него сигнала "0". Этот сигнал " 0 м собой стандартную резисторно-транзисторную матрицу, выходное напряжение 35 подается на вход 26 элемента 12 и переключает ее из состояния " 0 " на которой изменяется ступенчато в завивыходе в состояние "1". В этом соссимости от того, на какой из ее вхотоянии схема 12 удерживается в течедов поступает импульс управления. ние времени X (фиг.4), равному заСхема работает следующим образомt данной длительности импульсов (порядВ исходном состоянии (оплавление н& 40 ка 1 сек ), сформированных одновибпостоянной скорости) при замкнутом ратором 11 . 'втором коммутаторе 15 и разомкнутом При включении первой ступени , поконтакте коммутатора 8 десятичный вышения скорости подачи свариваемых счетчик 17 установлен в состояние " 0 м деталей 1 , 2 увеличивается сварочза счет соединения входа 28 установ- 45 ный ток и возрастает напряжение на ки нуля с общей точкой схемы. На вховыходе датчика 7 тока, превышая при де 23 компаратора 9 сигнал отсутстэтом заданный для 1-й ступени уровует, на входе 22 имеется начальный вень (фиг.2), т.е. сигнал на входе 23 сигнал. На выходе компаратора Э имеет- компаратора 9 превысит сигнал задася сигнал. На входе 24 элемента 12 50 ния на входе 22. В результате на выИ-НЕ имеется сигнал "Г 1 , а на входе ходе компаратора 9 появляется сиг25 - сигнал "0". нал " 0 " . По истечении времени Т Таким образом на выходе элемента 12 на выходе одновибратора вновь пояимеется сигнал "1". Этот сигнал обесвится сигнал " 1 " (фиг.М. Если к этопечивает аналогичный сигнал И 1 " на 55 му времени сигнал на входе 23 компавыходе одновибратора 11 (на входе 26 ратора 9 станет равным или меньше схемы 12 |„ При этом на выходе " 0 " сигнала задания на входе 22, т.е. дешифратора 16 имеется сигнал " 1 м , за если сварочный ток уменьшится до за 6 . 5 828528 данного значения и будет меньше его ния не изменит. Таким образом, скорость перемещения деталей 1 ( 2 бу(фиг.2), то на всех входах 2*4, 2Ь дет оставаться неизменной, пока сваи 26 элемента 12 И-НЕ совпадения будут рочный ток не станет меньше задансигналы "1", а на ее выходе - сиги нал 0 " , который воздействуя на счет- 5 ного значения. А следующая команда на ступенчатое повышение скорости посный вход 27 десятичного счетчика 17 тупает с блока 13 не ранее этого обеспечивает появление сигнала " 1 " на момента, т.е. произойдет задержка выходе " 2 " дешифратора 18 и соответвыдачи команды на повышение скорости ствующее ступенчатое повышение ско to (фиг.2 ,3 , * ,5 I Таким образом будет * . рости подачи деталей 1, 2 через осуществляться ступенчатое програмблок 19 и привод 21 и заданный по мное повышение скорости подачи сваритоку через блок 20 . ваемых деталей перед осадкой, после Если же к моменту перехода одночего (например, после 8 ступени мевибратора 11 из состояния "О" на выхо15 де в состояние " 1 " сигнал на входе 23 рез блок 19 Ї будет подана команда компаратора 9 будет больше сигнала через привод 21 на выполнение осадки задания на входе 22, т.е. сварочный деталей ], 2. ток будет больше заданного значения, Устройство позволяет автоматически то на выходе компаратора 9 остается й сигнал " 0 , который поступает на 20 установить оптимальную программу по времени перехода с одной ступени вход 2h схемы 12 совпадения„ На выскорости на другую, исключая возходе элемента 12 И-НЕ остается сигможность короткого замыкания. ; и счетчик 17 своего состоя 828528 w 7,20 і Г Фі/г,2 Фёг 3 fjodep Г г Фм.4 /-і t,€ Редактор И. Гольдина Заказ 1^10/ДСП Составитель Г. Чайковский Техред О.Неце Корректор А.Повх Тираж 1030 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий ИЗО35. Москва, Ж-35, Раушская наб., д.^/Ь Филиал ППП "Патент", г. Ужгород, ул. Проектная, ' і
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for control of the process of contact flash butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Horyshniakov Oleksii Ivanovych, Cherednichok Vitalii Tymofiiovych, Sakharnov Vasyl Oleksiiovych, Halian Borys Opanasovych
Назва патенту російськоюУстройство для управления процессом контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Горишняков Алексей Иванович, Чередничок Виталий Тимофеевич, Сахарнов Василий Алексеевич, Галян Борис Афанасьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: плавленням, процесом, стикового, управління, пристрій, зварювання, контактного
Код посилання
<a href="https://ua.patents.su/6-732-pristrijj-dlya-upravlinnya-procesom-kontaktnogo-stikovogo-zvaryuvannya-plavlennyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для управління процесом контактного стикового зварювання плавленням</a>
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 728
Опубліковано: 15.12.1993
Автори: Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Добровольський Станіслав Дмитрович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: плавленням, стикового, контактного, управління, зварювання, процесом, пристрій
Формула / Реферат:
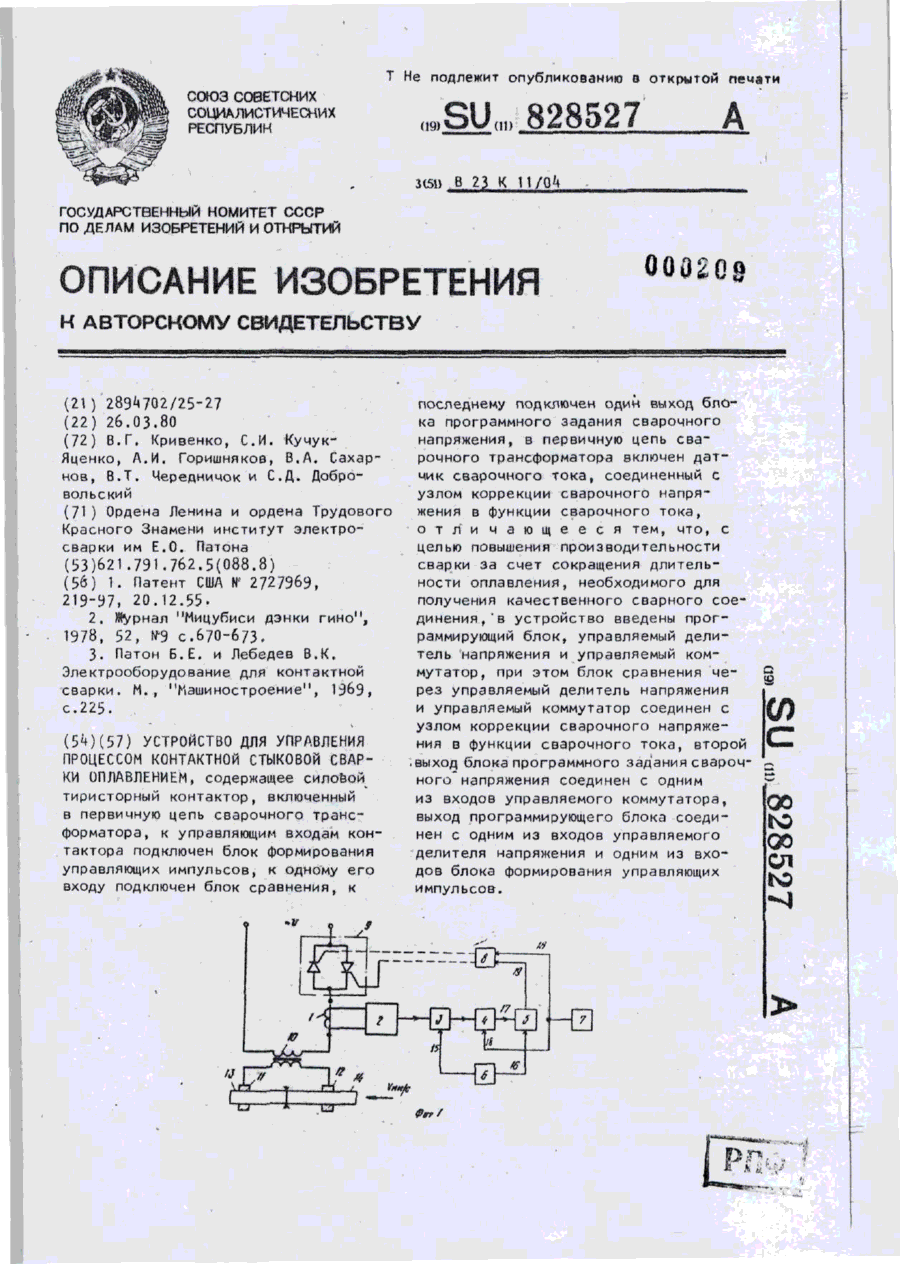
Устройство для управления процессом контактной стыковой сварки оплавлением, содерщащее силовой тиристорный контактор, включенный в первичную цепь сварочного трансформатора, к управляющим входам контактора подключен блок формирования управляющих импульсов, к одному его входу подключен блок сравнения, к последнему подключен один выход блока программного задания сварочного напряжения, в первичную цепь сварочного трансформатора включен датчик...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 727
Опубліковано: 15.12.1993
Автори: Гамен Борис Опанасович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: стикового, плавленням, пристрій, контактного, управління, зварювання, процесом
Формула / Реферат:
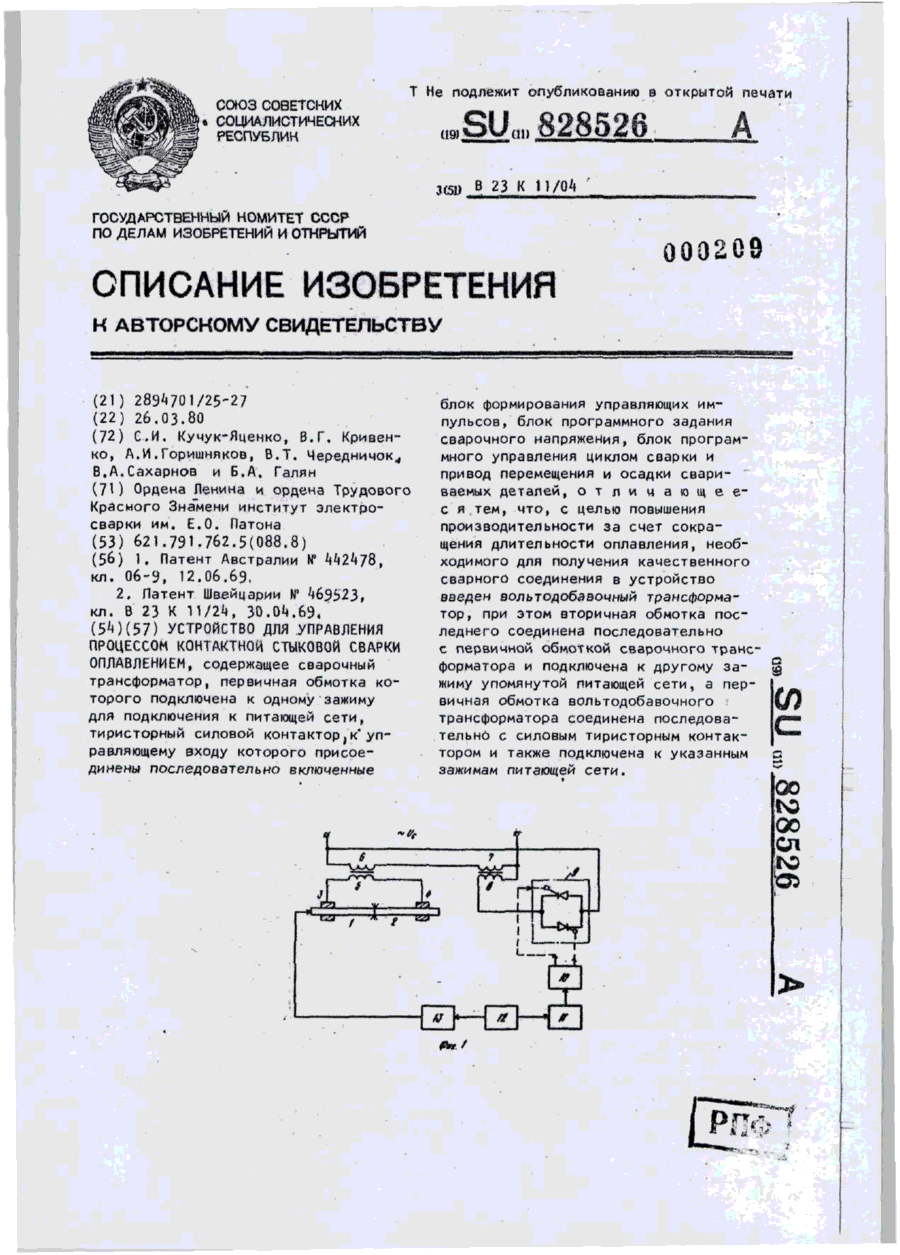
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, первичная обмотка которого подключена к одному зажиму для подключения к питающей сети, тиристорный силовой контактор к управляющему входу которого присоединены последовательно включенные блок формирования управляющих импульсов, блок программного задания сварочного напряжения, блок программного управления циклом сварки и привод...
Спосіб управління процесом контактного стикового зварювання плавленням
Номер патенту: 733
Опубліковано: 15.12.1993
Автори: Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Кривенко Валерій Георгійович, Загадарчук Василь Феодосійович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Горишняков Олексій Іванович, Швець Юрій Васильйович
МПК: B23K 11/04
Мітки: плавленням, зварювання, стикового, процесом, контактного, спосіб, управління
Формула / Реферат:
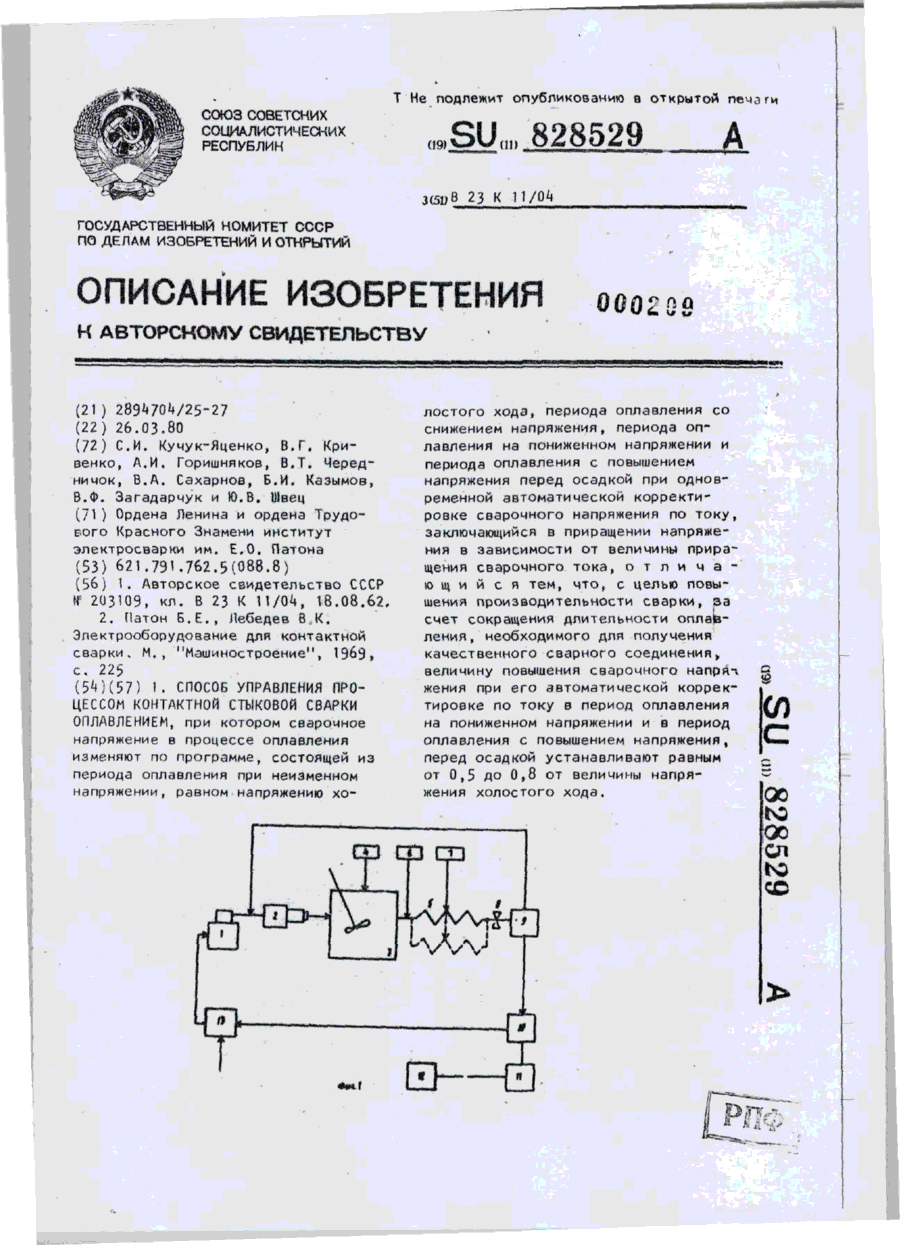
Способ управления процессом контактной стыковой сварки оплавлением, при котором сварочное напряжение в процессе оплавления изменяют по программе, состоящей из периода оставления при неизменном напряжении, равном напряжению холостого хода, периода оплавления со снижением напряжения, периода оплавления на пониженном напряжении и периода оплавления с повышением напряжения перед осадкой при одновременной автоматической корректировке...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Кривенко Валерій Георгійович, Горишняков Олексій Іванович, Семенов Леонід Олександрович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04, B23K 11/25
Мітки: контактного, пристрій, зварювання, стикового, оплавленням, управління, процесом
Формула / Реферат:
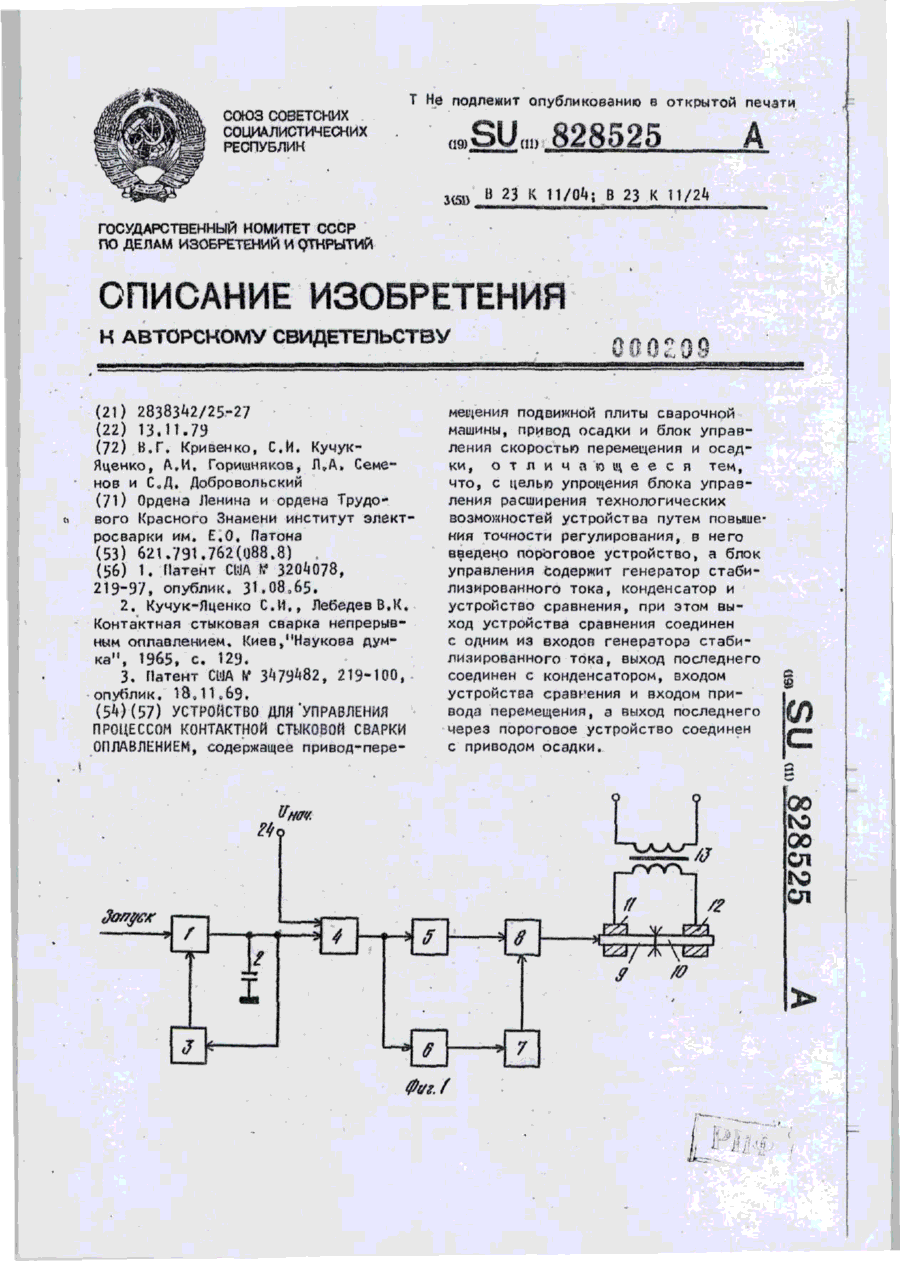
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Боровой Валентин Михайлович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович
МПК: B23K 11/04
Мітки: контактного, пристрій, стикового, управління, оплавленням, процесом, автоматичного, програмного, зварювання
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Попередній патент: 1,3 – діоксо – 1 h – бенз (де) ізохінолін – 2
Наступний патент: Спосіб введення дисперсних частинок в сплави
Випадковий патент: Спосіб корекції порушень гомеостазу