Спосіб нанесення зносостійкого покриття поверхонь деталей, що працюють в умовах реверсивного тертя
Номер патенту: 111975
Опубліковано: 25.11.2016
Автори: Імбірович Наталія Юріївна, Рудь Віктор Дмитрович, Повстяной Олександр Юрійович, Полінкевич Роман Миколайович, Куц Юлія Василівна


Формула / Реферат
Спосіб нанесення захисного зносостійкого покриття поверхонь деталей, що працюють в умовах реверсивного тертя, який здійснюють шляхом зачистки поверхні та нанесенням багатошарового захисного покриття, який відрізняється тим, що спочатку зачистку поверхні проводять дробоструменевою обробкою, після чого здійснюють електродугову металізацію з нанесенням електрометалізаційного покриття сплаву Д16, потім деталь синтезують методом плазмо-електролітичного оксидування.
Текст
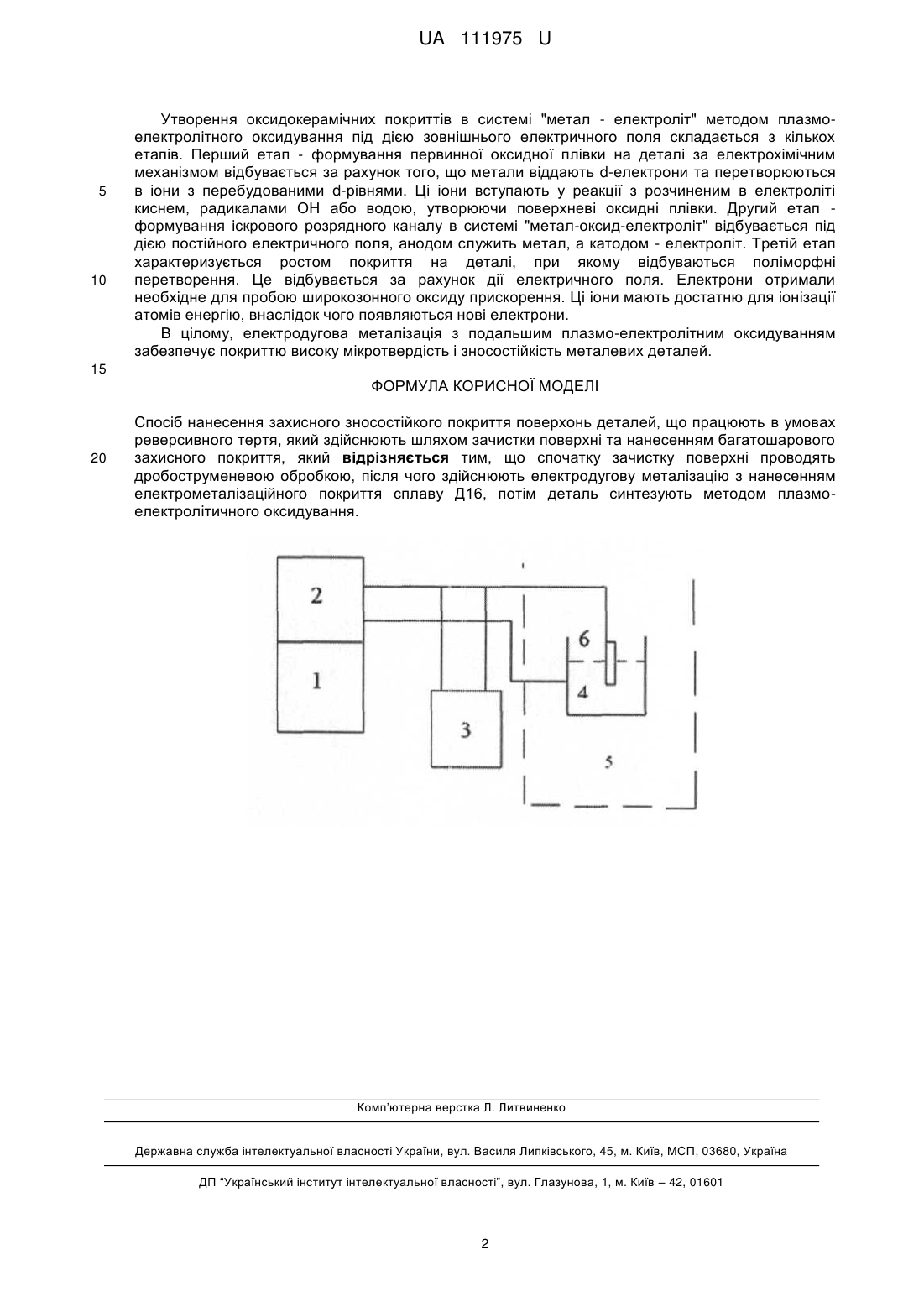
Реферат: Спосіб нанесення захисного зносостійкого покриття поверхонь деталей, що працюють в умовах реверсивного тертя, який здійснюють шляхом зачистки поверхні та нанесенням багатошарового захисного покриття. Спочатку зачистку поверхні проводять дробоструменевою обробкою. Після чого здійснюють електродугову металізацію з нанесенням електрометалізаційного покриття сплаву Д16. Потім деталь синтезують методом плазмоелектролітичного оксидування. UA 111975 U (12) UA 111975 U UA 111975 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме - до захисних зносостійких покриттів, і може бути застосована для зміцнення робочих поверхонь деталей машин і механізмів в умовах реверсивного тертя. Відомий спосіб нанесення корозійностійкого покриття на металеві поверхні деталей [патент України № 10308, Кл. С23С, 2005 р.], що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком. Недоліком цього способу є необхідність демонтажу деталі та висування її в камеру для виконання процесу нанесення покриття матеріалу. Поверхню великогабаритних деталей у такий спосіб захистити досить складно і досить дорого. Найбільш близький за своєю технічною суттю до запропонованого способу є спосіб захисту металевої поверхні від абразивного зносу, який включає зачистку поверхні та нанесення багатошарового захисного покриття на поліуретановій основі, у другий шар якого додають 2080 % порошку корунду фракції до 0,2 мм, а у третій - 20-80 % корунду фракції до 2 мм [Патент України 86360, Кл. С23С 14/06, 2013 р.]. Недоліком цього способу є низький опір покриття стираючим та динамічним навантаженням, велика товщина покриття, що в недостатній мірі забезпечує технічні вимоги до виробів. Також слід зазначити, що поліуретан в недостатній мірі забезпечує точність кінцевої обробки виробу. В основу корисної моделі поставлена задача у способі захисту металевої поверхні від абразивного зносу шляхом зміни технологічних операцій отримати новий технічний результат підвищення зносостійкості захисного покриття на металевих деталях, що працюють в умовах тертя й зносу. Поставлені задачі здійснюють наступним чином. У способі нанесення захисного зносостійкого покриття поверхонь деталей, що працюють в умовах реверсивного тертя, який здійснюють шляхом зачистки поверхні та нанесенням багатошарового захисного покриття, згідно з запропонованою корисною моделлю спочатку зачистку поверхні проводять дробоструменевою обробкою, після чого здійснюють електродугову металізацію з нанесенням електрометалізаційного покриття сплаву Д16, потім деталь синтезують методом плазмоелектролітичного оксидування. Захисне зносостійке покриття наносять таким чином: спочатку проводять електродугову металізацію з нанесенням електрометалізаційного покриття сплаву Д16, потім деталь синтезують методом плазмо-електролітичного оксидування. Процес електродугової металізації з нанесенням електрометалізаційного покриття на зразок містить такі головні операції: знежирення зразка; зачистка поверхні дробоструменевою обробкою; напилення зразків; контроль якості напилення. Після знежирення зразка здійснювали процес зачистки методом дробоструменевої обробки з такими режимами: - тиск стисненого повітря - 0,5….0,6 МПа. - віддаль між соплом і відновлюваною поверхнею - 80…120 мм. Після дробоструменевої обробки здійснюють електродугову металізацію з напиленням електрометалізаційного покриття сплаву Д16. Зразок напиляли з наступними режимами: - сила струму - 100 А; - напруга - 32 В; - віддаль від сопла до напилюваної поверхні - 100-110 мм; - тиск стисненого повітря - 0,6 МПа. Дроти металізатора для напилення були виготовлені зі сплаву Д16: основний А1(91,6-93,1), Сu(3,8-3,9), Mg(1,2-1,8), Zn(0,8), Si(0,4-0,5), Mn(0,3-0,9), Fe(0,4-0,5). Після напилення зразка контролюють якість напилення. Попереднє проведення електродугової металізації дозволяє провести подальший синтез оксидокерамічного покриття на деталі. Для реалізації процесу синтезу оксидів на металах методом плазмо-електролітичного оксидування спроектована і виготовлена установка для плазмо-електролітичного оксидування, блок-схема якої наведена на рис. Елементи блок-схеми: силова частина (1), контрольновимірний пульт (2), діодно-тиристорний перетворювач із системою керування (3), електролітна ванна (4), блок зупинки (5), деталь (6). Процес плазмо-електролітного оксидування проходив в електроліті наступного складу: 3 г/л KОН + 2 г/л рідкого скла, решта - дистильована вода. Співвідношення густини анодного струму 2 до катодного прийняли Іа/Іс = 1 А/дм , час синтезу зразка τ=80 хв., загальна густина струму Іа/Ік = 2 20/20 А/дм . 1 UA 111975 U 5 10 Утворення оксидокерамічних покриттів в системі "метал - електроліт" методом плазмоелектролітного оксидування під дією зовнішнього електричного поля складається з кількох етапів. Перший етап - формування первинної оксидної плівки на деталі за електрохімічним механізмом відбувається за рахунок того, що метали віддають d-електрони та перетворюються в іони з перебудованими d-рівнями. Ці іони вступають у реакції з розчиненим в електроліті киснем, радикалами ОН або водою, утворюючи поверхневі оксидні плівки. Другий етап формування іскрового розрядного каналу в системі "метал-оксид-електроліт" відбувається під дією постійного електричного поля, анодом служить метал, а катодом - електроліт. Третій етап характеризується ростом покриття на деталі, при якому відбуваються поліморфні перетворення. Це відбувається за рахунок дії електричного поля. Електрони отримали необхідне для пробою широкозонного оксиду прискорення. Ці іони мають достатню для іонізації атомів енергію, внаслідок чого появляються нові електрони. В цілому, електродугова металізація з подальшим плазмо-електролітним оксидуванням забезпечує покриттю високу мікротвердість і зносостійкість металевих деталей. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб нанесення захисного зносостійкого покриття поверхонь деталей, що працюють в умовах реверсивного тертя, який здійснюють шляхом зачистки поверхні та нанесенням багатошарового захисного покриття, який відрізняється тим, що спочатку зачистку поверхні проводять дробоструменевою обробкою, після чого здійснюють електродугову металізацію з нанесенням електрометалізаційного покриття сплаву Д16, потім деталь синтезують методом плазмоелектролітичного оксидування. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C23C 14/00, C23C 14/02, C23C 14/06
Мітки: нанесення, деталей, спосіб, реверсивного, покриття, поверхонь, тертя, зносостійкого, умовах, працюють
Код посилання
<a href="https://ua.patents.su/4-111975-sposib-nanesennya-znosostijjkogo-pokrittya-poverkhon-detalejj-shho-pracyuyut-v-umovakh-reversivnogo-tertya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення зносостійкого покриття поверхонь деталей, що працюють в умовах реверсивного тертя</a>
Спосіб отримання покриття поверхонь деталей пар тертя із залізовуглецевих сплавів комплексним методом
Номер патенту: 108895
Опубліковано: 25.06.2015
Автор: Стецько Андрій Євгенович
МПК: C23C 10/32, C23C 10/40, C23C 10/18, C23C 10/38, C23C 22/62
Мітки: сплавів, спосіб, залізовуглецевих, деталей, пар, комплексним, тертя, методом, отримання, поверхонь, покриття
Формула / Реферат:
Спосіб отримання покриття поверхонь деталей пар тертя із залізовуглецевих сплавів комплексним методом, який складається з нанесення на поверхню хімічного покриття з розчину, який містить гіпофосфіт натрію, аміак, сірчанокислий нікель та солі кобальту і натрію, та дифузійного хромування у порошковому середовищі, який відрізняється тим, що розчин містить як сіль кобальту - сірчанокислий кобальт, а як сіль натрію - мурашинокислий натрій і...
Спосіб отримання комбінованого покриття поверхонь деталей пар тертя із залізовуглецевих сплавів
Номер патенту: 47261
Опубліковано: 17.06.2002
Автори: Манько Олексій Васильович, Стецько Андрій Євгенович, Стецьків Остап Петрович
МПК: C23C 10/02
Мітки: сплавів, комбінованого, деталей, пар, покриття, поверхонь, тертя, залізовуглецевих, спосіб, отримання
Формула / Реферат:
Спосіб отримання комбінованого покриття поверхонь деталей пар тертя із залізовуглецевих сплавів, який складається з нанесення на поверхню хімічного покриття з розчину, який містить лимоннокислий натрій, гіпофосфіт натрію, аміак, сірчанокислий нікель та сіль кобальту і дифузійного хромування у порошковому середовищі, який відрізняється тим, що розчин містить як сіль кобальту сірчанокислий кобальт і додатково містить хлористий амоній, при...
Спосіб нанесення зносостійкого покриття на робочі поверхні пар тертя
Номер патенту: 10006
Опубліковано: 30.09.1996
Автори: Аспідов Віктор Іванович, Грискін Юхим Наумович, Грискіна Наталія Юхимівна, Плужник Юрій Федорович, Гребень Андрій Маркович
МПК: B22F 7/04
Мітки: нанесення, тертя, зносостійкого, покриття, поверхні, спосіб, робочі, пар
Формула / Реферат:
(57) Способ нанесения износостойкого покрытия на рабочие поверхности пар трения, включающий засыпку в кольцевую канавку, покрытую слоем меди, порошка релита, прессование его, засыпку цементирующего порошка на слой релита, повторное прессование и пропитку в процессе спекания в нейтральной атмосфере, отличающийся тем, что в качестве цементирующего материала берут порошок наплавочного твердого никелевого сплава, перед повторным прессованием на...
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей
Номер патенту: 10308
Опубліковано: 15.11.2005
Автори: Васильєв Михайло Олексійович, Хижко Віталій Дмитрович, Бовсуновський Евген Олексійович, Франчук Григорій Михайлович
МПК: C23C 24/00
Мітки: деталей, спосіб, покриття, корозійностійкого, металеві, нанесення, поверхні
Формула / Реферат:
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей, що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком, який відрізняється тим, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії у...
Спосіб нанесення зносостійкого покриття
Номер патенту: 43987
Опубліковано: 15.01.2002
Автори: Левшун Павло Володимирович, Кошеленко Павло Іванович, Боклан Ігнат Іванович
МПК: F16L 58/00
Мітки: зносостійкого, покриття, нанесення, спосіб
Формула / Реферат:
Спосіб нанесення зносостійкого покриття, який відрізняється тим, що приварюють окремі дротинки або куски сітки, потім приварюють шар сітки, який покриває всю зношену поверхню деталі, потім наносять композиційний матеріал, який заповнює окремі впадини та канавки, після чого наносять зносостійкий композиційний матеріал на всю зношену поверхню деталі, на якій попередньо змонтована металічна сітка.
Попередній патент: Пристрій для рентгенотелевізійного контролю
Наступний патент: Пневморідинний спосіб формування деталей швейних виробів об’ємно-просторової форми
Випадковий патент: Спосіб отримання хлористого ціануру