Спосіб виготовлення діафрагми для складання покришок пневматичних шин
Номер патенту: 6411
Опубліковано: 29.12.1994
Автори: Глебік Микола Михайлович, Пилипенко Олексій Григорович, Свердел Михайло Йосипович, Гітніков Ара Гершович, Єрохін Олександр Петрович
Формула / Реферат
(57) Способ изготовления диафрагмы для сборки покрышек пневматических шин, при котором на цилиндрическую оправку укладывают резиновые прослойки и слои армирующих элементов в виде гибких нерастяжимых нитей, осуществляют формирование бортов и вулканизацию полученной заготовки диафрагмы, отличающийся тем, что укладку, по меньшей мере, одного слоя гибких нерастяжимых нитей осуществляют навивкой с шагом, равным 1,2-2,5 толщины нитей.
Текст
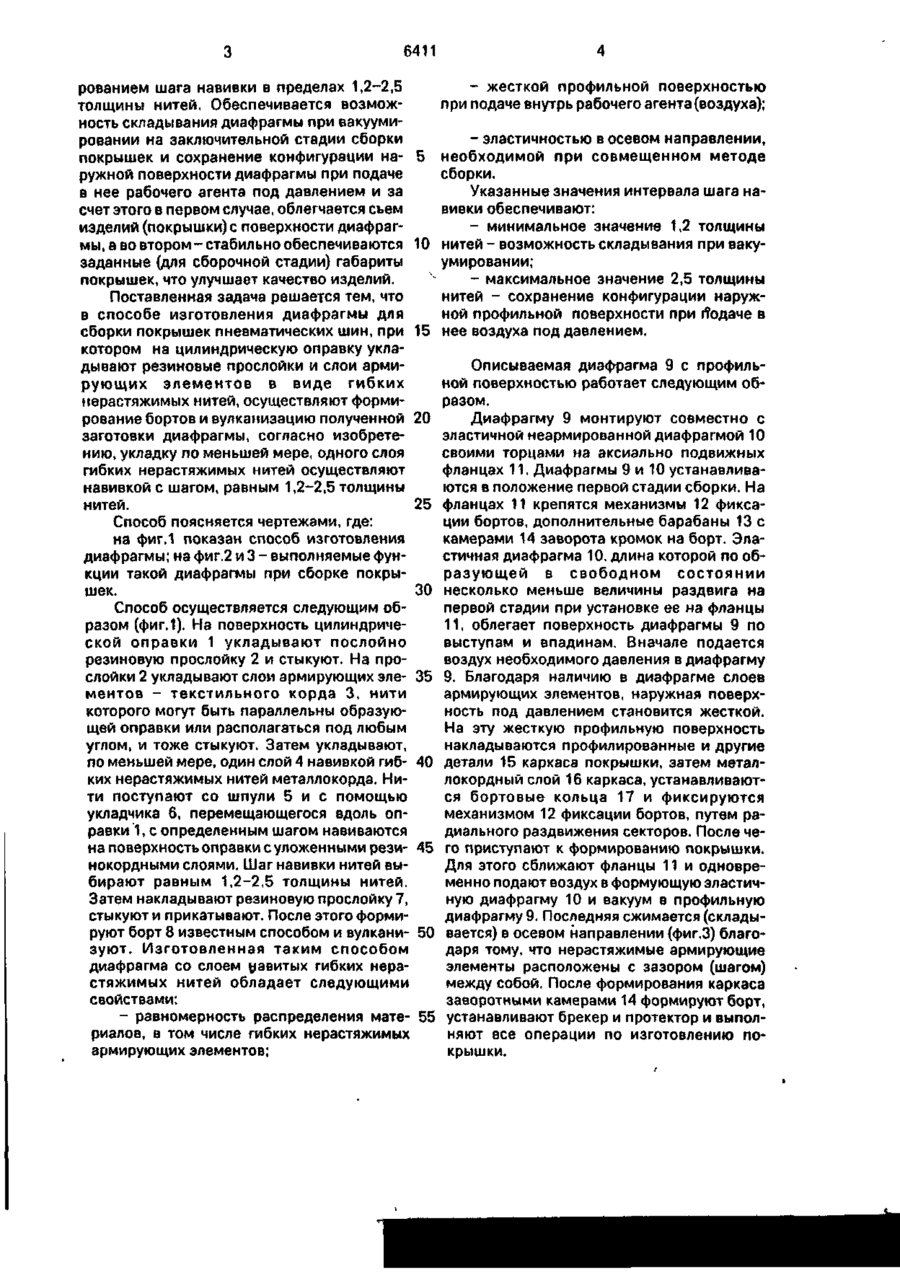
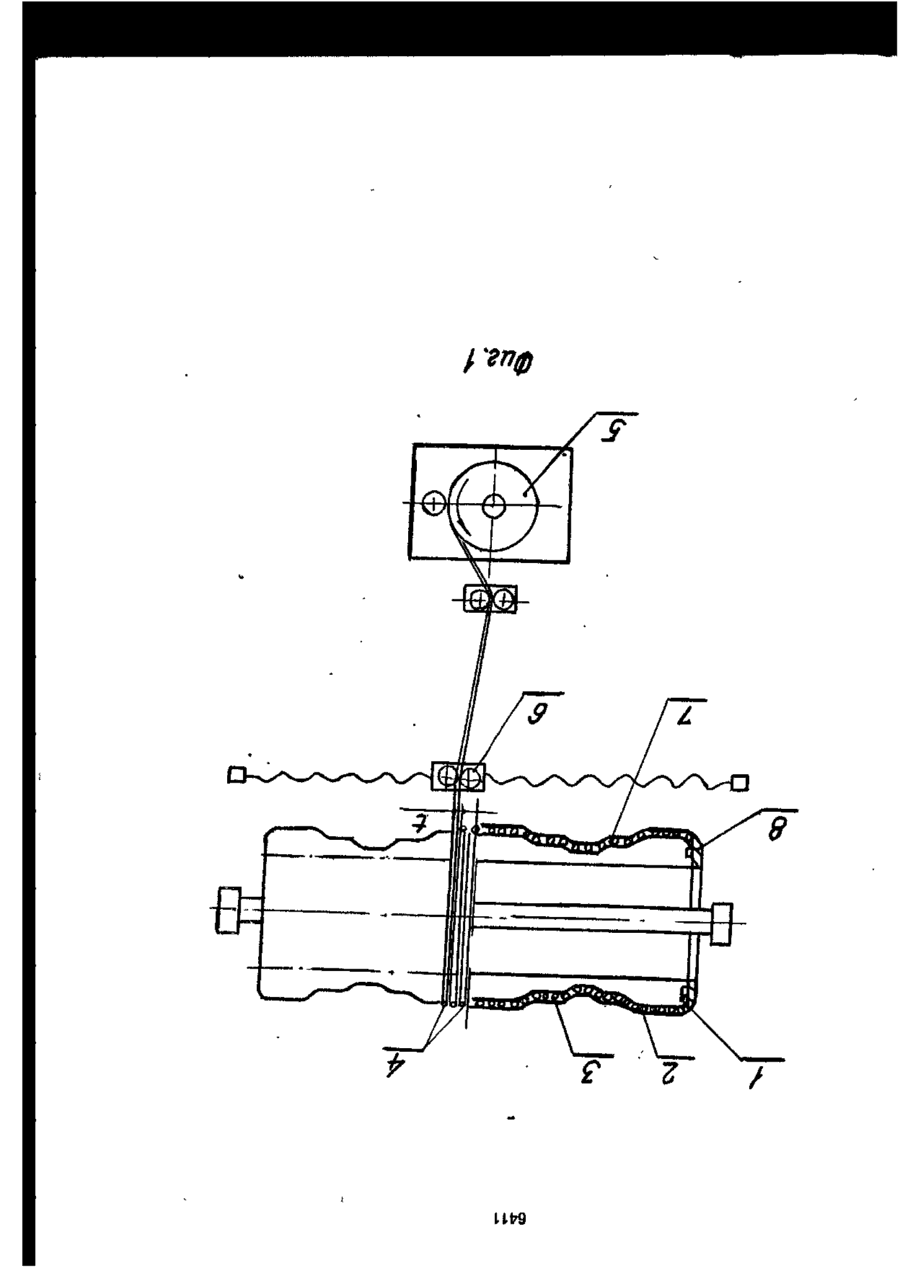
Способ изготовления диафрагмы для сборки покрышек пневматических шин, при кото*ром на цилиндрическую оправку укладывают резиновые прослойки и слои армирующих элементов в виде ибких нерастяжимых нитей, осуществляют формирование бортов и вулканизацию полученной заготовки диафрагмы, о т л и ч а ю щ и й с я тем, что укладку, по меньшей мере, одного слоя гибких нерастяжимых нитей осуществляют навивкой сшагом, равным 1,2-2,5 толщины нитей. Наиболее близким по технической сущности является способ изготовления диафрагмы для сборки покрышек пневматических шин, при котором на цилиндрическую оправку укладывают резиновые прослойки и слои армирующих элементов в виде гибких нерастяжимых нитей, осуществляют формирование бортов и вулканизацию полученной заготовки диафрагмы [2]. С* При таком способе происходит неравно- 4 мерность распределения гибких нерастяжимых нитей на профильной поверхности диафрагмы. При этом ухудшается качество покрышек. В основу изобретения поставлена задача усовершенствования способа изготовления диафрагм для сборки покрышек пневматических шин, в котором поверх цилиндрической оправки с резиновыми прослойками навивают армирующие элементы в виде гибких нерастяжимых нитей, норми С > О 6411 - жесткой профильной поверхностью рованием шага навивки в пределах 1,2-2,5 при подаче внутрь рабочего агента (воздуха); толщины нитей. Обеспечивается возможность складывания диафрагмы при вакуумировании на заключительной стадии сборки - эластичностью в осевом направлении, покрышек и сохранение конфигурации на- 5 необходимой при совмещенном методе ружной поверхности диафрагмы при подаче сборки. в нее рабочего агента под давлением и за Указанные значения интервала шага насчет этого в первом случае, облегчается съем вивки обеспечивают: изделий (покрышки) с поверхности диафраг- минимальное значение 1,2 толщины мы, а во втором - стабильно обеспечиваются 10 нитей - возможность складывания при вакузаданные (для сборочной стадии) габариты умировании; покрышек, что улучшает качество изделий. - максимальное значение 2,5 толщины нитей - сохранение конфигурации наружПоставленная задача решается тем, что ной профильной поверхности при гТодаче в в способе изготовления диафрагмы для сборки покрышек пневматических шин, при 15 нее воздуха под давлением. котором на цилиндрическую оправку укладывают резиновые прослойки и слои армиОписываемая диафрагма 9 с профильр у ю щ и х элементов в виде г и б к и х ной поверхностью работает следующим обнерастяжимых нитей, осуществляют формиразом. рование бортов и вулканизацию полученной 20 Диафрагму 9 монтируют совместно с заготовки диафрагмы, согласно изобретеэластичной неармированной диафрагмой 10 нию, укладку по меньшей мере, одного слоя своими торцами на аксиально подвижных гибких нерастяжимых нитей осуществляют фланцах 11. Диафрагмы 9 и 10 устанавливанавивкой с шагом, равным 1,2-2,5 толщины ются в положение первой стадии сборки. На нитей. 25 фланцах 11 крепятся механизмы 12 фиксации бортов, дополнительные барабаны 13 с Способ поясняется чертежами, где: камерами 14 заворота кромок на борт. Элана фиг.1 показан способ изготовления стичная диафрагма 10. длина которой по обдиафрагмы; на фиг.2 и 3 - выполняемые фунразующей в свободном состоянии кции такой диафрагмы при сборке покрышек. 30 несколько меньше величины раздвига на первой стадии при установке ее на фланцы Способ осуществляется следующим об11, облегает поверхность диафрагмы 9 по разом (фиг.1). На поверхность цилиндричевыступам и впадинам. Вначале подается ской оправки 1 укладывают послойно воздух необходимого давления в диафрагму резиновую прослойку 2 и стыкуют. На прослойки 2 укладывают слои армирующих эле- 35 9. Благодаря наличию в диафрагме слоев армирующих элементов, наружная поверхментов - текстильного корда 3, нити ность под давлением становится жесткой. которого могут быть параллельны образуюНа эту жесткую профильную поверхность щей оправки или располагаться под любым накладываются профилированные и другие углом, и тоже стыкуют. Затем укладывают, по меньшей мере, один слой 4 навивкой гиб- 40 детали 15 каркаса покрышки, затем металлокордный слой 16 каркаса, устанавливаютких нерастяжимых нитей металлокорда. Нися бортовые кольца 17 и фиксируются ти поступают со шпули 5 и с помощью механизмом 12 фиксации бортов, путем раукладчика 6, перемещающегося вдоль опдиального раздвижения секторов. После черавки 1, с определенным шагом навиваются на поверхность оправки с уложенными рези- 45 го приступают к формированию покрышки. Для этого сближают фланцы 11 и одновренокордными слоями. Шаг навивки нитей выменно подают воздух в формующую эластичбирают равным 1,2-2,5 толщины нитей. ную диафрагму 10 и вакуум в профильную Затем накладывают резиновую прослойку 7, диафрагму 9. Последняя сжимается (складыстыкуют и прикатывают. После этого формируют борт 8 известным способом и вулкани- 50 вается) в осевом направлении (фиг.З) благодаря тому, что нерастяжимые армирующие зуют. Изготовленная таким способом элементы расположены с зазором (шагом) диафрагма со слоем навитых гибких нерамежду собой, После формирования каркаса стяжимых нитей обладает следующими заворотными камерами 14 формируют борт, свойствами: - равномерность распределения мате- 55 устанавливают брекер и протектор и выполняют все операции по изготовлению пориалов, в том числе гибких нерастяжимых крышки. армирующих элементов; U \_\ 6411 Фиг.2 Фиг. З Упорядник О.ЄрохІн Замовлення 626 Техред М.Моргентал Коректор А.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing of a diaphragm for assembly of pneumatic car tires
Автори англійськоюYerokhin Oleksandr Petrovych, Hitnikov Ara Hershovych, Pylypenko Oleksii Hryhorovych, Hlebik Mykola Mykhailovych, Sverdel Mykhailo Yosypovych
Назва патенту російськоюСпособ изготовления диафрагмы для сборки покрышек пневматических шин
Автори російськоюЕрохин Александр Петрович, Гитников Ара Гершович, Пилипенко Алексей Григорьевич, Глебик Николай Михайлович, Свердел Михаил Иосифович
МПК / Мітки
МПК: B29D 30/08, B29D 30/06
Мітки: діафрагми, покришок, пневматичних, шин, складання, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-6411-sposib-vigotovlennya-diafragmi-dlya-skladannya-pokrishok-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення діафрагми для складання покришок пневматичних шин</a>
Спосіб виготовлення брекера покришок пневматичних шин
Номер патенту: 3708
Опубліковано: 27.12.1994
Автор: Гігніков Ара Гершович
МПК: B29D 30/38, B29D 30/20
Мітки: спосіб, виготовлення, покришок, пневматичних, шин, брекера
Формула / Реферат:
Способ изготовления брокера покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных эластичных нерастяжимых нитей на цилиндрическую оправку, разрезают ее с образованием листовой заготовки, а затем получают цилиндрический слой брокера путем стыковки по торцам листовой заготовки, отличающийся тем, что, с целью повышения качества покрышек за счет уменьшения стыков в брокере, трубчатую заготовку...
Спосіб складання покришок пневматичних шин
Номер патенту: 6633
Опубліковано: 29.12.1994
Автори: Павлюк Віктор Миколайович, Дорошенко Володимир Іванович, Скорняков Едуард Сергійович, Андреєв Георгій Вікторович, Растеряєв Юрій Карпович, Таталін Борис Федорович
МПК: B29D 30/08
Мітки: пневматичних, складання, спосіб, шин, покришок
Формула / Реферат:
(57) Способ сборки покрышек пневматических шин, при котором на сборочном барабане образуют каркасный браслет, устанавливают детали борта, фиксируют их, заворачивают слои на борт, формуют каркасный браслет, навивают на него брекер-ный браслет, накладывают протектор, расфиксируют борта и завершают процесс сборки покрышки, отличающийся тем, что вначале на сборочный барабан накладывают эластичную подложку, а детали борта устанавливают на нее,...
Барабан для складання покришок пневматичних шин
Номер патенту: 2679
Опубліковано: 26.12.1994
Автори: Гітніков Ара Гершович, Таталін Борис Федорович
МПК: B29D 30/20
Мітки: покришок, шин, пневматичних, барабан, складання
Формула / Реферат:
Барабан для оборки покрышек пневматических шин, содержащий смонтированное на приводном валу основание с закрепленной на нем наружной профильной обечайкой, отличающийся тем, что, с целью упрощения конструкции барабана и повышения надежности его работы, профильная обечайка выполнена в виде эластичной оболочки.
Спосіб виготовлення покришок пневматичних шин
Номер патенту: 3350
Опубліковано: 27.12.1994
Автори: Єрохін Олександр Петрович, Таталін Борис Федорович, Висоцький Петро Семенович, Гітніков Ара Гершович, Андрєєв Георгій Вікторович
МПК: B29D 30/06
Мітки: виготовлення, пневматичних, спосіб, покришок, шин
Формула / Реферат:
Способ изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брокера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме, отличающийся тем, что заготовку покрышки формуют с длиной ее наружного профиля от борта до борта, соответствующей длине профиля свулканизованной покрышки от борта до борта, и наружным диаметром, определяемым...
Пристрій для складання та формування покришок пневматичних шин
Номер патенту: 5527
Опубліковано: 28.12.1994
Автори: Єрохін Олександр Петрович, Гітніков Ара Гершович, Смірнов Олександр Генадійович, Глебік Микола Михайлович
МПК: B29D 30/06, B29D 30/20
Мітки: складання, шин, покришок, пневматичних, формування, пристрій
Формула / Реферат:
(57) Устройство для сборки и формования покрышек пневматических шин, содержащее смонтированные на приводном валу фланцы с приводом их аксиального перемещения вдоль вала, закрепленную на фланцах цилиндрическую эластичную оболочку и установленные во фланцах механизмы фиксации борта, выполненные в виде радиально подвижных секторов с профильными канавками для установки бортов покрышки и с приводом для радиального перемещения секторов,...
Попередній патент: Пасовищна електроогорожа
Наступний патент: Пристрій для ультразвукової обробки мікродроту
Випадковий патент: Система управління транспортним засобом