Спосіб виготовлення зерно-порошкового наплавочного дроту
Номер патенту: 111861
Опубліковано: 25.11.2016
Автори: Івченко Павло Семенович, Богомолов Олександр Сергійович, Руденко Роман Артурович, Яковлев Павло Констянтинович, Ершов Анатолій Васильйович, Галка Юлія Сергіївна, Камель Георгій Іванович, Колупаєва Ольга Андріївна

Формула / Реферат
Спосіб виготовлення зерно-порошкового наплавочного дроту, що включає формування зі стрічки U-подібного жолоба і заповнення його порошком-наповнювачем, який відрізняється тим, що на внутрішню поверхню жолоба наносять клейове покриття, укладають в жолоб з мінімальним зазором твердосплавні зносостійкі зерна з високою температурою плавлення із захисною підкладкою, певної фракції, менше, ніж діаметр жолоба, після чого порошком-наповнювачем заповнюють залишковий об'єм, і отриману конструкцію пропускають через фільєру для формування подовжнього стику, який з'єднують конденсаторним зварюванням.
Текст
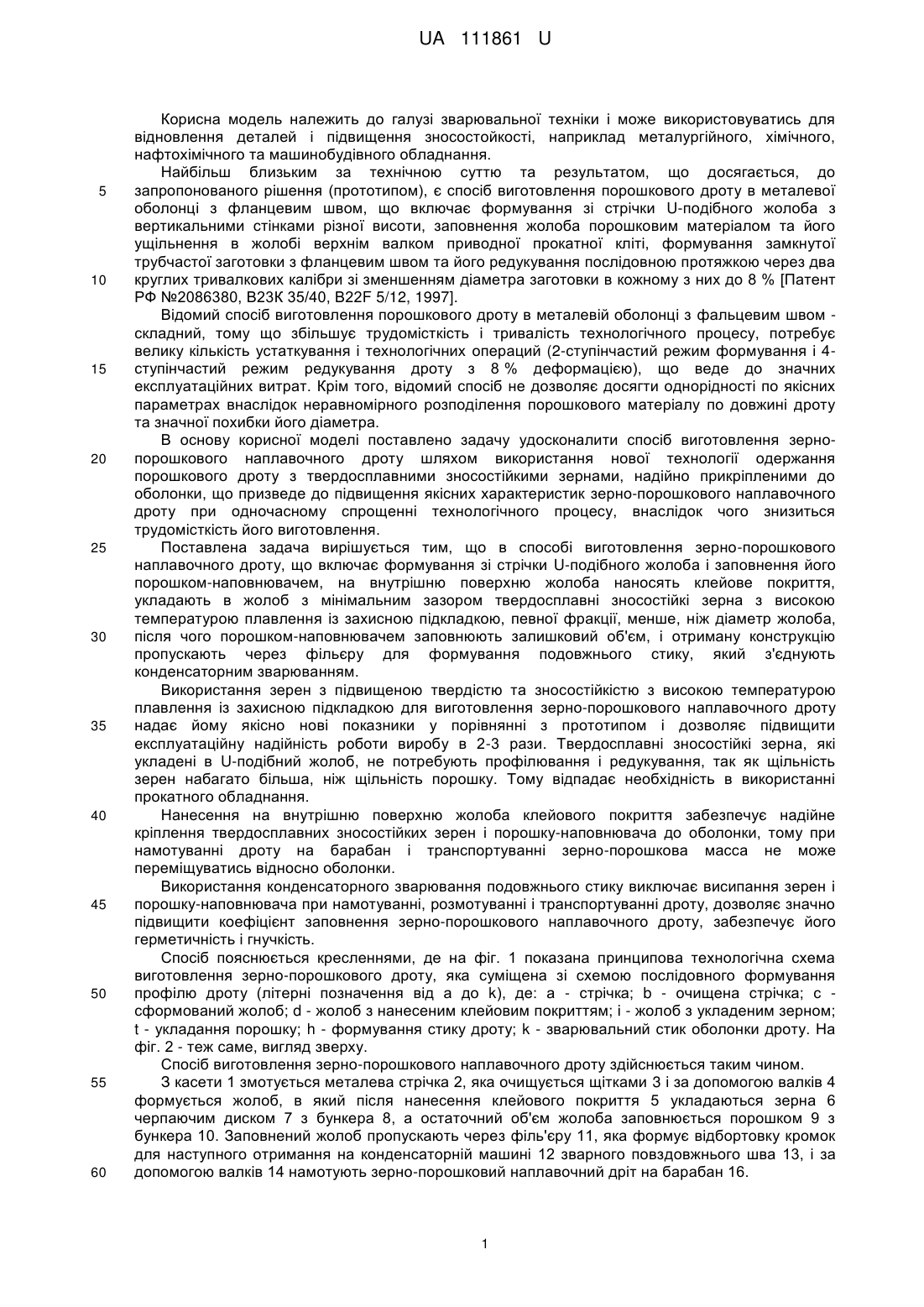
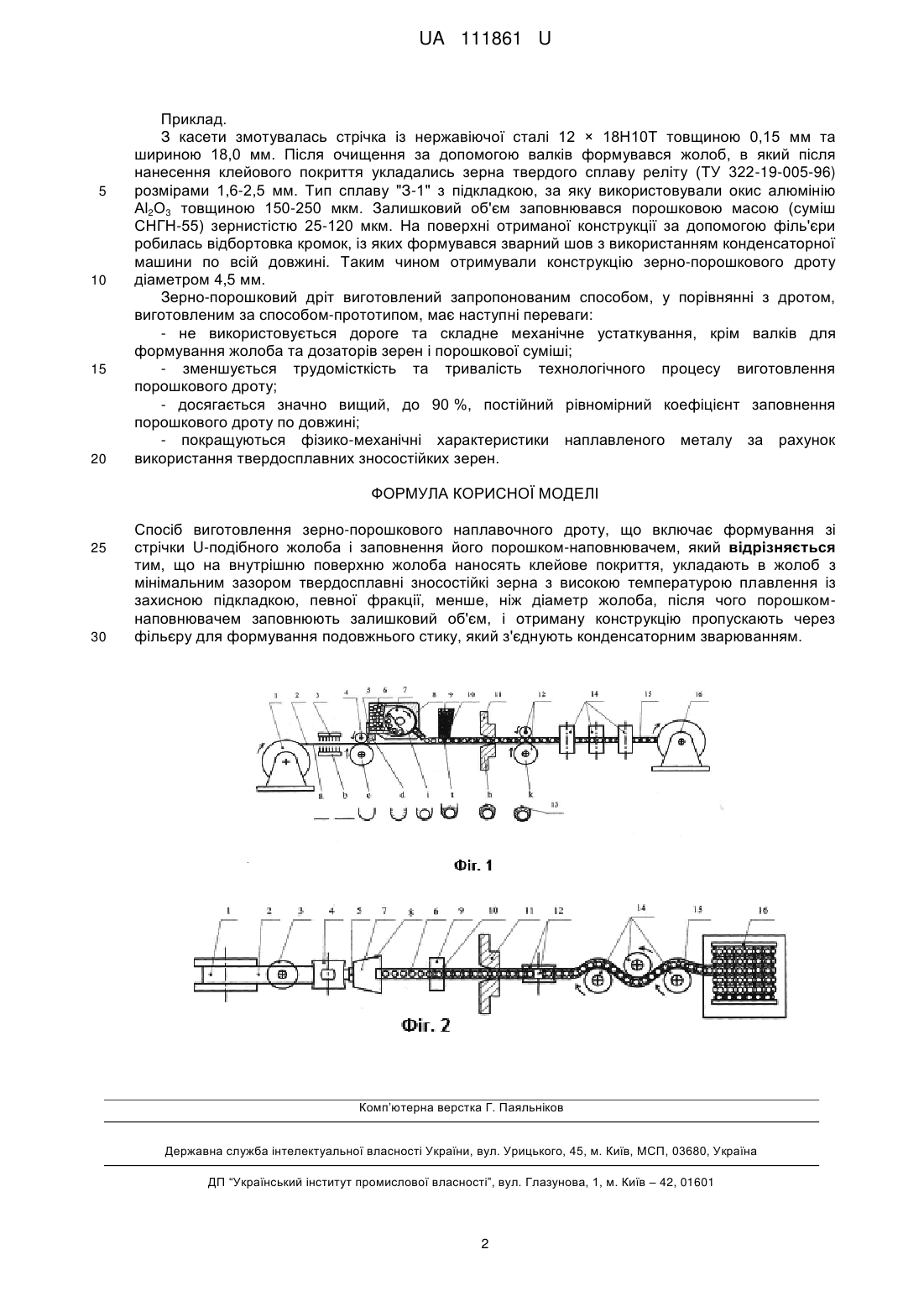
Реферат: Спосіб виготовлення зерно-порошкового наплавочного дроту включає формування зі стрічки Uподібного жолоба і заповнення його порошком-наповнювачем. На внутрішню поверхню жолоба наносять клейове покриття та укладають в жолоб з мінімальним зазором твердосплавні зносостійкі зерна з високою температурою плавлення із захисною підкладкою, певної фракції, менше, ніж діаметр жолоба. Після чого порошком-наповнювачем заповнюють залишковий об'єм, і отриману конструкцію пропускають через фільєру для формування подовжнього стику, який з'єднують конденсаторним зварюванням. UA 111861 U (12) UA 111861 U UA 111861 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювальної техніки і може використовуватись для відновлення деталей і підвищення зносостойкості, наприклад металургійного, хімічного, нафтохімічного та машинобудівного обладнання. Найбільш близьким за технічною суттю та результатом, що досягається, до запропонованого рішення (прототипом), є спосіб виготовлення порошкового дроту в металевої оболонці з фланцевим швом, що включає формування зі стрічки U-подібного жолоба з вертикальними стінками різної висоти, заповнення жолоба порошковим матеріалом та його ущільнення в жолобі верхнім валком приводної прокатної кліті, формування замкнутої трубчастої заготовки з фланцевим швом та його редукування послідовною протяжкою через два круглих тривалкових калібри зі зменшенням діаметра заготовки в кожному з них до 8 % [Патент РФ №2086380, В23К 35/40, В22F 5/12, 1997]. Відомий спосіб виготовлення порошкового дроту в металевій оболонці з фальцевим швом складний, тому що збільшує трудомісткість і тривалість технологічного процесу, потребує велику кількість устаткування і технологічних операций (2-ступінчастий режим формування і 4ступінчастий режим редукування дроту з 8 % деформацією), що веде до значних експлуатаційних витрат. Крім того, відомий спосіб не дозволяє досягти однорідності по якісних параметрах внаслідок неравномірного розподілення порошкового матеріалу по довжині дроту та значної похибки його діаметра. В основу корисної моделі поставлено задачу удосконалити спосіб виготовлення зернопорошкового наплавочного дроту шляхом використання нової технології одержання порошкового дроту з твердосплавними зносостійкими зернами, надійно прикріпленими до оболонки, що призведе до підвищення якісних характеристик зерно-порошкового наплавочного дроту при одночасному спрощенні технологічного процесу, внаслідок чого знизиться трудомісткість його виготовлення. Поставлена задача вирішується тим, що в способі виготовлення зерно-порошкового наплавочного дроту, що включає формування зі стрічки U-подібного жолоба і заповнення його порошком-наповнювачем, на внутрішню поверхню жолоба наносять клейове покриття, укладають в жолоб з мінімальним зазором твердосплавні зносостійкі зерна з високою температурою плавлення із захисною підкладкою, певної фракції, менше, ніж діаметр жолоба, після чого порошком-наповнювачем заповнюють залишковий об'єм, і отриману конструкцію пропускають через фільєру для формування подовжнього стику, який з'єднують конденсаторним зварюванням. Використання зерен з підвищеною твердістю та зносостійкістю з високою температурою плавлення із захисною підкладкою для виготовлення зерно-порошкового наплавочного дроту надає йому якісно нові показники у порівнянні з прототипом і дозволяє підвищити експлуатаційну надійність роботи виробу в 2-3 рази. Твердосплавні зносостійкі зерна, які укладені в U-подібний жолоб, не потребують профілювання і редукування, так як щільність зерен набагато більша, ніж щільність порошку. Тому відпадає необхідність в використанні прокатного обладнання. Нанесення на внутрішню поверхню жолоба клейового покриття забезпечує надійне кріплення твердосплавних зносостійких зерен і порошку-наповнювача до оболонки, тому при намотуванні дроту на барабан і транспортуванні зерно-порошкова масса не може переміщуватись відносно оболонки. Використання конденсаторного зварювання подовжнього стику виключає висипання зерен і порошку-наповнювача при намотуванні, розмотуванні і транспортуванні дроту, дозволяє значно підвищити коефіцієнт заповнення зерно-порошкового наплавочного дроту, забезпечує його герметичність і гнучкість. Спосіб пояснюється кресленнями, де на фіг. 1 показана принципова технологічна схема виготовлення зерно-порошкового дроту, яка суміщена зі схемою послідовного формування профілю дроту (літерні позначення від а до k), де: а - стрічка; b - очищена стрічка; с сформований жолоб; d - жолоб з нанесеним клейовим покриттям; і - жолоб з укладеним зерном; t - укладання порошку; h - формування стику дроту; k - зварювальний стик оболонки дроту. На фіг. 2 - теж саме, вигляд зверху. Спосіб виготовлення зерно-порошкового наплавочного дроту здійснюється таким чином. З касети 1 змотується металева стрічка 2, яка очищується щітками 3 і за допомогою валків 4 формується жолоб, в який після нанесення клейового покриття 5 укладаються зерна 6 черпаючим диском 7 з бункера 8, а остаточний об'єм жолоба заповнюється порошком 9 з бункера 10. Заповнений жолоб пропускають через філь'єру 11, яка формує відбортовку кромок для наступного отримання на конденсаторній машині 12 зварного повздовжнього шва 13, і за допомогою валків 14 намотують зерно-порошковий наплавочний дріт на барабан 16. 1 UA 111861 U 5 10 15 20 Приклад. З касети змотувалась стрічка із нержавіючої сталі 12 × 18Н10Т товщиною 0,15 мм та шириною 18,0 мм. Після очищення за допомогою валків формувався жолоб, в який після нанесення клейового покриття укладались зерна твердого сплаву реліту (ТУ 322-19-005-96) розмірами 1,6-2,5 мм. Тип сплаву "З-1" з підкладкою, за яку використовували окис алюмінію Аl2О3 товщиною 150-250 мкм. Залишковий об'єм заповнювався порошковою масою (суміш СНГН-55) зернистістю 25-120 мкм. На поверхні отриманої конструкції за допомогою філь'єри робилась відбортовка кромок, із яких формувався зварний шов з використанням конденсаторної машини по всій довжині. Таким чином отримували конструкцію зерно-порошкового дроту діаметром 4,5 мм. Зерно-порошковий дріт виготовлений запропонованим способом, у порівнянні з дротом, виготовленим за способом-прототипом, має наступні переваги: - не використовується дороге та складне механічне устаткування, крім валків для формування жолоба та дозаторів зерен і порошкової суміші; - зменшується трудомісткість та тривалість технологічного процесу виготовлення порошкового дроту; - досягається значно вищий, до 90 %, постійний рівномірний коефіцієнт заповнення порошкового дроту по довжині; - покращуються фізико-механічні характеристики наплавленого металу за рахунок використання твердосплавних зносостійких зерен. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб виготовлення зерно-порошкового наплавочного дроту, що включає формування зі стрічки U-подібного жолоба і заповнення його порошком-наповнювачем, який відрізняється тим, що на внутрішню поверхню жолоба наносять клейове покриття, укладають в жолоб з мінімальним зазором твердосплавні зносостійкі зерна з високою температурою плавлення із захисною підкладкою, певної фракції, менше, ніж діаметр жолоба, після чого порошкомнаповнювачем заповнюють залишковий об'єм, і отриману конструкцію пропускають через фільєру для формування подовжнього стику, який з'єднують конденсаторним зварюванням. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04
Мітки: виготовлення, наплавочного, дроту, спосіб, зерно-порошкового
Код посилання
<a href="https://ua.patents.su/4-111861-sposib-vigotovlennya-zerno-poroshkovogo-naplavochnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зерно-порошкового наплавочного дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 84241
Опубліковано: 10.10.2013
Автори: Чепель Юлія Анатоліївна, Кассов Валерій Дмитрович, Грибков Едуард Петрович, Данилюк Вікторія Олександрівна, Бережна Олена Валеріївна
МПК: B23K 35/40
Мітки: виготовлення, спосіб, дроту, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що з окремого розмотувача подають металевий дріт, який проходить крізь індуктор, де...
Спосіб виготовлення порошкового дроту
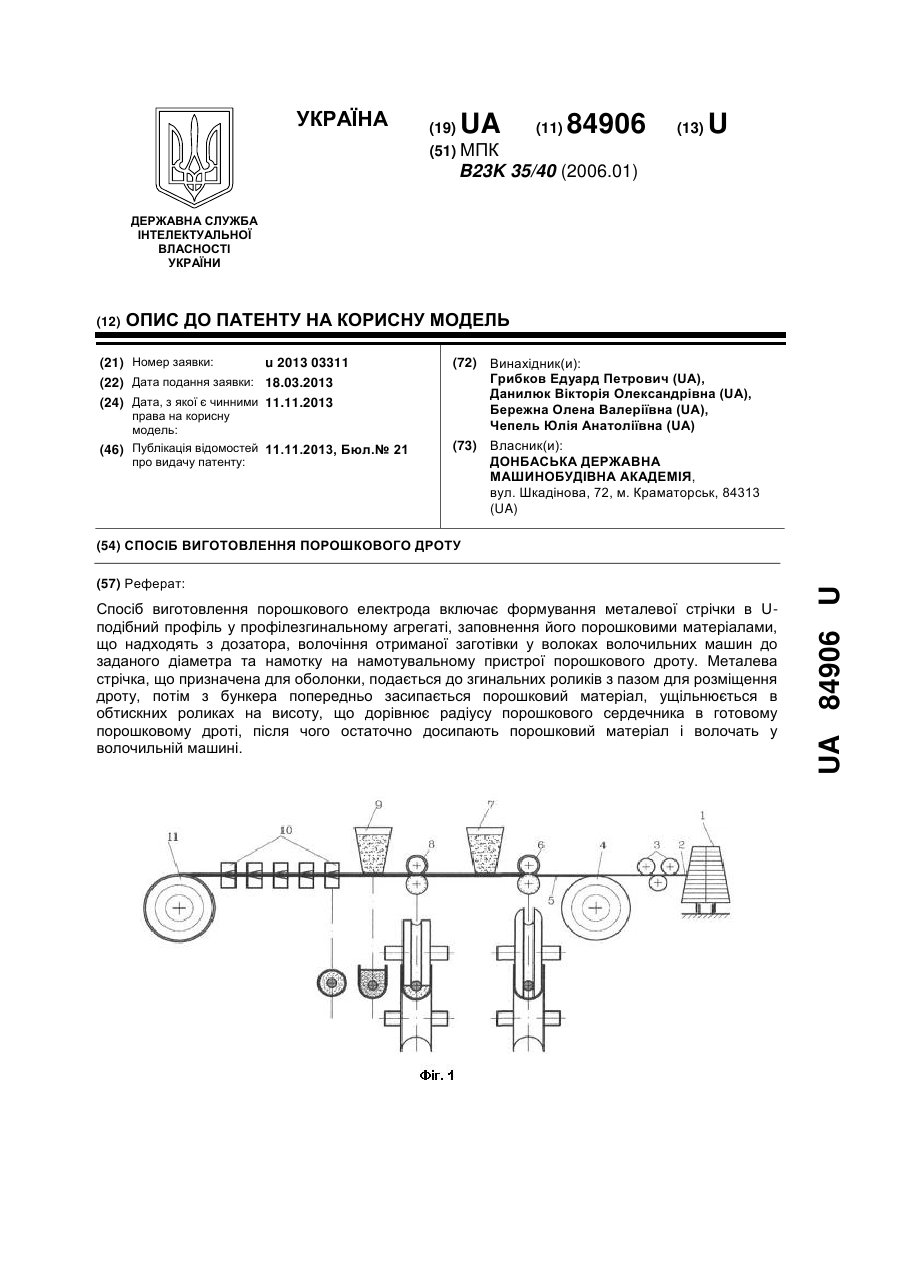
Номер патенту: 84906
Опубліковано: 11.11.2013
Автори: Данилюк Вікторія Олександрівна, Бережна Олена Валеріївна, Грибков Едуард Петрович, Чепель Юлія Анатоліївна
МПК: B23K 35/40
Мітки: спосіб, порошкового, виготовлення, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки, в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що металева стрічка, що призначена для оболонки, подається до згинальних роликів з...
Спосіб виготовлення порошкового дроту
Номер патенту: 98709
Опубліковано: 12.05.2015
Автори: Чигарьов Валерій Васильович, Голуб Денис Михайлович, Волков Дмитро Анатолійович
МПК: B23K 35/40
Мітки: дроту, порошкового, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає у формуванні жолоба з металевої стрічки, заповненні його шихтою на 65±5 % обсягу порожнини, закритті жолоба у трубчасту заготівку, впливі постійним магнітним полем з індукцією 0,9…1,1 Тл на шихту та оболонку дроту, відкачуванні повітря з порожнини заготівки та подальшому багатократному волочінні з сумарними деформаціями 70…95 % та одиничними деформаціями 5…10 % - на першому...
Спосіб виготовлення порошкового дроту
Номер патенту: 100349
Опубліковано: 27.07.2015
Автори: Волков Дмитро Анатолійович, Чигарьов Валерій Васильович, Голуб Денис Михайлович
МПК: B23K 35/02
Мітки: виготовлення, порошкового, спосіб, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає профілювання металевої стрічки у жолоб, заповнення його шихтою з феромагнітними матеріалами, завальцювання шихти в оболонці, вплив на дріт пульсуючим поздовжнім магнітним полем, з періодом пульсацій 0,1…1 с на виході з філь'єри та одночасне створення зсередини оболонки розрідження повітря 0,5…0,95 кПа, який відрізняється тим, що жолоб заповнюють порошковою шихтою на 65±5 % об'єму, а...
Спосіб виготовлення порошкового дроту з натяганням металевого сердечника
Номер патенту: 85986
Опубліковано: 10.12.2013
Автори: Данилюк Вікторія Олександрівна, Грибков Едуард Петрович, Чепель Юлія Анатоліївна, Кассов Валерій Дмитрович
МПК: B23K 35/40
Мітки: виготовлення, дроту, спосіб, порошкового, металевого, сердечника, натяганням
Формула / Реферат:
Спосіб виготовлення порошкового дроту з натяганням металевого сердечника, який полягає у формуванні металевої стрічки, в U-подібний профіль у профілезгинальному агрегаті, заповнені його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намоткою на намотувальному пристрої порошкового дроту, який відрізняється тим, що в початковій стадії з окремого розмотувача...
Попередній патент: Спосіб діагностики розвитку остеопорозу
Наступний патент: Спосіб переробки відходів гірничодобувних підприємств
Випадковий патент: Високотемпературний плівковий терморезистор