Спосіб виготовлення виробів, переважно формотворних елементів пресформ
Номер патенту: 11128
Опубліковано: 25.12.1996
Автори: Гнатенко Дмитро Йосипович, Кузьменко Віктор Володимирович, Мякота Ігор Семенович
Формула / Реферат
Способ изготовления изделий, преимущественно формообразующих элементов пресс-форм для литья пластмасс, стекла, парафина, включающий нанесение медьсодержащих материалов на неметаллическую модель с последующим ее удалением, отличающийся тем, что в качестве медьсодержащего материала используют алюминиевую бронзу, которую наносят на модель плазменным напылением с подачей в зону формирования покрытия водяного тумана с расходом воды 5-100 г /мин.
Текст
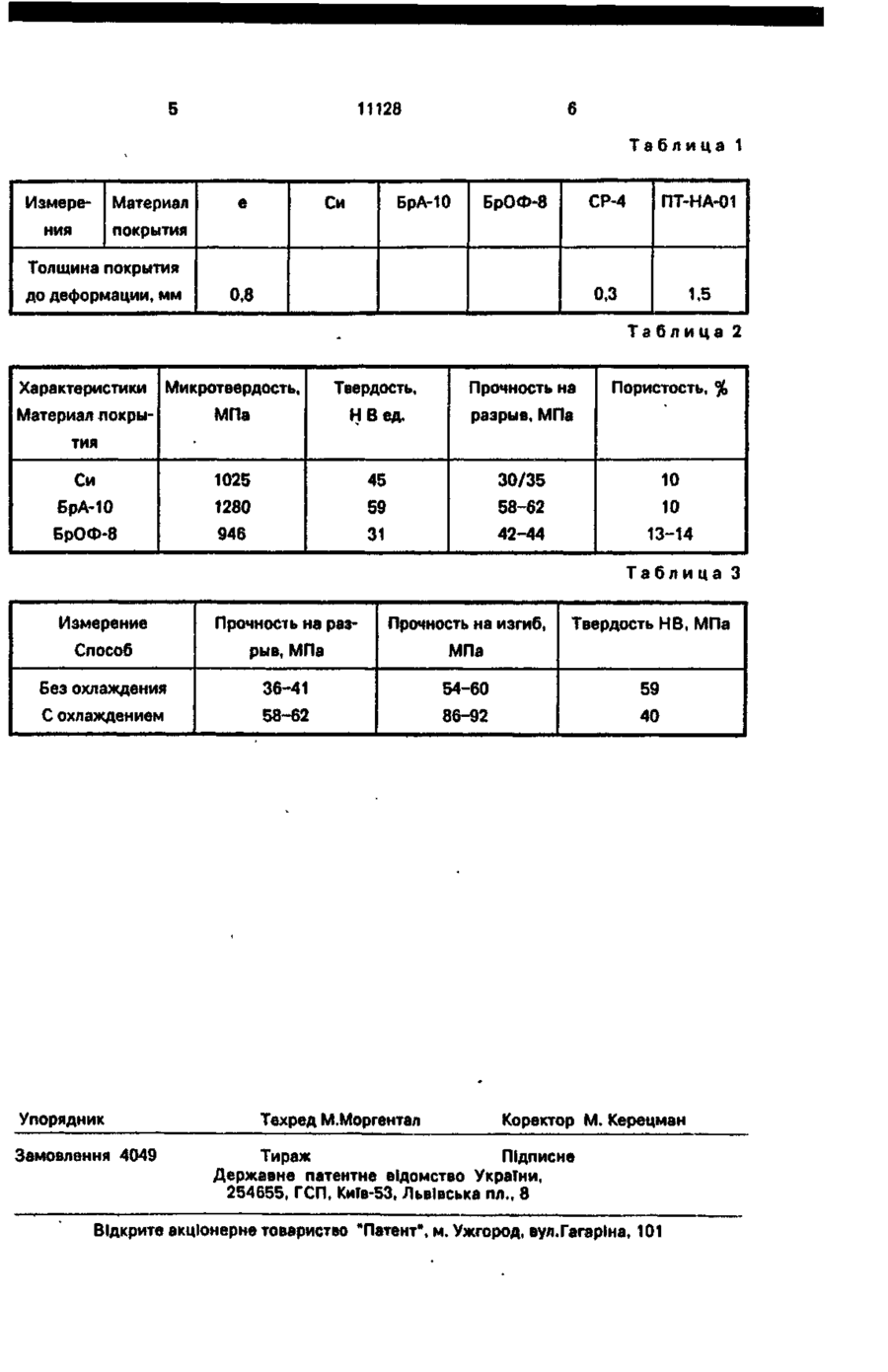
Способ изготовления изделий, преимущественно формообразующих элементов прессформ для литья пластмасс, стекла, парафина, включающий нанесение медьсодержащих материалов на неметаллическую модель с последующим ее удалением, о т л и ч а ю щ и й с я тем, что в качестве медьсодержащего материала используют алюминиевую бронзу, которую наносят на модель плазменным напылением с подачей в зону формирования покрытия водяного тумана с расходом воды 5-100 г /мин. Изобретение относится к способам изготовления изделий преимущественно формообразующих элементов пресс-форм, в частности для литья пластмасс, стекла, парафина с применением газотермического напыления: Известен способ нанесения керамических покрытий повышенной толщины методом плазменного напыления, где при нанесении указанного покрытия на металлическую подложку, в частности из драгоценного металла, стабилизированным потоком плазмы в зону контактирования напыляемого материала с подложкой в количестве 0,11000 г/мин подают хладагент [1]. Недостатком указанного способа является то, что он применим только для керамических покрытий, поскольку данное покрытие не деформируется того, что при взаимодействии с хладагентом в нем образуются микротрещины, которые компенсируют силы внутреннего напряжения, обычно возникающие в покрытии толщиной более се 0,2 мм у большинства керамических s металлических покрытий. Известно также, что по способу-аналогу, для повышения прочности получаемых изделий, которая при изгибе составляет 15-20 МПа, заготовки подвергают спеканию по стандартным режимам доводя прочность для приемлемых значений. Причем спекание проводилось в течение 3 часов при интервале температур 14501550°С, при которых сначала снимаются оставшиеся внутренние напряжения, возникающие в материале в процессе напыления, а также достигаются максимальные прочностные характеристики материала (2]. ю оо О 11128 Следовательно, дополнительным недостатком указанного способа является трудоемкость и отсюда неэкономичность. Известен также способ изготовления деталей, в т.ч. формообразующих элементов пресс-форм из меди с применением газопламенного напыления на модели из различных материалов с контролируемой температурой напыляемой поверхности [3]. Недостатками указанного способа является то, что в процессе напыления происходит интенсивное окисление напыляемого медного порошка, что обуславливает наличие в готовом изделии большого количества окислов, а низкая скорость полета частиц напыляемого материала обуславливает низкую плотность и, соответственно, высокую пористость изделия. Указанные факторы приводят к низким механическим характеристикам готового изделия. Целью настоящего изобретения является уменьшение внутренних напряжений и повышение эксплуатационных свойств изделий. Поставленная цель достигается тем, что металл наносится на модель методом плазменного напыления с использованием инертных газов, например, аргона защищающих напыляемый материал от окисления. Кроме того, скорость полета напыляемых частиц (150-200 м/с), при этом обеспечивает получение плотной структуры изделия за счет высокой кинетической энергии частиц. В качестве напыляемого материала применяется алюминиевая бронза (типа БрА10), воздействие на частицы которой в процессе формирования изделия водяным туманом с расходом воды в диапазоне 5-100 г/мин, обеспечивает уменьшение внутренних напряжений и получения требуемых эксплуатационных свойств данного материала за счет термообработки (закалку на - фазу). Пример 1. На металлическую модель (дерево) тело вращения методом плазменного напыления наносились покрытия из порошков железа, меди, бронзы БрА-10, бронзы БрОФ-8, Ср-4, ПТ-НА-01. Процесс плазменного напыления характеризовался следующими параметрами: расход хладагента 5-100 г/ мин (водяной туман), сила тока дуги 250-500А, напряжение дуги - 40-70 В, рас ход плазмообразующего газа 10-50 л/мин, 5 10 15 20 25 30 35 40 45 расход порошка 0,4-12,5 кг/ч. Скорость перемещения потока плазмы относительно поверхности подложки 0,5-50 м/мин. Процесс напыления продолжался до деформации покрытия. Затем покрытие отделяли от подложки и измерялась его толщина. Результаты приведены в табл.1. Из таблицы видно, что подача в зону формирования покрытия водяного тумана эффективно уменьшает внутренние напряжения для медьсодержащих материалов. Затем у покрытий, толщина которых дала показатель бесконечности, были измерены м и к р о т в е р д о с т ь , твердость по Бриннелю, предел прочности на разрыв и пористость. Данные были занесены в табл.2. Исходя из полученных результатов, можно сделать вывод, что по основным показателям наилучшим является покрытие из алюминиевой бронзы типа БрА-10. Пример 2. Толстое металлическое покрытие из бронзы БрА-10 было нанесено на металлическую модель (дерево) в виде тела вращения методом плазменного напыления с параметрами процесса, полностью соответствующими указанным в примере 1. Покрытие из того же материала с такими же параметрами процесса, но без охлаждения было нанесено на металлическую модель (сталь Ст45) в виде тела вращения. По достижении заданной толщины покрытия (в обоих случаях 2,5 мм) процесс прекращается. Покрыгие отделялось от модели и в обоих случаях проводилось измерение прочности на разрыв и твердость. Результаты приведены в табл.3. Данный пример показывает, что воздействие водяного тумана на напыляемый материал обеспечивает оптимальные эксплуатационные свойства, увеличивается предел прочности на разрыв, предел прочности на изгиб при сохранении необходимой твердости. Данный способ позволяет изготавливать формообразующие элементы пресс-форм в промышленных условиях методом плазменного напыления материалов на модели из любого материала, в т.ч. выдерживающего 50 температуру до 70°С. Особенно эффективно применение данного способа для изготовления формообразующих элементов пресс-форм для литья изделий из пластмасс, стекла, парафина и т.п. 55 11128 Таблица 1 Измере Материал ния е покрытия Си СР-4 БрОФ-8 ПТ-НА-01 0.3 БрА-10 1,5 Толщина покрытия до деформации, мм 0.8 Та б л и ц а 2 Характеристики Микротвердость, Твердость, Прочность на Материал локры* МПа НВед. разрыв, МПа Си 1025 45 БрА-10 1280 59 БрОФ-8 946 31 30/35 58-62 42-44 Пористость, % тия 10 10 13-14 Таблица 3 Измерение Прочность на раз Прочность на изгиб, Способ рыв, МПа МПа Без охлаждения 36-41 54-60 59 С охлаждением 58-62 86-92 40 Упорядник Замовлення 4049 Техред М.Моргентал Твердость НВ, МПа Коректор М. Керецман Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of articles, predominantly forming elements of mould
Автори англійськоюMiakota Ihor Semenovych, Hnatenko Dmytro Yosypovych, Kuzmenko Viktor Volodymyrovych
Назва патенту російськоюСпособ изготовления изделий, преимущественно формообразующих элементов прессформ
Автори російськоюМякота Игорь Семенович, Гнатенко Дмитрий Иосифович, Кузьменко Виктор Владимирович
МПК / Мітки
МПК: C23C 4/00
Мітки: елементів, формотворних, переважно, спосіб, виготовлення, пресформ, виробів
Код посилання
<a href="https://ua.patents.su/4-11128-sposib-vigotovlennya-virobiv-perevazhno-formotvornikh-elementiv-presform.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів, переважно формотворних елементів пресформ</a>
Пристрій для контактного шовного зварювання виробів з прямолінійними і радіусними ділянками
Номер патенту: 11127
Опубліковано: 25.12.1996
Автори: Волошин Олександр Федорович, Остіловський Олег Олександрович, Лук'яненко Анатолій Васильович
МПК: B23K 11/06
Мітки: ділянками, зварювання, прямолінійними, виробів, шовного, радіусними, контактного, пристрій
Формула / Реферат:
(57} Способ изготовления изделий, преимущественно формообразующих элементов пресс-форм для литья пластмасс, стекла, парафина, включающий нанесение медьсодержащих материалов на неметаллическую модель с последующим ее удалением, отличающийся тем, что в качестве медьсодержащего материала используют алюминиевую бронзу, которую наносят на модель плазменным напылением с подачей в зону формирования покрытия водяного тумана с расходом воды 5-100 г...
Спосіб виготовлення кріпильних нарізних виробів з маловуглецевої сталі

Номер патенту: 8801
Опубліковано: 30.09.1996
Автори: Хусід Осип Семенович, Чернишов Сергій Михайлович, Ектова Галина Константиновна
Мітки: кріпильних, виробів, маловуглецевої, нарізних, сталі, спосіб, виготовлення
Формула / Реферат:
Способ изготовления крепежных резьбовых изделий из малоуглеродистых сталей, включающий закалку заготовок из межкритического интервала температур Ас1-Ас3, холодное формирование резьбы и отпуск, отличающийся тем, что, с целью повышения вязкости, хладостойкости и прочности крепежных изделий, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита, закалку осуществляют с температуры, на 50-70°С...
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Гнідець Богдан Григорович, Кавацюк Ігор Дмитрович, Завадяк Павло Петрович, Щеглюк Мирон Романович
МПК: E04B 1/38
Мітки: спосіб, виготовлення, залізобетонних, напруженого, попередньо, стика, елементів
Формула / Реферат:
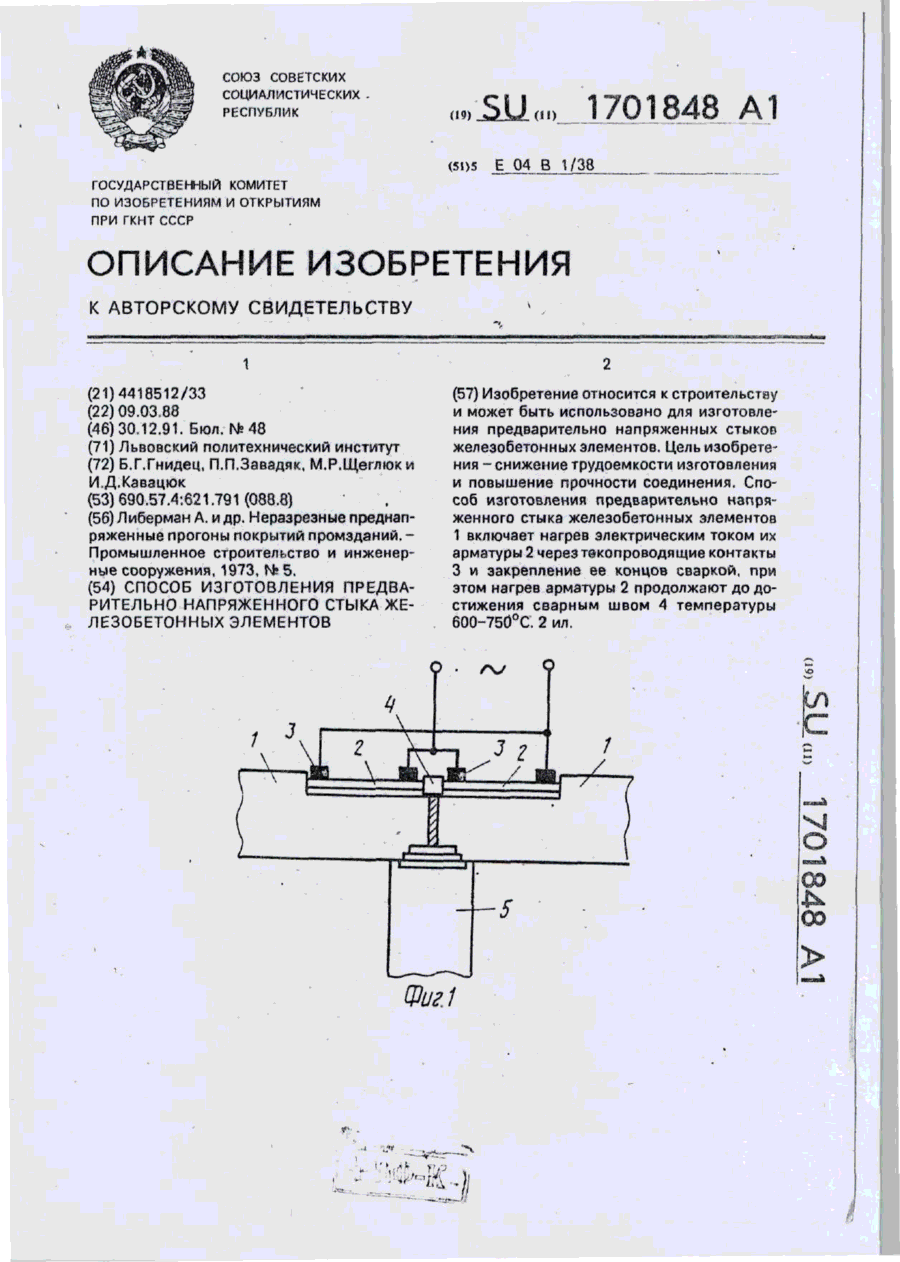
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Спосіб виготовлення виробів із силікатних розплавів
Номер патенту: 7127
Опубліковано: 30.06.1995
Автори: Урчукін Віктор Григорович, Вагін Віктор Васильович, Матвіенко Володимир Олександрович, Невідомський Володимир Олексійович, Ермаков Віктор Васильович, Зубанов Віталій Тимофійович, Кілесо Віктор Володимирович
МПК: B28B 1/00
Мітки: силікатних, розплавів, спосіб, виробів, виготовлення
Формула / Реферат:
Способ изготовления изделий из силикатных расплавов, включающий заливку расплава в литейную форму, выдержку, извлечение отливки из формы, кристаллизацию и отжиг, отличающийся тем, что, с целью экономии энергоресурсов, уменьшения стоимости и повышения качества изделий, заливку расплава, кристаллизацию и отжиг отливки производят в теплоизолированной форме многократного использования, изготовленной из материала с коэффициентом тепловой...
Спосіб виготовлення будівельних виробів
Номер патенту: 1820
Опубліковано: 25.10.1994
Автори: Ванєєва Ірина Віуленовна, Пермінов Андрій Семенович, Федоркін Сергій Іванович
МПК: C04B 18/12
Мітки: спосіб, виробів, виготовлення, будівельних
Формула / Реферат:
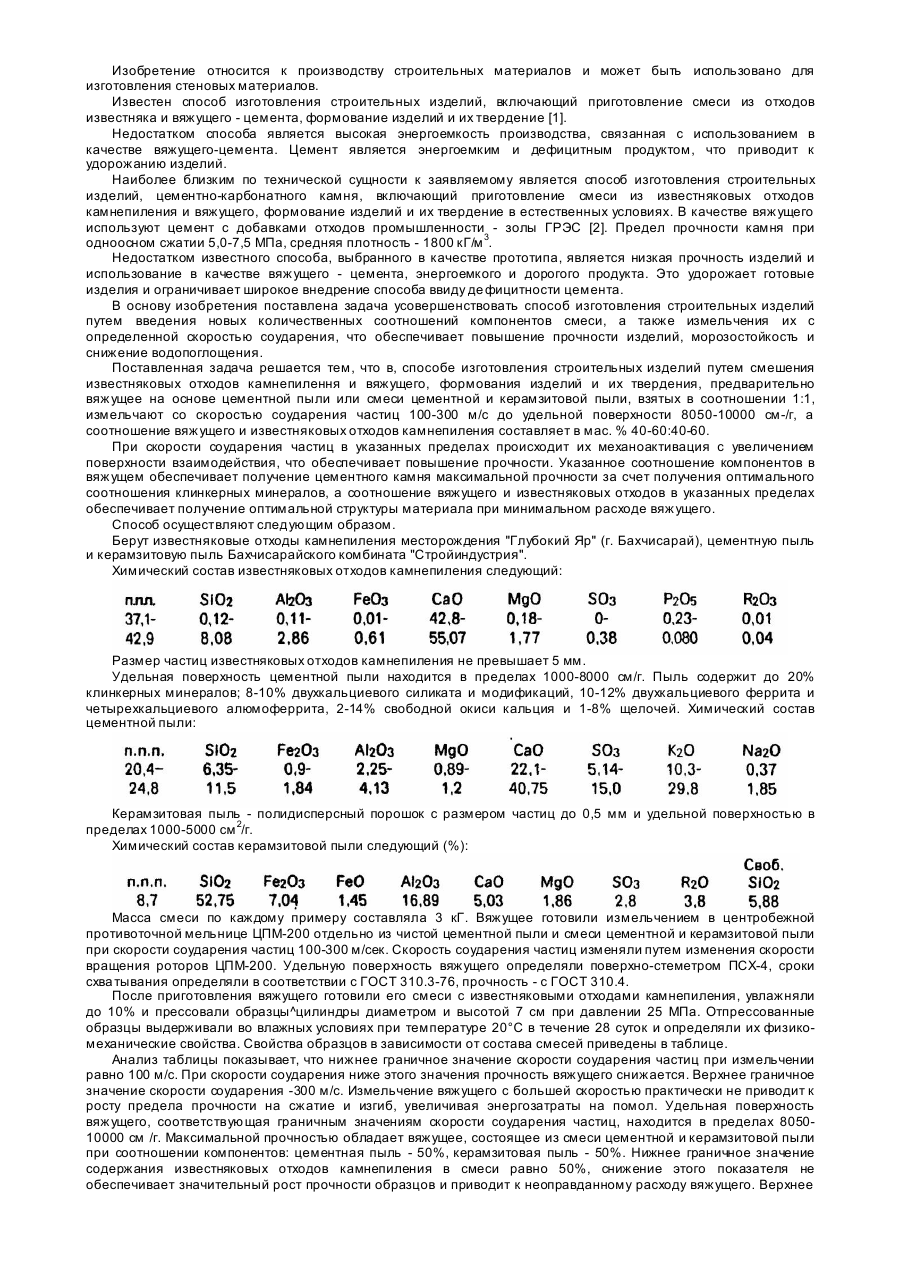
Способ изготовления строительных изделий путем смешения вяжущего и известняковых отходов камнепиления, формования изделий и их твердения, отличающийся тем, что предварительно вяжущее на основе цементной пыли или смеси цементной и керамзитовой пыли, взятых в соотношении 1:1, измельчают со скоростью соударения частиц 100-300 м/с до удельной поверхности 8050-10000 см/г, а соотношение вяжущего и известняковых отходов камнепиления составляет в...
Попередній патент: Транспортний засіб
Наступний патент: Чотирьохлінійний гідророзподілювач
Випадковий патент: Спосіб відновлення трубопроводів