Спосіб виготовлення порошкового дроту
Номер патенту: 98709
Опубліковано: 12.05.2015
Автори: Волков Дмитро Анатолійович, Чигарьов Валерій Васильович, Голуб Денис Михайлович

Формула / Реферат
Спосіб виготовлення порошкового дроту, який полягає у формуванні жолоба з металевої стрічки, заповненні його шихтою на 65±5 % обсягу порожнини, закритті жолоба у трубчасту заготівку, впливі постійним магнітним полем з індукцією 0,9…1,1 Тл на шихту та оболонку дроту, відкачуванні повітря з порожнини заготівки та подальшому багатократному волочінні з сумарними деформаціями 70…95 % та одиничними деформаціями 5…10 % - на першому переході та 10…20 % - на наступних переходах, який відрізняється тим, що на порошковий дріт впливають магнітним полем, що має конічну форму, при цьому його силові лінії направлені під кутом до осі дроту.
Текст
Реферат: UA 98709 U UA 98709 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до зварювання, та може бути застосована при виготовленні порошкових дротів для зварювання та наплавлення, в тому числі самозахисних, які застосовуються для виготовлення та відновлення штампового інструменту холодної обробки металу. Відомий спосіб виготовлення самозахисного порошкового дроту, який полягає в формуванні жолоба з металевої стрічки, повному заповненні його порошковою шихтою, згортанні жолоба у трубку та подальшому чотирикратному або шестикратному волочінні заготівки на волочильному стані для ущільнення шихти та отримання потрібного діаметра готового дроту [1]. Відомий також спосіб виготовлення порошкового дроту, при котрому для підвищення якості продуктивності процесу волочіння при заданому коефіцієнті заповнення дроту шихтою заповнюють 65±5 % об'єму порожнини трубки, а волочіння ведуть з сумарними деформаціями 70…95 % та одиничними деформаціями 20…45 % [2]. Прототипом корисної моделі є спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки, заповнення жолобу шихтою на 65±5 % обсягу порожнини жолоба, при цьому на трубчасту заготівку дроту впливають постійним поздовжнім магнітним полем з індукцією 0,9…1,1 Тл та одночасно накладають вібрації з частотою 50…100 Гц, а дріт пропускають через трубку з розрідженим повітрям, волочіння ведуть з сумарними деформаціями 70…95 % й одиничними деформаціями 5…10 % та 10…15 % на наступних переходах [3]. Загальними суттєвими ознаками відомого способу виготовлення порошкового дроту й того, що заявляється, є формування жолоба з металевої стрічки, заповнення його шихтою на 65±5 % обсягу порожнини, закриття жолоба у трубчасту заготівку, вплив постійним магнітним полем з індукцією 0,9…1,1 Тл на шихту та оболонку дроту, відкачування повітря з порожнини його трубчастої заготівки, волочіння ведуть з сумарними деформаціями 70…95 % й одиничними деформаціями 5…10 % та 10…15 % на наступних переходах. Недоліком порошкового дроту, виготовленого за відомим способом, є складність досягнення надійного ущільнення шихти дроту, що може призводити до нерівномірного заповнення оболонки шихтою та її просипання підчас зварювання, а також нерівномірність плавлення дроту, що проявляється у відставанні плавлення сердечника від оболонки. Вказані вище фактори можуть призводити до недопустимого зниження службових та технологічних характеристик наплавленого металу. В основу корисної моделі поставлено задачу підвищення зварювально-технологічних властивостей порошкового дроту в широких діапазонах режимів зварювання шляхом додаткового ущільнення сердечника та покращення його електро- та теплопровідності від оболонки до центра дроту, що забезпечить поліпшення фізико-механічних властивостей наплавленого металу та зниження пороутворення. Поставлена задача вирішується за рахунок того, що на порошковий дріт впливають магнітним полем, що має конічну форму, при цьому силові лінії направлені під кутом до осі дроту, що збільшить ефективність намагнічування оболонки та шихти. Приклад здійснення способу виготовлення порошкового дроту полягає в тому, що волочіння ведуть на однобарабанному стані конструкції ІЕЗ ім. Є.О. Патона, при цьому за допомогою формуючих роликів з металевої стрічки (з розмірами 0,5×15 мм) формують жолоб, у який з дозатора засипають шихту на 65±5 % його обсягу. Після цього заготовку у вигляді жолоба, заповнену шихтою, подають до формуючої фільєри та закривають у трубку. Трубчасту заготовку дроту з неущільненою шихтою піддають впливу постійного магнітного поля з індукцією 0,9…1,1 Тл. При цьому магнітні силові лінії замикаються через оболонку та феромагнітні частки шихти дроту, в результаті чого останні намагнічуються та виникає МРС, а феромагнітні частки шихти, що знаходяться у замкненому об'ємі порожнини трубчатої заготовки дроту, намагаються орієнтуватися вздовж магнітних силових ліній, утворюючи ланцюжки феромагнітних часток, та утворюють додаткові поверхні контакту між собою та з оболонкою дроту. Пилоподібна неметалева фракція шихти буде при цьому витіснена від поздовжнього технологічного стику. Це зменшує просипання шихти крізь зазор стику при виготовленні та транспортуванні дроту. В результаті електро- і теплопровідність сердечника збільшиться в напрямку від оболонки до центра, а лінії протікання струму підчас зварювання будуть проходити ближче до осі дроту, поліпшуючи таким чином його прогрівання струмом. При цьому буде збільшуватися тепловий потік від внутрішньої поверхні оболонки до центра сердечника, в результаті чого плавлення дроту буде більш рівномірним. Відкачування повітря з оболонки дроту відбувається через нещільно зімкнений після формуючої фільєри технологічний стик. Розріджене повітря у оболонці дроту утворює перепад тиску на межі формуючої фільєри, це у свою чергу утворює потік повітря до порожнини 1 UA 98709 U 5 10 15 оболонки через розкритий жолоб, що заповнений шихтою. В свою чергу потік повітря сприяє транспортуванню шихти до порожнини оболонки дроту, а також її ущільненню. Після намагнічування та відкачування повітря дріт пропускають через ущільнюючу фільєру та перетягують через калібруючі фільєри до потрібного діаметра (для дослідного зразка - 3,0 мм). Застосування пропонованого способу дозволяє підвищити зварювально-технологічні властивості порошкового дроту в широких діапазонах режимів зварювання шляхом додаткового ущільнення сердечника та покращення його електро- та теплопровідності від оболонки до центра дроту, що забезпечить поліпшення фізико-механічних властивостей наплавленого металу та зниження пороутворення. Джерела інформації: 1. Походня И.К. Сварка порошковой проволокой. - К.: "Наукова думка", 1972. - С. 128-129. 2. Авторське свідоцтво СРСР № 992145, кл. В23К 35/40, 1978. 3. Пат. 31492, Україна, МПК В23К 35/02 (2006). Спосіб виготовлення самозахисного порошкового дроту / Д.М. Голуб, В.Т. Катренко, Д.А. Волков, О.В. Старенченко; заявник і патентовласник - Донбаська державна машинобудівна академія. - № u 200713956; заявл. 12.12.2007; опубл. 10.04.2008, бюл. № 7/2008. - 2 с.: ил. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб виготовлення порошкового дроту, який полягає у формуванні жолоба з металевої стрічки, заповненні його шихтою на 65±5 % обсягу порожнини, закритті жолоба у трубчасту заготівку, впливі постійним магнітним полем з індукцією 0,9…1,1 Тл на шихту та оболонку дроту, відкачуванні повітря з порожнини заготівки та подальшому багатократному волочінні з сумарними деформаціями 70…95 % та одиничними деформаціями 5…10 % - на першому переході та 10…20 % - на наступних переходах, який відрізняється тим, що на порошковий дріт впливають магнітним полем, що має конічну форму, при цьому його силові лінії направлені під кутом до осі дроту. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюChyhariov Valerii Vasyliovych, Holub Denys Mykhailovych, Volkov Dmytro Anatoliiovych
Автори російськоюЧигарев Валерий Васильевич, Голуб Денис Михайлович, Волков Дмитрий Анатольевич
МПК / Мітки
МПК: B23K 35/40
Мітки: порошкового, спосіб, виготовлення, дроту
Код посилання
<a href="https://ua.patents.su/4-98709-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 31492
Опубліковано: 10.04.2008
Автори: Голуб Денис Михайлович, Старенченко Олександр Володимирович, Катренко Віталій Трофимович, Волков Дмитро Анатолійович
МПК: B23K 35/02
Мітки: порошкового, дроту, виготовлення, спосіб, самозахисного
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 0,5´12 мм), який заповнюють шихтою, що складається з феромагнітних компонентів у вигляді залізного порошку та феросплавів (феромарганець, феросиліцій, феротитан), та немагнітних шлако- й газоутворюючих компонентів, на 65±5 % обсягу порожнини жолоба,...
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 36259
Опубліковано: 27.10.2008
Автори: Голуб Денис Михайлович, Волков Дмитро Анатолійович, Славинський Руслан Леонідович, Катренко Віктор Трофимович
МПК: B23K 35/02
Мітки: самозахисного, спосіб, виготовлення, порошкового, дроту
Формула / Реферат:
Спосіб виготовлення самозахисного порошкового дроту, під час якого виконують формування холоднокатаної металевої стрічки у жолоб, заповнюють жолоб на 65±5 % об'єму порожнини шихтою, формують жолоб у трубку та виконують багатократне волочіння заповненої трубки, який відрізняється тим, що під час виготовлення на дріт впливають змінним поздовжнім магнітним полем з індукцією 0,9...1,1 Тл та періодом пульсацій 0,1...1 с та одночасно накладають...
Спосіб виготовлення порошкового дроту
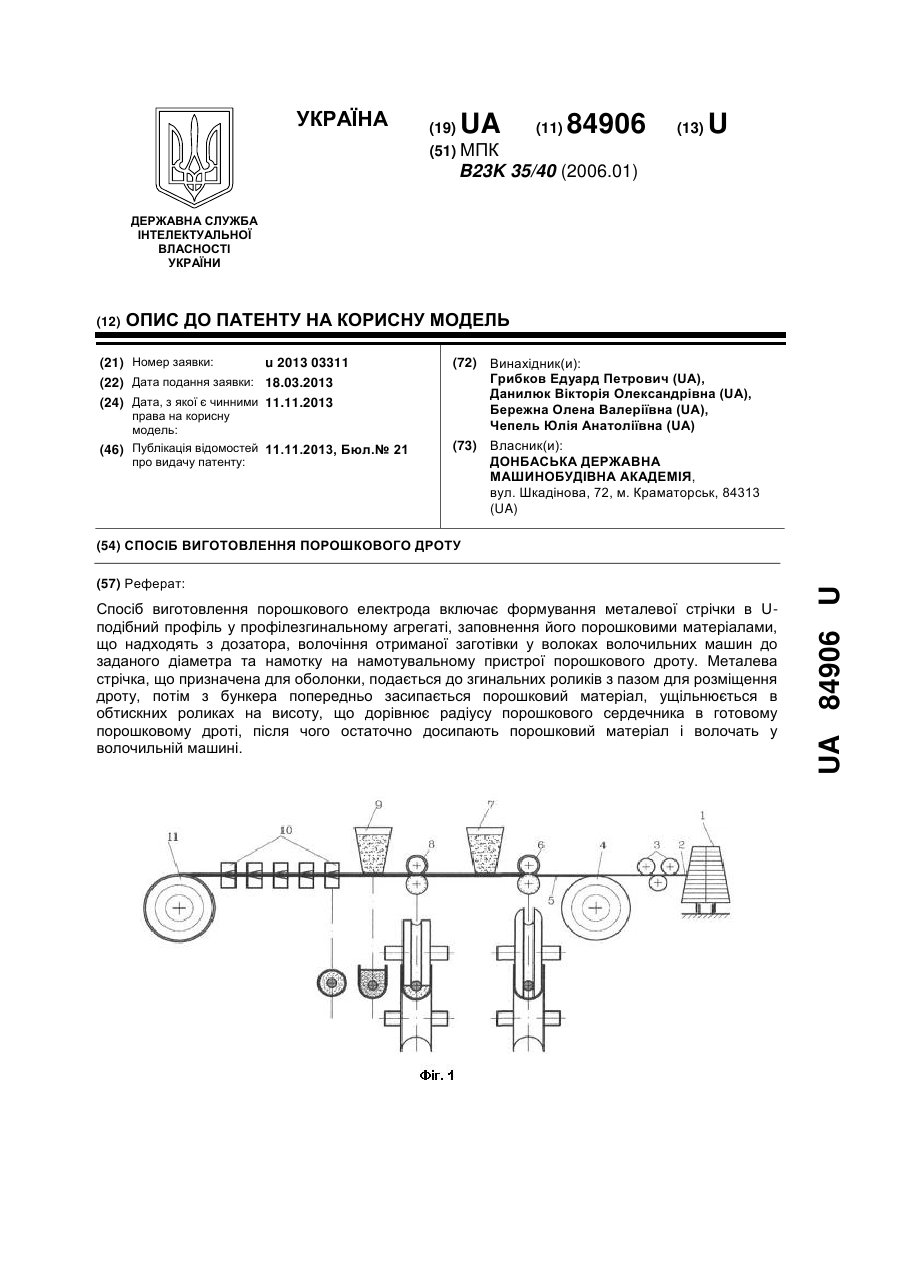
Номер патенту: 84906
Опубліковано: 11.11.2013
Автори: Чепель Юлія Анатоліївна, Данилюк Вікторія Олександрівна, Грибков Едуард Петрович, Бережна Олена Валеріївна
МПК: B23K 35/40
Мітки: порошкового, виготовлення, спосіб, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки, в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що металева стрічка, що призначена для оболонки, подається до згинальних роликів з...
Спосіб виготовлення порошкового дроту
Номер патенту: 84241
Опубліковано: 10.10.2013
Автори: Чепель Юлія Анатоліївна, Данилюк Вікторія Олександрівна, Грибков Едуард Петрович, Бережна Олена Валеріївна, Кассов Валерій Дмитрович
МПК: B23K 35/40
Мітки: спосіб, виготовлення, порошкового, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що з окремого розмотувача подають металевий дріт, який проходить крізь індуктор, де...
Спосіб виготовлення порошкового дроту

Номер патенту: 32174
Опубліковано: 12.05.2008
Автори: Шаповалов Константин Петрович, Гринь Олександр Григорович, Івасенко Микола Миколайович, Свиридов Олександр Володимирович
МПК: B23K 35/02
Мітки: дроту, виготовлення, порошкового, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки, до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що нагрівання порошкового дроту здійснюється до температури 500-600 °С, струмами високої частоти, після проходження
Попередній патент: Спосіб виробництва вина ігристого “салюте асті”
Наступний патент: Спосіб виготовлення порошкового дроту з металевим сердечником, що самоцентрується
Випадковий патент: Комбінований детектор іонізуючих випромінювань