Пристрій для складання покришок пневматичних шин
Номер патенту: 11149
Опубліковано: 25.12.1996
Автори: Гітніков Ара Гершович, Скорняков Едуард Сергійович, Таталін Борис Федорович, Мальцев Віктор Михайлович, Дорошенко Володимир Іванович
Формула / Реферат
(57) Устройство для сборки покрышек пневматических шин, содержащее смонтированные на приводном валу фланцы с приводом их аксиального перемещения вдоль вала, жесткую цилиндрическую оболочку с расположенной на ней эластичной оболочкой, закрепленные своими торцами на фланцах w установленные на фланцах радиально раздвижные сектора с приводом их перемещения, отличающееся тем, что оно снабжено пружинящими элементами, установленными на приводном валу внутри центральной час ж жесткой оболочки, а стенка жесткой цилиндрической оболочки выполнена, по меньшей мере, из двух рядов полос дугообразной формы из упругого материала, расположенных по концентрическим окружностям, соосным оси вращения устройства, причем количество полос в рядах выбрано равным, а полосы закреплены своими торцами на фланцах и Остановлены с возможностью скольжения полос первого ряда по полосам второго ряда, при этом ось каждой полосы первого ряда смещена относительно оси каждой полосы второго ряда на величину, соответствующую ширине полосы.
Текст
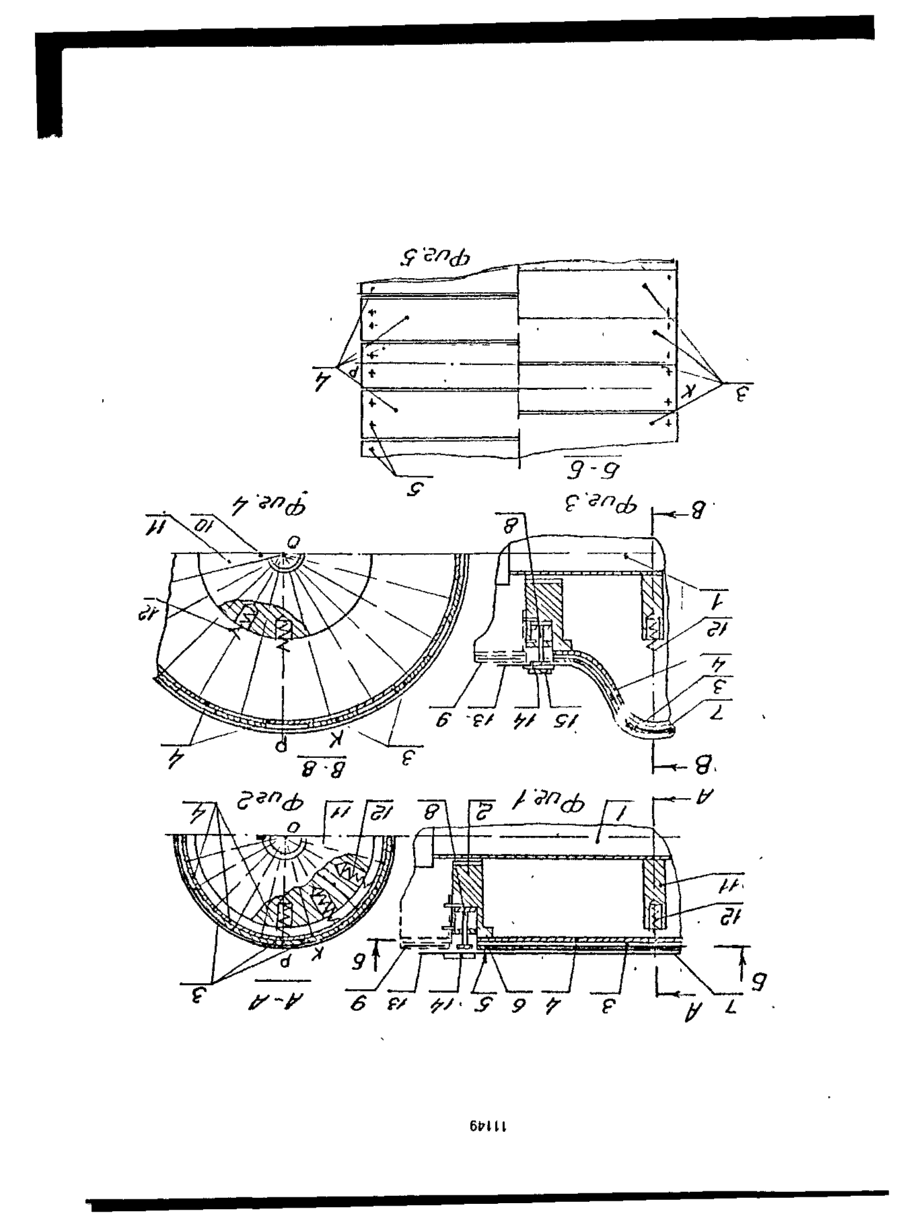
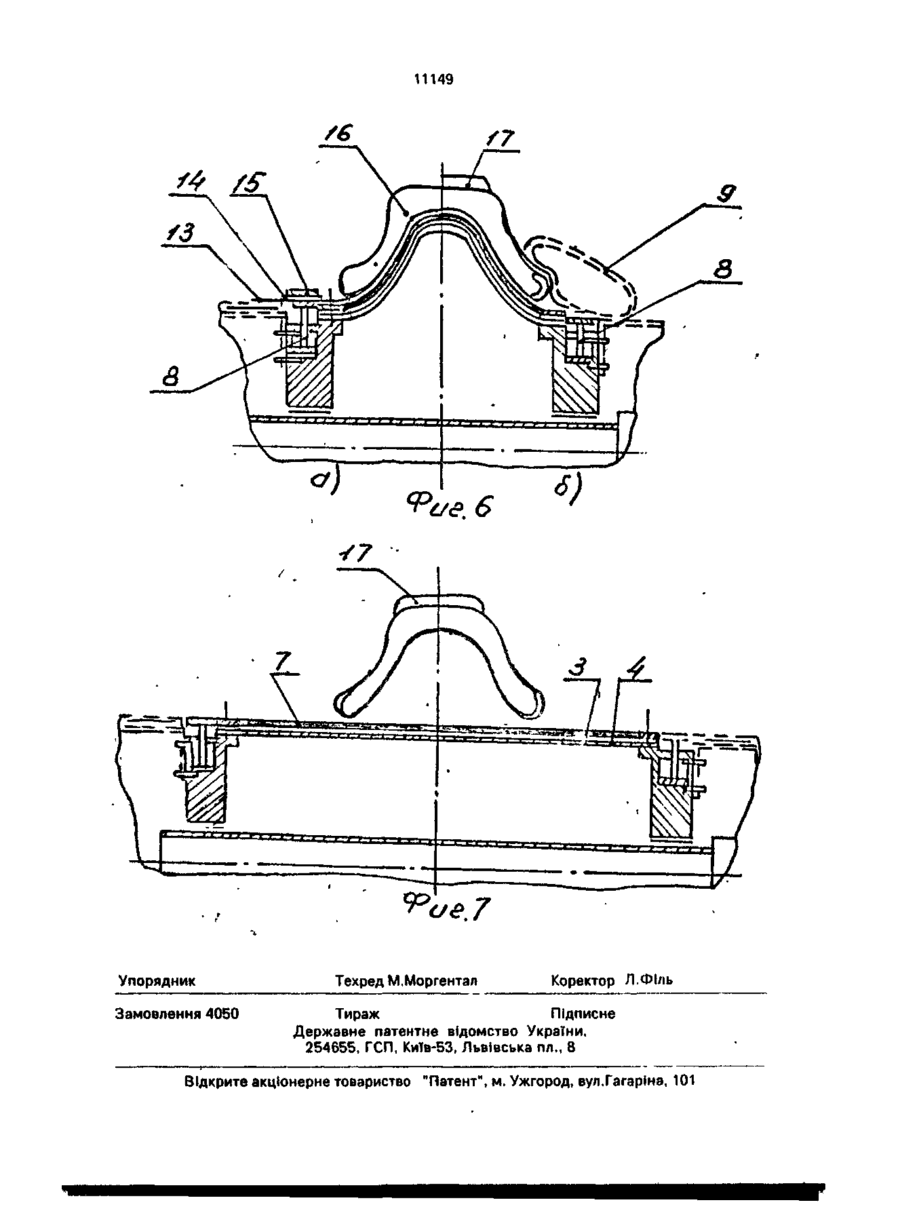
УКРАЇНА 11149 (ІЗ) С1 «О* В J2JL30/36* 30/24 ОПИС ДО ПАТЕНТУ ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД (54) ПРИСТРІЙ ДЛЯ СКЛАДАННЯ ПОКРИШОК ПНЕВМАТИЧНИХ ШИН 1 (20)94321713,05.04.93 (21)5002972/SU (22)30.07.91 (24)25.12.96 (46)25.12.96. Бюл. № 4 ** (56) 1. Патент США № 3582435, кл. 156-401, опублик. 1971. 2. Патент Великобритании № 1262124, кл. В 29 Н 17/16, опублик. 1972. (72) Скорняков Едуард Сергійович, Мальцев Віктор Михайлович, Таталін Борис Федорович, Дорошенко Володимир Іванович, Гітміков Ара Гершович (73) Науково-дослідний інститут великогабаритних шин (UA) (57) Устройство для сборки покрышек пневматических шин, содержащее смонтированные на приводном валу фланцы с приводом их аксиального перемещения вдоль вала, жесткую цилиндрическую оболочку с распо Изобретение относится к оборудованию для производства покрышек пневматических шин с витым каркасно-брекерным браслетом без бортовых колец и может быть использовано на сборочных участках шинных заводов. Известно устройство для изготовления покрышек пневматических шин, содержащее ряд радиально перемещающихся опорных деталей в виде пластин, образующих наружную поверхность второй стадии сборки, на которой расположен резиновый рукав, и камеры заворота деталей на борт И]. ложенной на ней эластичной оболочкой, закрепленные своими торцами на фланцах w установленные на фланцах радиально раздвижные сектора с приводом их перемещения, о т л и ч а ю щ е е с я тем, что оно снабжено пружинящими элементами, установленными на приводном валу внутри центральной час ж жесткой оболочки, а стенка жесткой цилиндрической оболочки выполнена, по меньшей мере, из двух рядов полос дугообразной формы из упругого материала, расположенных по концентрическим окружностям, соосным оси вращения устройства, причем количество полос в рядах выбрано равным, а полосы закреплены своими торцами на фланцах и Остановлены с возможностью скольжения полос первого ряда по полосам второго ряда, при этом ось каждой полосы первого ряда смещена относительно оси каждой полосы второго ряда на величину, соответствующую ширине полосы. Недостатком является сложность в изготовлении и эксплуатации большого количества радиально перемещающихся опорных деталей, сегментов, рычагов и телескопических узлов. Известно и другое устройство для сборки покрышек пневматических шин, содержащее смонтированные на приводном валу фланцы с приводом их аксиального перемещения вдоль вала, жесткую цилиндрическую оболочку с расположенной на ней эластичной оболочкой, закрепленные своими торцами на фланцах и установленные на фланцах радиально раздвижные сектора с приводом их перемещения [2]. с > О 11149 Недостаток прототипа - это образование зазора между пластинами при формировании, а наличие в зоне экватора просветов сказывается на качестве сборки покрышек. Задачей изобретения является упрощение конструкции устройства и повышение надежности его работы при сохранении сплошной жесткой наружной поверхности формующего устройства. Поставленная задача решается тем, что устройство снабжено пружинящими элементами, установленными на приводном валу внутри центральной части жесткой оболочки, а жесткая цилиндрическая оболочка выполнена, по меньшей мере, из равных по количеству двух рядов полос дугообразной формы из упругого материала, расположенных по концентрическим окружностям, соосным оси вращения устройства, причем полосы закреплены своими торцами на фланцах и установлены с возможностью скольжения полос первого ряда по полосам второго ряда, при этом ось каждой полосы первого ряда смещена относительно оси каждой полосы второго ряда на величину, соответствующую ширине полосы. 5 10 15 20 25 На приведенных чертежах изображено данное устройство. На фиг.1 изображен общий вид устрой- 30 ства, продольный разрез; на фиг.2 - разрез А-А фиг.1; на фиг.З - разрез Б-Б фиг.1; на фиг.4 - устройство во время формирования; на фиг.5 - разрез В-В фиг.4; на фиг.6 и 7 условно изображены последовательные ста- 35 дии сборки покрышки. Устройство для сборки покрышек пневматических шин с витым каркасно-брекерным браслетом содержит смонтированные 40 на приводном валу 1 фланцы 2 с приводом их аксиального перемещения (привод условно не показан), жесткую цилиндрическую оболочку, выполненную из двух рядов полос дугообразной формы: первый ряд (наруж- 45 ной) из полос 3 и второй ряд (внутренний) из полос 4. При этом первый ряд полос 3 и второй ряд полос 4 расположены соответственно, по двум концентрическим окружностям с одинаковым количеством полос в 50 каждой окружности (в каждом ряду), а ось ОК каждой полосы 3 первого ряда смещена относительно оси ОР каждой полосы 4 второго ряда на величину, равную половине ширины полосы (фиг.2 и 4). Торцы каждой полосы 55 крепятся на фланцах 2 известным способом: с помощью болтов 5 и накладок 6. Поверх рядов полос расположена эластичная оболочка 7 толщиной 3-6 мм, служащая для сглаживания уступов между первым и вторым рядом полос, образующихся при формовании наружной поверхности. На фланцах 2 установлены радиально раздвижные сектора 8 с приводом их перемещения (например, пневмоцилиндром) и дополнительные барабаны с заворотными эластичными камерами 9 (показаны пунктиром). На валу 1 в центральной части оболочки закреплена с помощью шпонки 10 обойма 11, в которой размещены пружинные элементы 12, например, винтовые пружины, но могут быть и плоские или другой конструкции. Работа устройства осуществляется следующим образом. На устройство (фиг.1) накладывают резиновые прослойки или герметизирующий слой 13 (соответственно, для камерных или бескамерных покрышек) и детали борта 14. Последние фиксируют в зоне борта (фиг.4), для чего подводят цилиндрические обручи 15 и разжимают раздвижные сектора 8. Затем перемещают фланцы 2 навстречу друг другу до образования необходимой тороидальной поверхности (фиг.4 и 5), составленных из двух рядов полос, выполненных из упругого материала, например пружинной стали или пластмассы. При этом в момент начала сближения фланцев 2, т.е. перехода оболочки из цилиндрической формы в тороидальную, пружинные элементы 12, воздействуя изнутри на полосы 3 и 4, заставляют последние изгибаться наружу. Одновременно с формированием перемещаются к центру механизмы фиксации 8 и заворотные камеры 9. После этого навивают на тороидальную поверхность обрезиненными нитями каркасно-брекерный браслет 16 (фиг.6), расфиксируют детали борта и резиновые прослойки в зоне борта, для чего сжимают раздвижные сектора 8 и удаляют обручи 15 (фиг.бб). Затем, подавая в заворотные камеры 9 формующий агент (например, воздух), заворачивают детали борта 14 и торцы резиновых прослоек 13 на борт (фиг.бб), накладывают протектор 17 и боковины (если необходимы) и прокатывают (фиг.бб). Вслед за этим вакуумируют заворотные камеры 9 и разводят фланцы 2 (фиг.7) до перехода тороидальной поверхности в цилиндрическую и снимают покрышку с устройства. Цикл сборки окончен и устройство подготовлено для последующего цикла. у-у 6fUl 11149 Упорядник Замовлення 4050 Техред М.Моргентал Коректор Л.ФІль Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for assembly of pneumatic car tires
Автори англійськоюSkorniakov Eduard Serhiiovych, Maltsev Viktor Mykhailovych, Tatalin Borys Fedorovych, Doroshenko Volodymyr Ivanovych, Hitnikov Ara Hershovych
Назва патенту російськоюУстройство для сборки покрышек пневматических шин
Автори російськоюСкорняков Эдуард Сергеевич, Мальцев Виктор Михайлович, Таталин Борис Федорович, Дорошенко Владимир Иванович, Гитников Ара Гершович
МПК / Мітки
МПК: B29D 30/20, B29D 30/06
Мітки: пневматичних, покришок, складання, шин, пристрій
Код посилання
<a href="https://ua.patents.su/4-11149-pristrijj-dlya-skladannya-pokrishok-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Пристрій для складання покришок пневматичних шин</a>
Пристрій для складання та формування покришок пневматичних шин
Номер патенту: 5527
Опубліковано: 28.12.1994
Автори: Смірнов Олександр Генадійович, Глебік Микола Михайлович, Гітніков Ара Гершович, Єрохін Олександр Петрович
МПК: B29D 30/06, B29D 30/20
Мітки: шин, покришок, пристрій, формування, пневматичних, складання
Формула / Реферат:
(57) Устройство для сборки и формования покрышек пневматических шин, содержащее смонтированные на приводном валу фланцы с приводом их аксиального перемещения вдоль вала, закрепленную на фланцах цилиндрическую эластичную оболочку и установленные во фланцах механизмы фиксации борта, выполненные в виде радиально подвижных секторов с профильными канавками для установки бортов покрышки и с приводом для радиального перемещения секторов,...
Спосіб складання покришок пневматичних шин
Номер патенту: 8642
Опубліковано: 30.09.1996
Автори: Гітніков Ара Гершович, Полонов Олександр Михайлович, Смірнов Олександр Генадійович, Каспаров Артур Армович
МПК: B29D 30/08
Мітки: шин, пневматичних, складання, покришок, спосіб
Формула / Реферат:
Способ сборки покрышек пневматических шин, при котором изготавливают каркас, устанавливают первую пару бортовых колец, заворачивают слои каркаса на бортовые кольца, устанавливают вторую пару бортовых колец, заворачивают на нихслои каркаса, формуют каркас и осуществляют окончательную сборку покрышки, отличающийся тем, что, с целью повышения качества покрышек за счет увеличения срока службы борта, первую пару бортовых колец устанавливают в...
Спосіб виготовлення діафрагми для складання покришок пневматичних шин
Номер патенту: 6411
Опубліковано: 29.12.1994
Автори: Гітніков Ара Гершович, Свердел Михайло Йосипович, Пилипенко Олексій Григорович, Глебік Микола Михайлович, Єрохін Олександр Петрович
МПК: B29D 30/06, B29D 30/08
Мітки: виготовлення, спосіб, діафрагми, шин, покришок, складання, пневматичних
Формула / Реферат:
(57) Способ изготовления диафрагмы для сборки покрышек пневматических шин, при котором на цилиндрическую оправку укладывают резиновые прослойки и слои армирующих элементов в виде гибких нерастяжимых нитей, осуществляют формирование бортов и вулканизацию полученной заготовки диафрагмы, отличающийся тем, что укладку, по меньшей мере, одного слоя гибких нерастяжимых нитей осуществляют навивкой с шагом, равным 1,2-2,5 толщины нитей.
Спосіб складання покришок пневматичних шин
Номер патенту: 6633
Опубліковано: 29.12.1994
Автори: Павлюк Віктор Миколайович, Андреєв Георгій Вікторович, Скорняков Едуард Сергійович, Дорошенко Володимир Іванович, Таталін Борис Федорович, Растеряєв Юрій Карпович
МПК: B29D 30/08
Мітки: покришок, спосіб, складання, пневматичних, шин
Формула / Реферат:
(57) Способ сборки покрышек пневматических шин, при котором на сборочном барабане образуют каркасный браслет, устанавливают детали борта, фиксируют их, заворачивают слои на борт, формуют каркасный браслет, навивают на него брекер-ный браслет, накладывают протектор, расфиксируют борта и завершают процесс сборки покрышки, отличающийся тем, что вначале на сборочный барабан накладывают эластичную подложку, а детали борта устанавливают на нее,...
Барабан для складання покришок пневматичних шин
Номер патенту: 2679
Опубліковано: 26.12.1994
Автори: Таталін Борис Федорович, Гітніков Ара Гершович
МПК: B29D 30/20
Мітки: барабан, пневматичних, шин, складання, покришок
Формула / Реферат:
Барабан для оборки покрышек пневматических шин, содержащий смонтированное на приводном валу основание с закрепленной на нем наружной профильной обечайкой, отличающийся тем, что, с целью упрощения конструкции барабана и повышения надежности его работы, профильная обечайка выполнена в виде эластичной оболочки.
Попередній патент: Спосіб виїмки вугільних пластів
Наступний патент: Пневматична шина
Випадковий патент: Дентальний імплантат з ангулярною головкою та зоною вигину