Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 727
Опубліковано: 15.12.1993
Автори: Кривенко Валерій Георгійович, Гамен Борис Опанасович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович
Формула / Реферат
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, первичная обмотка которого подключена к одному зажиму для подключения к питающей сети, тиристорный силовой контактор к управляющему входу которого присоединены последовательно включенные блок формирования управляющих импульсов, блок программного задания сварочного напряжения, блок программного управления циклом сварки и привод перемещения и осадки свариваемых деталей, отличающееся тем, что, с целью повышения производительности за счет сокращения длительности оплавлення, необходимого для получения качественного сварного соединения в устройство введен вольто-добавочный трансформатор, при этом вторичная обмотка последнего соединена последовательно с первичной обмоткой сварочного трансформаторів и подключена к другому зажиму упомятіутой питающей сети, а первичная обмотка вольтодобавочного трансформатора соединена последовательно с силовым тиристорным контактором и также подключена к указанным зажимам питающей сети.
Текст
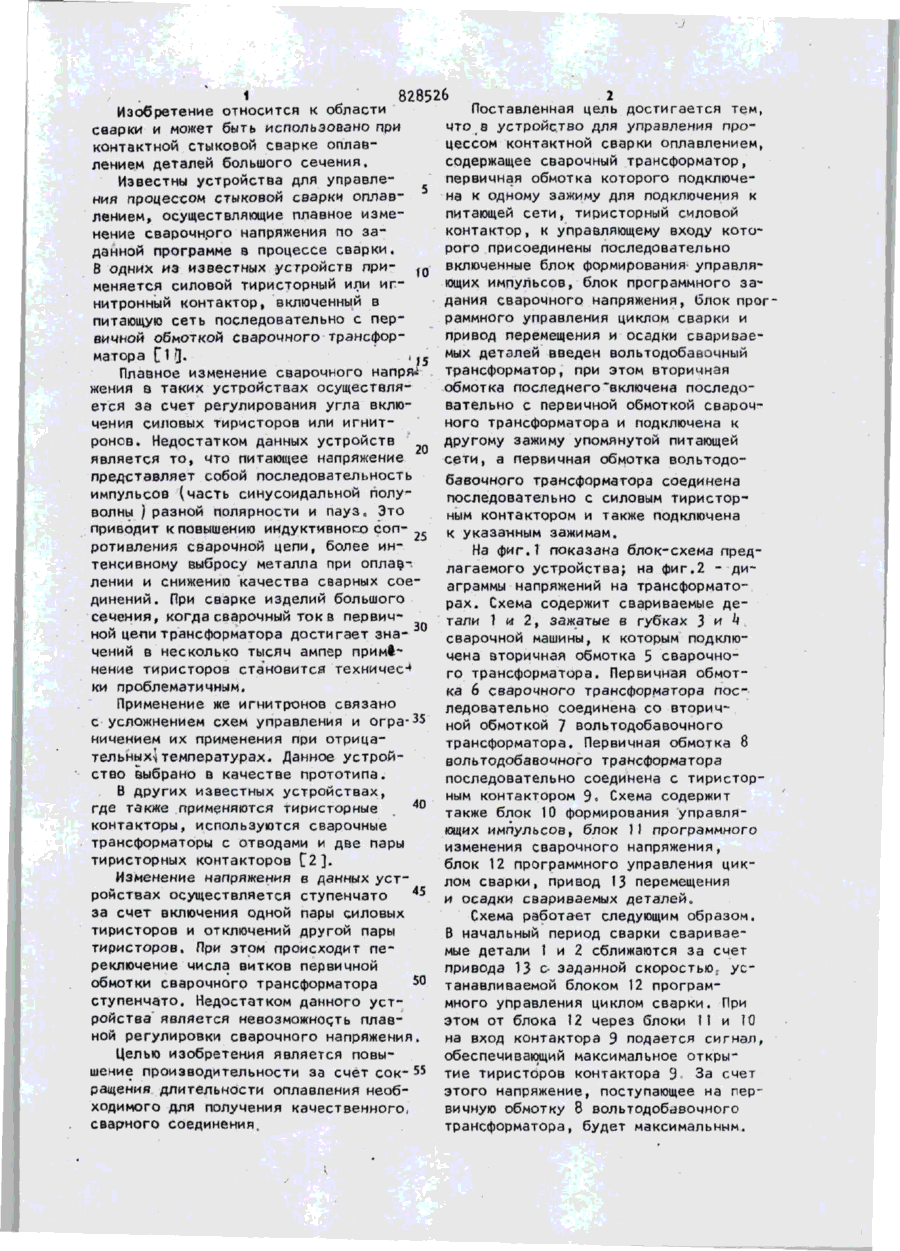
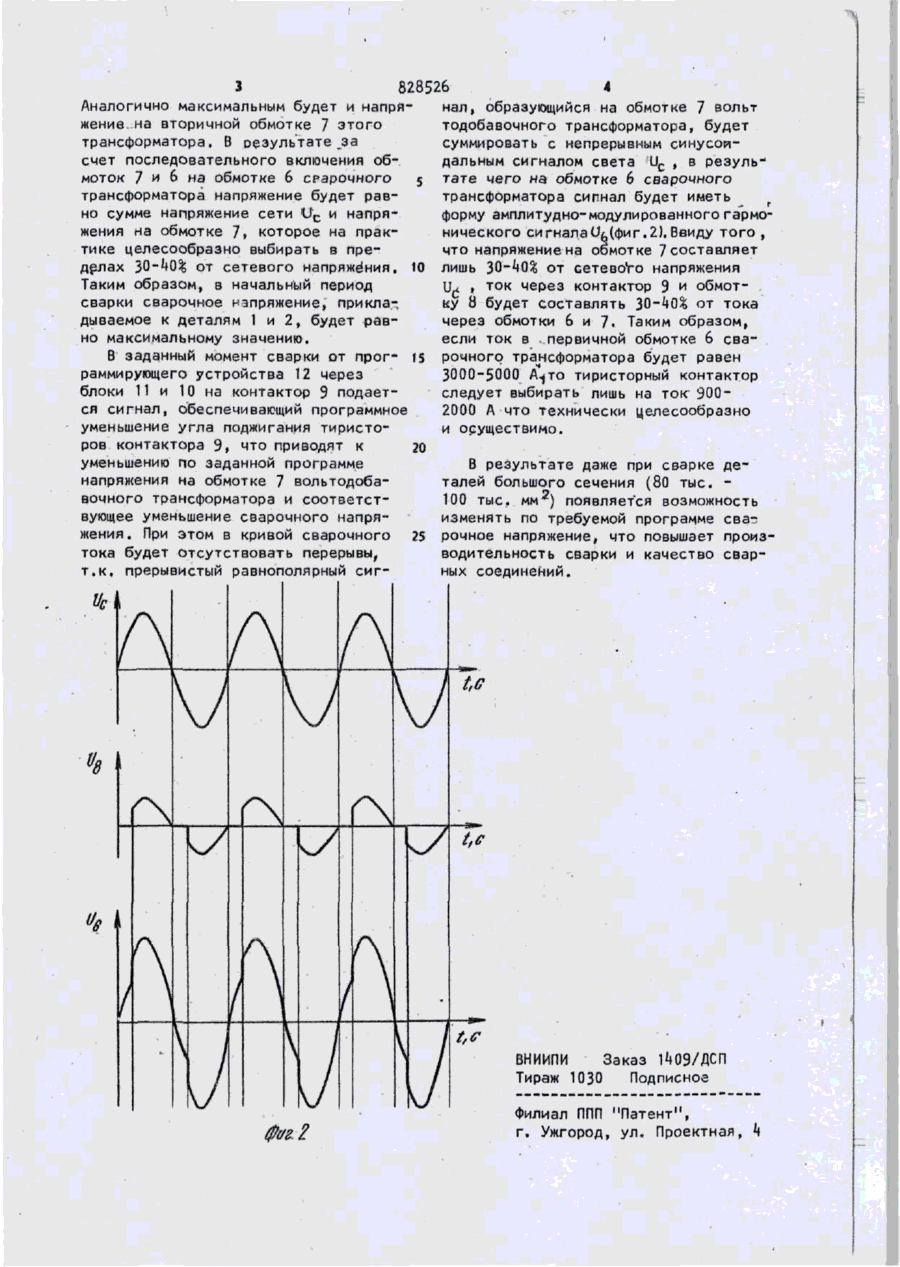
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ, содержащее сварочный трансформатор, первичная обмотка которого подключена к одному зажиму для подключения к питающей сети, тиристорный силовой контактор.к' управляющему входу которого присоединены последовательно включенные блок формирования управляющих импульсов, блок программного задания сварочного напряжения, блок программного управления циклом сварки и привод перемещения и осадки свариваемых деталей, о т л и ч а ю щ е е с я тем, что, с целью повышения производительности за счет сокращения длительности оплавления, необходимого для получения качественного сварного соединения в устройство введен вольтодобавочный трансформатор, при этом вторичная обмотка последнего соединена последовательно с первичной обмоткой сварочного трансформатора и подключена к другому зажиму упомянутой питающей сети, а первичная обмотка вольтодобавочного трансформатора соединена последовательно с силовым тиристорним контактором и также подключена к указанным зажимам питающей сети. 00 СП го b 1 828526 Поставленная цель достигается тем» Изобретение относится к области что в устройство для управления просварки и может быть использовано при цессом контактной сварки оплавлением, контактной стыковой сварке оплавсодержащее сварочный трансформатор, лением деталей большого сечения. первичная обмотка которого подключеИзвестны устройства для управлена к одному зажиму для подключения к ния процессом стыковой сварки оплавпитающей сети, тиристорный силовой лением, осуществляющие плавное измеконтактор, к управляющему входу котонение сварочнрго напряжения по зарого присоединены последовательно данной программе в процессе сварки. В одних из известных устройств при- , включенные блок формирования управляющих импульсов, блок программного заменяется силовой тиристорный или игдания сварочного напряжения, блок прог нитронный контактор, включенный в раммного управления циклом сварки и питающую сеть последовательно с перпривод перемещения и осадки свариваевичной обмоткой сварочного трансформых деталей введен вольтодобаеочный матора [l Q. і. трансформатор, при этом вторичная Плавное изменение сварочного напрям обмотка последнего'включена последожения в таких устройствах осуществлявательно с первичной обмоткой сварочется за счет регулирования угла вклюного трансформатора и подключена к чения силовых тиристоров или игнитронов. Недостатком данных устройств 20 другому зажиму упомянутой питающей сети, а первичная обмотка вольтодоявляется то, что питающее напряжение представляет собой последовательность бавочного трансформатора соединена импульсов (часть синусоидальной полупоследовательно с силовым тиристорволны / разной полярности и пауз» Это ным контактором и также подключена приводит к повышению индуктивного соп- „ к указанным зажимам. ротивления сварочной цепи, более инНа фиг.1 показана блок-схема предтенсивному выбросу металла при оплав-, лагаемого устройства; на фиг,2 - дилении и снижению качества сварных сое- аграммы напряжений на трансформатодинений. При сварке изделий большого рах. Схема содержит свариваемые десечения, когда сварочный токв первичтали 1 и 2, зажатые в губках 3 и ^ ной цепи трансформатора достигает знасварочной машины, к которым подключений в несколько тысяч ампер примечена вторичная обмотка 5 сварочнонение тиристоров становится техничес-* го трансформатора. Первичная обмотки проблематичным. ка 6 сварочного трансформатора посПрименение же игнитронов связано ледовательно соединена со вторичс усложнением схем управления и огра- 35 ной обмоткой 7 вольтодобавочного ничением их применения при отрицатрансформатора. Первичная обмотка 8 тельных-! температурах. Данное устройвольтодобавочного трансформатора ство выбрано в качестве прототипа. последовательно соединена с тиристорВ других известных устройствах, ным контактором 9* Схема содержит 40 также блок tO формирования управлягде также применяются тиристорные контакторы, используются сварочные ющих импульсов, блок 11 программяого трансформаторы с отводами и две пары изменения сварочного напряжения, тиристорных контакторов Г2 ]. блок 12 программного управления цикИзменение напряжения в данных устлом сварки, привод 13 перемещения роиствах осуществляется ступенчато 45 и осадки свариваемых деталей,, Схема работает следующим образом. за счет включения одной пары силовых В начальный период сварки свариваетиристоров и отключений другой пары мые детали 1 и 2 сближаются за счет тиристоров. При этом происходит пепривода 13 с заданной скоростью,- усреключение числа витков первичной 50 танавливаемой блоком 12 програмобмотки сварочного трансформатора много управления циклом сварки. При ступенчато. Недостатком данного устэтом от блока 12 через блоки II и Ї0 ройства явлйется невозможность плавной регулировки сварочного напряжения. на вход контактора 9 подается сигнал, обеспечивающий максимальное открыЦелью изобретения является повышение производительности за счет сок- 5!> тие тиристоров контактора Э За счет этого напряжение, поступающее на перращения длительности оплавления необвичную обмотку 8 вольтодобавочного ходимого для получения качественного, трансформатора, будет максимальным. сварного соединения. 828526 Аналогично максимальным будет и напри" нал, образующийся на обмотке 7 вольт женив на вторичной обмотке 7 этого тодобавочного трансформатора, будет трансформатора. В результате _за суммировать с непрерывным синусоисчет последовательного включения обдальным сигналом света U c , в резуль-* моток 7 и 6 на обмотке 6 срэрочного 5 тэте чего на обмотке 6 сварочного трансформатора напряжение будет равтрансформатора сигнал будет иметь но сумме напряжение сети U c и напряформу амплитудно-модулированного гарможения на обмотке 7, которое на пракнического сигналаСМфиг.2).Ввиду того , тике целесообразно выбирать в пречто напряжение на обмотке 7 составляет делах }Q-hO% от сетевого напряжения. 10 лишь 30~^0% от сетево*го напряжения Таким образом, в начальный период 1Ь , ток через контактор 9 и обмотсварки сварочное напряжение, приклаку 8 будет составлять 30-^0% от тока дываемое к деталям 1 и 2, будет равчерез обмотки 6 и 7. Таким образом, но максимальному значению. если ток в . первичной обмотке 6 сваВ заданный момент сварки от прог* 15 рочного трансформатора будет равен раммирующего устройства 12 через 3000-5000 А^то тиристорный контактор блоки И и 10 на контактор 9 подаетследует выбирать лишь на ток 900ся сигнал, обеспечивающий программное 2000 А что технически целесообразно уменьшение угла поджигания тиристои осуществимо. ров контактора 9, что приводят к 20 уменьшению по заданной программе В результате даже при сварке денапряжения на обмотке 7 вольтодобаталей большого сечения (80 тыс. 2 100 тыс. мм ) появляется возможность вочного трансформатора и соответстизменять по требуемой программе сва-; вующее уменьшение сварочного напряжения. При этом в кривой сварочного 25 рочное напряжение, что повышает производительность сварки и качество свартока будет отсутствовать перерывы, ных соединений. т.к. прерывистый равнополярный сиг ВНИИПИ Заказ 1^09/ДСП Тираж 1030 Подписное Филиал ППП "Патент", г. Ужгород, ул. Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for control of the process of contact flash butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Horyshniakov Oleksii Ivanovych, Cherednichok Vitalii Tymofiiovych, Sakharnov Vasyl Oleksiiovych, Hamen Borys Opanasovych
Назва патенту російськоюУстройство для управления процессом контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Горишняков Алексей Иванович, Чередничок Виталий Тимофеевич, Сахарнов Василий Алексеевич, Гамен Борис Афанасьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: процесом, управління, плавленням, стикового, контактного, пристрій, зварювання
Код посилання
<a href="https://ua.patents.su/4-727-pristrijj-dlya-upravlinnya-procesom-kontaktnogo-stikovogo-zvaryuvannya-plavlennyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для управління процесом контактного стикового зварювання плавленням</a>
Спосіб управління процесом контактного стикового зварювання плавленням
Номер патенту: 733
Опубліковано: 15.12.1993
Автори: Загадарчук Василь Феодосійович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Горишняков Олексій Іванович, Швець Юрій Васильйович, Череднічок Віталій Тимофійович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, зварювання, процесом, плавленням, управління, спосіб, стикового
Формула / Реферат:
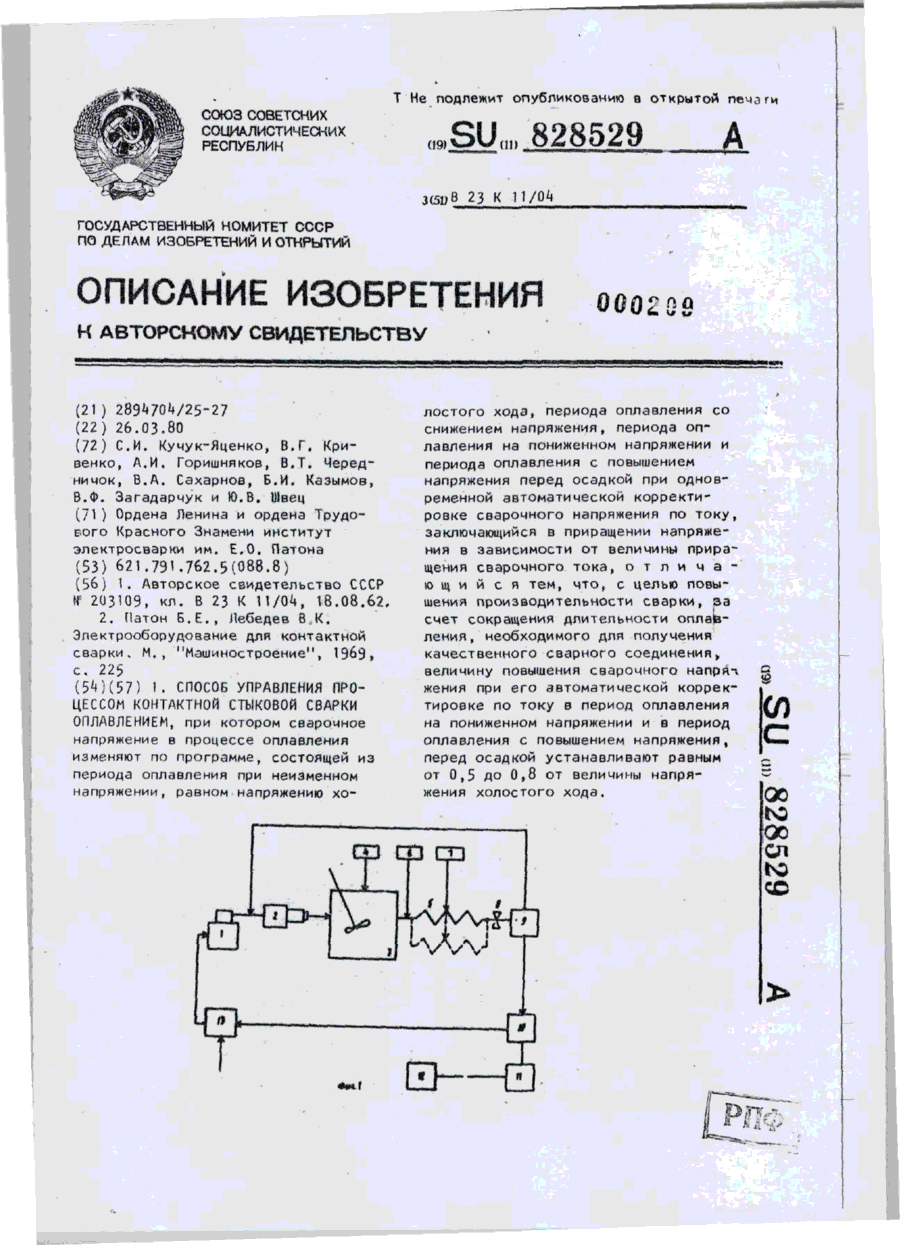
Способ управления процессом контактной стыковой сварки оплавлением, при котором сварочное напряжение в процессе оплавления изменяют по программе, состоящей из периода оставления при неизменном напряжении, равном напряжению холостого хода, периода оплавления со снижением напряжения, периода оплавления на пониженном напряжении и периода оплавления с повышением напряжения перед осадкой при одновременной автоматической корректировке...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Боровой Валентин Михайлович, Толдін Анатолій Андрійович
МПК: B23K 11/04
Мітки: оплавленням, програмного, автоматичного, пристрій, процесом, стикового, контактного, зварювання, управління
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Горишняков Олексій Іванович
МПК: B23K 11/04
Мітки: оплавленням, управління, контактного, стикового, зварювання, пристрій, машиною
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Горишняков Олексій Іванович, Добровольський Станіслав Дмитрович, Семенов Леонід Олександрович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04, B23K 11/25
Мітки: зварювання, управління, оплавленням, пристрій, процесом, стикового, контактного
Формула / Реферат:
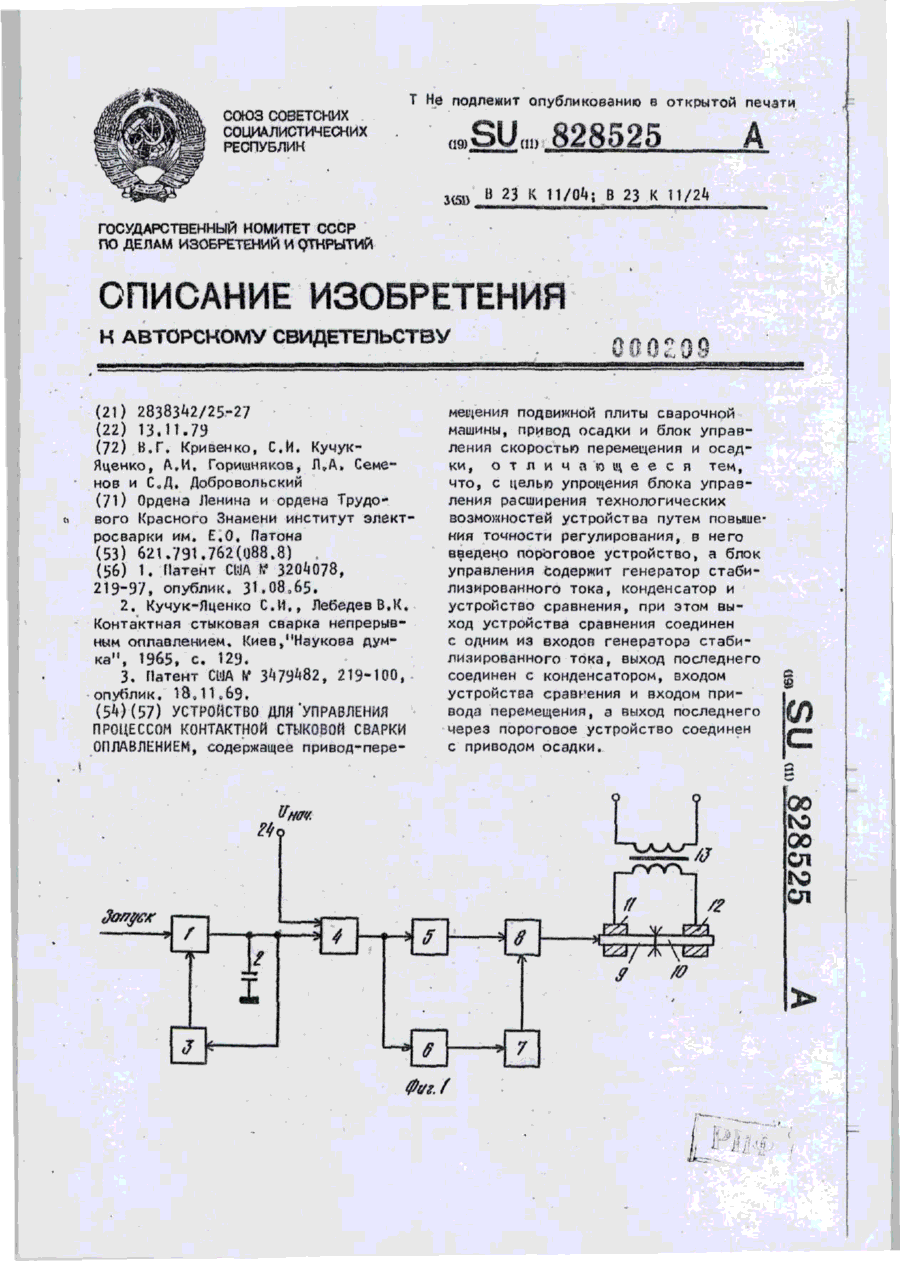
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, спосіб, оплавленням, стикового, процесом, зварювання, управління
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Попередній патент: Пристрiй для збирання саджанцiв
Наступний патент: Пристрій для управління процесом контактного стикового зварювання плавленням
Випадковий патент: Роторний картоплекопач