Спосіб виготовлення порошкового дроту
Номер патенту: 100349
Опубліковано: 27.07.2015
Автори: Волков Дмитро Анатолійович, Голуб Денис Михайлович, Чигарьов Валерій Васильович
Формула / Реферат
Спосіб виготовлення порошкового дроту, що включає профілювання металевої стрічки у жолоб, заповнення його шихтою з феромагнітними матеріалами, завальцювання шихти в оболонці, вплив на дріт пульсуючим поздовжнім магнітним полем, з періодом пульсацій 0,1…1 с на виході з філь'єри та одночасне створення зсередини оболонки розрідження повітря 0,5…0,95 кПа, який відрізняється тим, що жолоб заповнюють порошковою шихтою на 65±5 % об'єму, а вплив магнітного поля відбувається між формуючою та обтискною філь'єрами, магнітне поле циліндричної форми є аксіально-симетричним та неоднорідним, індукція має величину 0,9…1,1 Тл, при цьому індукція та магнітний потік збільшуються в напряму волочіння, яке ведуть з деформаціями 5…10 % на першому переході, 10…20 % на наступних переходах та сумарними деформаціями 70…95 % до заданого діаметра.
Текст
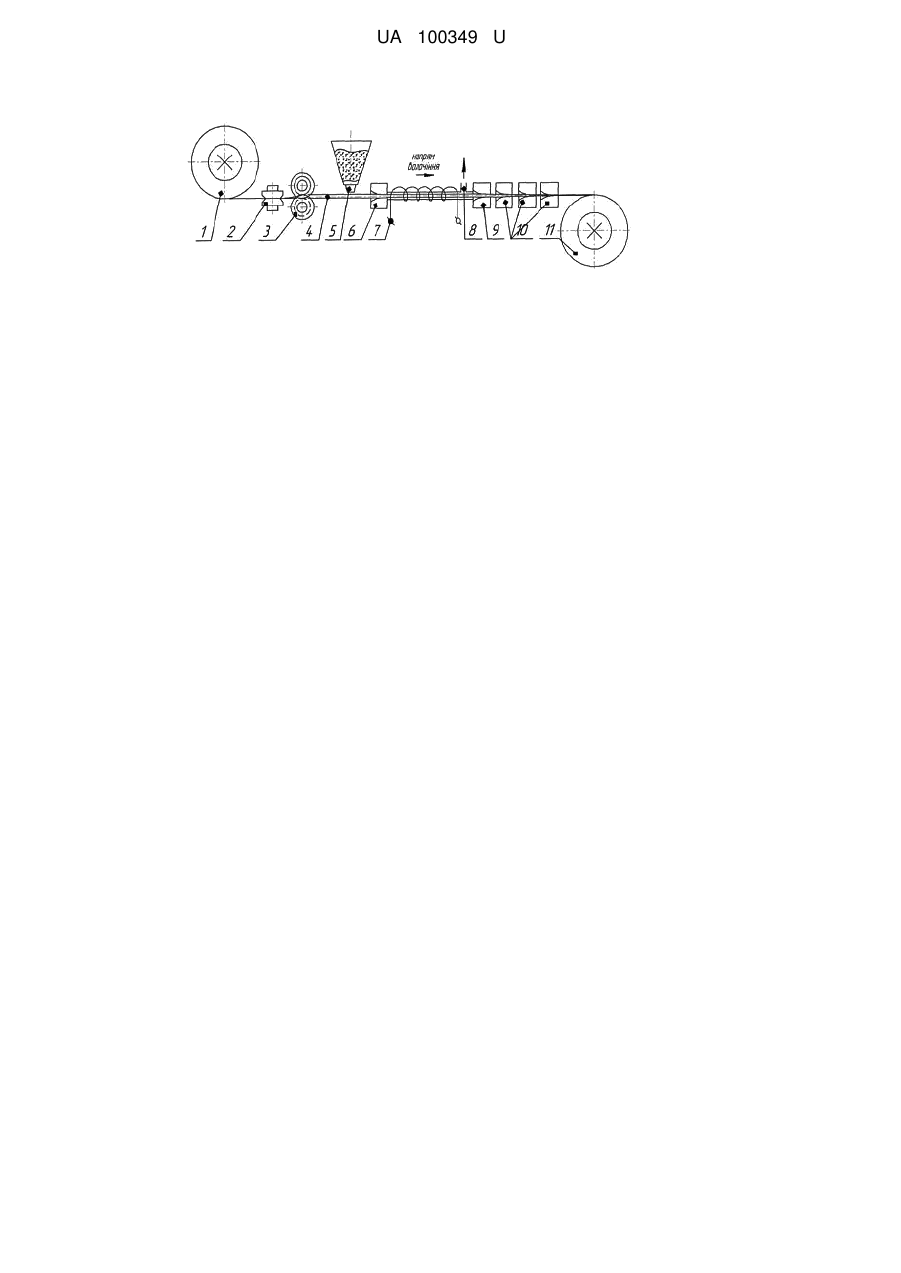
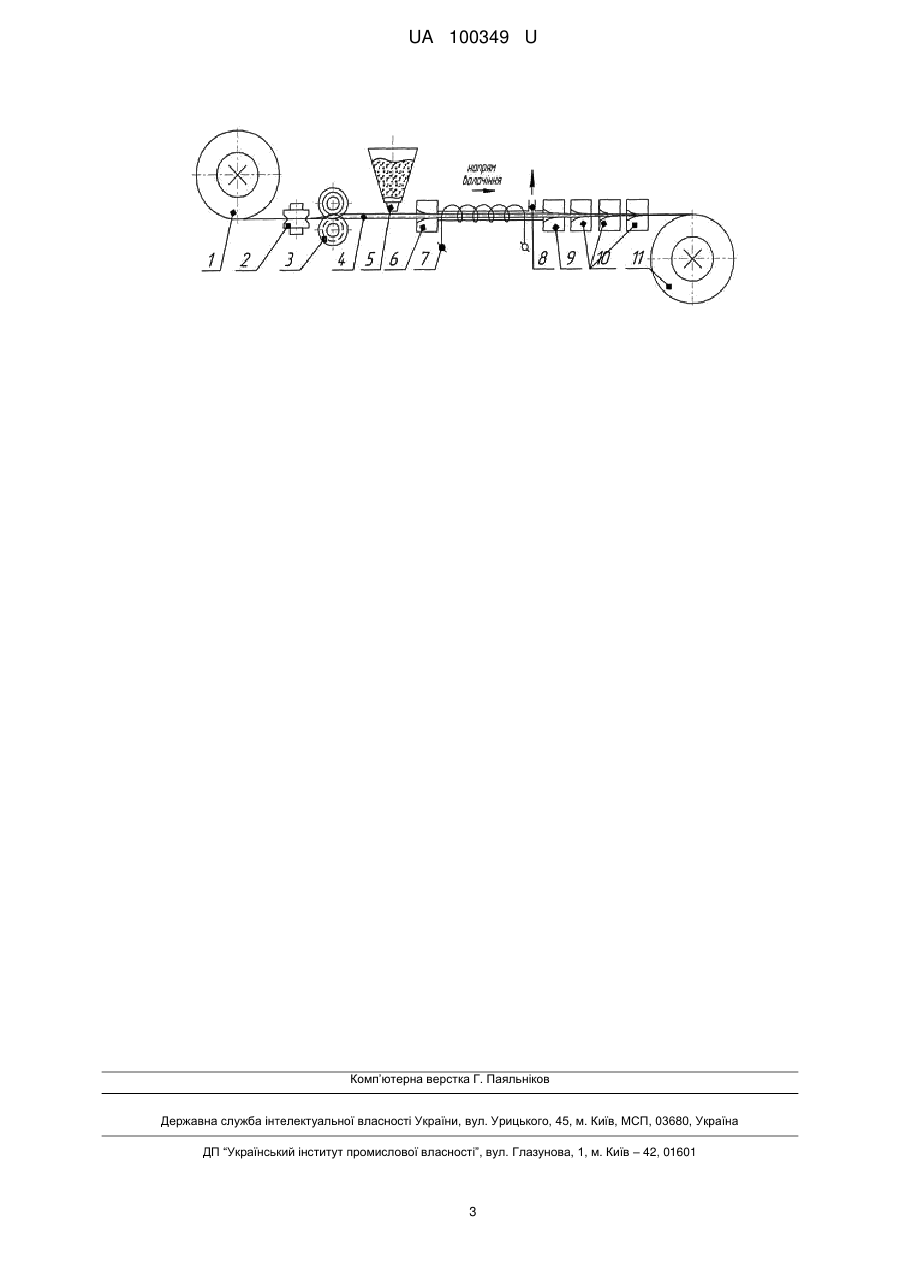
Реферат: Спосіб виготовлення порошкового дроту включає профілювання металевої стрічки у жолоб, заповнення його шихтою з феромагнітними матеріалами, завальцювання шихти в оболонці, вплив на дріт пульсуючим поздовжнім магнітним полем, з періодом пульсацій 0,1…1 с на виході з філь'єри та одночасне створення зсередини оболонки розрідження повітря 0,5…0,95 кПа. Жолоб заповнюють порошковою шихтою на 65±5 % об'єму, а вплив магнітного поля відбувається між формуючою та обтискною філь'єрами, магнітне поле циліндричної форми є аксіально-симетричним та неоднорідним, індукція має величину 0,9…1,1 Тл, при цьому індукція та магнітний потік збільшуються в напряму волочіння, яке ведуть з деформаціями 5…10 % на першому переході, 10…20 % на наступних переходах та сумарними деформаціями 70…95 % до заданого діаметра. UA 100349 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОРОШКОВОГО ДРОТУ UA 100349 U UA 100349 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі зварювання та може бути застосована для виготовлення порошкових дротів для зварювання та наплавлення, в тому числі самозахисних, а саме при виготовленні та відновленні штампового та пресового інструменту. Відомий спосіб виготовлення порошкового дроту [1], при якому виконують формування холоднокатаної металевої стрічки у жолоб, заповнення жолоба порошкоподібною шихтою, формування жолоба у трубку та подальше чотирьох- або шестикратне волочіння заповненої трубки для ущільнення шихти та отримання потрібного діаметра готового дроту, при цьому, з метою підвищення продуктивності процесу виготовлення та якості порошкового дроту, заповнення жолоба шихтою виконують у кількості 65±5 % об'єму порожнини трубки, а волочіння ведуть з сумарними деформаціями 70…95 % та одиничними деформаціями 20…45 %, при цьому вихідні розміри стрічки вибирають із співвідношення: Ошибка! Объект не может быть создан из кодов полей редактирования., де h - товщина стрічки; - коефіцієнт, що залежить від сумарної деформації заготовки та дорівнює 1,78…4,5; л - питома маса матеріалу стрічки; ш - насипна маса шихти; К з - коефіцієнт заповнення дроту шихтою у частках одиниці; К зп - коефіцієнт заповнення об'єму порожнини трубки шихтою, що дорівнює 0,65±0,05; B D h де B - ширина перерізу стрічки; D - зовнішній діаметр трубки, що дорівнює D d . Найближчим аналогом корисної моделі є спосіб виготовлення порошкового дроту [2], який полягає у профілюванні металевої стрічки у жолоб, заповненні його шихтою з феромагнітними матеріалами, завальцюванні шихти в оболонці, впливі на дріт пульсуючим поздовжнім магнітним полем, з періодом пульсацій 0,1…1с на виході з філь'єри та одночасно створенні зсередини оболонки розрідження повітря 0,5…0,95 кПа. Загальними суттєвими ознаками відомого способу виготовлення порошкового дроту й того, що заявляється, є профілювання металевої стрічки у жолоб, заповнення його шихтою з феромагнітними матеріалами, завальцювання шихти в оболонці, вплив на дріт пульсуючим поздовжнім магнітним полем, з періодом пульсацій 0,1…1с на виході з філь'єри та одночасно створення зсередини оболонки розрідження повітря 0,5…0,95 кПа. Недоліком порошкового дроту, виготовленого за відомим способом, є те, що при повному заповненні жолоба шихтою після закриття його в трубку погіршуються умови деформації дроту підчас волочіння. Шихта, що швидко ущільнюється, стримує подовження оболонки та призводить до виникнення остаточних розтягуючих напружень. Це призводить до втрати пластичності матеріалу оболонки, підвищення мікротвердості та виникнення наклепу на поверхні оболонки, обмежує її пластичні деформації під час волочіння, підвищує ймовірність обриву дроту під час волочіння та знижує надійність та продуктивність процесу волочіння. В основу корисної моделі поставлено задачу вдосконалення відомого способу виготовлення порошкового дроту шляхом зниження зусилля волочіння за рахунок зниження мікротвердості й підвищення пластичності оболонки дроту, а також підвищення зварювально-технологічних властивостей порошкового дроту в широких діапазонах режимів зварювання шляхом додаткового ущільнення сердечника та покращення його електро- та теплопровідності від оболонки до центру дроту, що забезпечить поліпшення фізико-механічних властивостей наплавленого металу та зниження пороутворення. Поставлену задачу вирішують за рахунок того, що жолоб заповнюють порошковою шихтою на 65±5 % об'єму, а вплив магнітного поля відбувається між формуючою та обтискною філь'єрами, магнітне поле циліндричної форми є аксіально-симетричним та неоднорідним, індукція має величину 0,9…1,1 Тл, при цьому індукція та магнітний потік збільшуються в напряму волочіння, яке ведуть з деформаціями 5…10 % на першому переході, 10…20 % на наступних переходах та сумарними деформаціями 70…95 % до заданого діаметра. Приклад здійснення способу. З розмотувача 1 металева стрічка (з розмірами 0,5 × 15 мм) за допомогою напрямних роликів 2 подається до формуючих роликів 3, які формують з неї U-подібний жолоб 4, у який з дозатора 5 засипають шихту на 65±5 % обсягу. Після цього заготовку у вигляді жолоба, заповнену шихтою, подають до формуючої філь'єри 6 та закривають у трубку. Трубчасту заготовку дроту з неущільненою шихтою піддають впливу аксіально-симетричного імпульсного 1 UA 100349 U 5 10 15 20 25 30 35 40 магнітного поля циліндричної форми з індукцією 0,9…1,1 Тл, з періодом пульсацій 0,1-1 с та регламентованою формою імпульсів, яке є неоднорідним, а його індукція та магнітний потік збільшуються у напрямку волочіння від циліндричного індуктора 7. Шихта порошкового дроту при цьому повинна містити 10…85 % феромагнітних компонентів. При меншій кількості - ефективність запропонованого способу знижується, при більшій знижується ефективність газошлакоутворюючої частини шихти. Внаслідок впливу магнітного поля, в системі "оболонка дроту - шихта" виникає МРС, яка впливає на феромагнітні частки шихти. При цьому, внаслідок намагнічування, між частками збільшується кількість поверхонь контакту, внаслідок чого електро- і теплопровідність шихти збільшується. Пилоподібна неметалева фракція буде відтіснена від технологічного стику оболонки, що зменшить ймовірність просипання шихти. Під впливом імпульсного магнітного поля за рахунок виникнення електропластичного ефекту відбувається зниження мікротвердості та підвищення пластичності, та, як наслідок, зниження зусилля волочіння при одночасному досягненні заданого коефіцієнта заповнення K з та надійного ущільнення шихти, що зменшить можливість її просипання. Відкачування повітря з внутрішньої порожнини заготовки дроту за допомогою вакуумної трубки 8 відбувається через технологічний стик, нещільно замкнений після формуючої філь'єри. Це створює перепад тиску на межі замикання заготовки дроту у трубку у формуючій філь'єрі 6, що у свою чергу створює потік повітря до порожнини оболонки через розкритий жолоб, що заповнений шихтою, та сприяє транспортуванню шихти до порожнини оболонки дроту, а також її ущільненню. Після намагнічування та відкачування повітря дріт пропускають через обтисну філь'єру 9, яка додатково ущільнить шихту, внаслідок чого додатково утворяться поверхні контакту між феромагнітними частками шихти. За допомогою калібруючих філь'єр 10 заготовку порошкового дроту перетягують до потрібного діаметра (для дослідного зразка - 3,0 мм). Готовий порошковий дріт намотують у бухту у намотувальний пристрої 11. Застосування пропонованого способу дозволяє покращити зварювально-технологічні властивості порошкового дроту в широких діапазонах режимів зварювання за рахунок підвищення пластичності та зменшення мікротвердості оболонки дроту в процесі виготовлення, а також додаткового ущільнення сердечника дроту та підвищення його електро- і теплопровідність, що забезпечить поліпшення фізико-механічних властивостей наплавленого металу та зниження пороутворення. Джерела інформації: 1. А.с. СССР № 992145 кл. В23К 35/40 Способ изготовления порошковой проволоки / И.К. Походня, В.Ф. Альтер, В.Н. Головко (СССР). - № 2677392 / 25-27; заявл. 18.10.78; опубл. 30.01.83; Бюл. № 4. - 3 с. 2. А.с. СССР № 1235690 кл. кл. В23К 35/40 Способ изготовления порошковой проволоки / Л.М. Куплевацкий, Е.Н. Рыбалка (СССР). - № 3817044 / 25-27; заявл. 27.11.84; опубл. 07.06.86; Бюл. № 21. - 3 с.: іл. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб виготовлення порошкового дроту, що включає профілювання металевої стрічки у жолоб, заповнення його шихтою з феромагнітними матеріалами, завальцювання шихти в оболонці, вплив на дріт пульсуючим поздовжнім магнітним полем, з періодом пульсацій 0,1…1 с на виході з філь'єри та одночасне створення зсередини оболонки розрідження повітря 0,5…0,95 кПа, який відрізняється тим, що жолоб заповнюють порошковою шихтою на 65±5 % об'єму, а вплив магнітного поля відбувається між формуючою та обтискною філь'єрами, магнітне поле циліндричної форми є аксіально-симетричним та неоднорідним, індукція має величину 0,9…1,1 Тл, при цьому індукція та магнітний потік збільшуються в напряму волочіння, яке ведуть з деформаціями 5…10 % на першому переході, 10…20 % на наступних переходах та сумарними деформаціями 70…95 % до заданогодіаметра. 2 UA 100349 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюChyhariov Valerii Vasyliovych, Volkov Dmytro Anatoliiovych, Holub Denys Mykhailovych
Автори російськоюЧигарев Валерий Васильевич, Волков Дмитрий Анатольевич, Голуб Денис Михайлович
МПК / Мітки
МПК: B23K 35/02
Мітки: спосіб, виготовлення, дроту, порошкового
Код посилання
<a href="https://ua.patents.su/5-100349-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 98709
Опубліковано: 12.05.2015
Автори: Голуб Денис Михайлович, Чигарьов Валерій Васильович, Волков Дмитро Анатолійович
МПК: B23K 35/40
Мітки: виготовлення, дроту, порошкового, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає у формуванні жолоба з металевої стрічки, заповненні його шихтою на 65±5 % обсягу порожнини, закритті жолоба у трубчасту заготівку, впливі постійним магнітним полем з індукцією 0,9…1,1 Тл на шихту та оболонку дроту, відкачуванні повітря з порожнини заготівки та подальшому багатократному волочінні з сумарними деформаціями 70…95 % та одиничними деформаціями 5…10 % - на першому...
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 31492
Опубліковано: 10.04.2008
Автори: Голуб Денис Михайлович, Волков Дмитро Анатолійович, Старенченко Олександр Володимирович, Катренко Віталій Трофимович
МПК: B23K 35/02
Мітки: самозахисного, виготовлення, порошкового, спосіб, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 0,5´12 мм), який заповнюють шихтою, що складається з феромагнітних компонентів у вигляді залізного порошку та феросплавів (феромарганець, феросиліцій, феротитан), та немагнітних шлако- й газоутворюючих компонентів, на 65±5 % обсягу порожнини жолоба,...
Спосіб виготовлення порошкового дроту

Номер патенту: 32174
Опубліковано: 12.05.2008
Автори: Шаповалов Константин Петрович, Гринь Олександр Григорович, Свиридов Олександр Володимирович, Івасенко Микола Миколайович
МПК: B23K 35/02
Мітки: порошкового, виготовлення, спосіб, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки, до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що нагрівання порошкового дроту здійснюється до температури 500-600 °С, струмами високої частоти, після проходження
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 36259
Опубліковано: 27.10.2008
Автори: Славинський Руслан Леонідович, Катренко Віктор Трофимович, Голуб Денис Михайлович, Волков Дмитро Анатолійович
МПК: B23K 35/02
Мітки: виготовлення, самозахисного, дроту, порошкового, спосіб
Формула / Реферат:
Спосіб виготовлення самозахисного порошкового дроту, під час якого виконують формування холоднокатаної металевої стрічки у жолоб, заповнюють жолоб на 65±5 % об'єму порожнини шихтою, формують жолоб у трубку та виконують багатократне волочіння заповненої трубки, який відрізняється тим, що під час виготовлення на дріт впливають змінним поздовжнім магнітним полем з індукцією 0,9...1,1 Тл та періодом пульсацій 0,1...1 с та одночасно накладають...
Спосіб виготовлення порошкового дроту
Номер патенту: 94863
Опубліковано: 10.06.2011
Автори: Корнієнко Олександр Миколайович, Чигарьов Валерій Васильович, Літвінов Олександр Павлович
МПК: B22F 3/105, B22F 5/12, B23K 35/40
Мітки: дроту, порошкового, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає заповнення металевого профілю порошковою шихтою, формування трубчастої заготівки і подальше волочіння до заданого діаметра, який відрізняється тим, що при заповненні профілю порошкову шихту пропускають через дуговий розряд, що збуджують між неплавкими електродами у середовищі інертного газу зі швидкістю, яка забезпечує видалення вологи, органічних та інших забруднень з порошку.