Спосіб прокатки залізничних одноребордних коліс малого діаметру
Номер патенту: 11223
Опубліковано: 25.12.1996
Автори: Колісніченко Володимир Васильович, Тімаков Генадій Іванович, Кузьмичов Михайло Васильович, Валетов Михайло Серафимович, Корж Дмитро Васильович, Пахомов Генадій Юхимович, Папученко Василь Васильович
Формула / Реферат
(57) Способ прокатки железнодорожных одноребордных колес малого диаметра, при котором заготовку вращают наклонными валками стана, осуществляют предварительную осадку обода по ширине, затем одновременно осуществляют осадку обода по ширине, диска по толщине, обода и диска по диаметру и формообразование реборды, отличающийся тем, что за 5...7 с до окончания осадки обода по ширине и диска по толщине скорость вращения деформируемой заготовки снижают на 10...15% от номинальной и сохраняют эту скорость до окончания осадки.
Текст
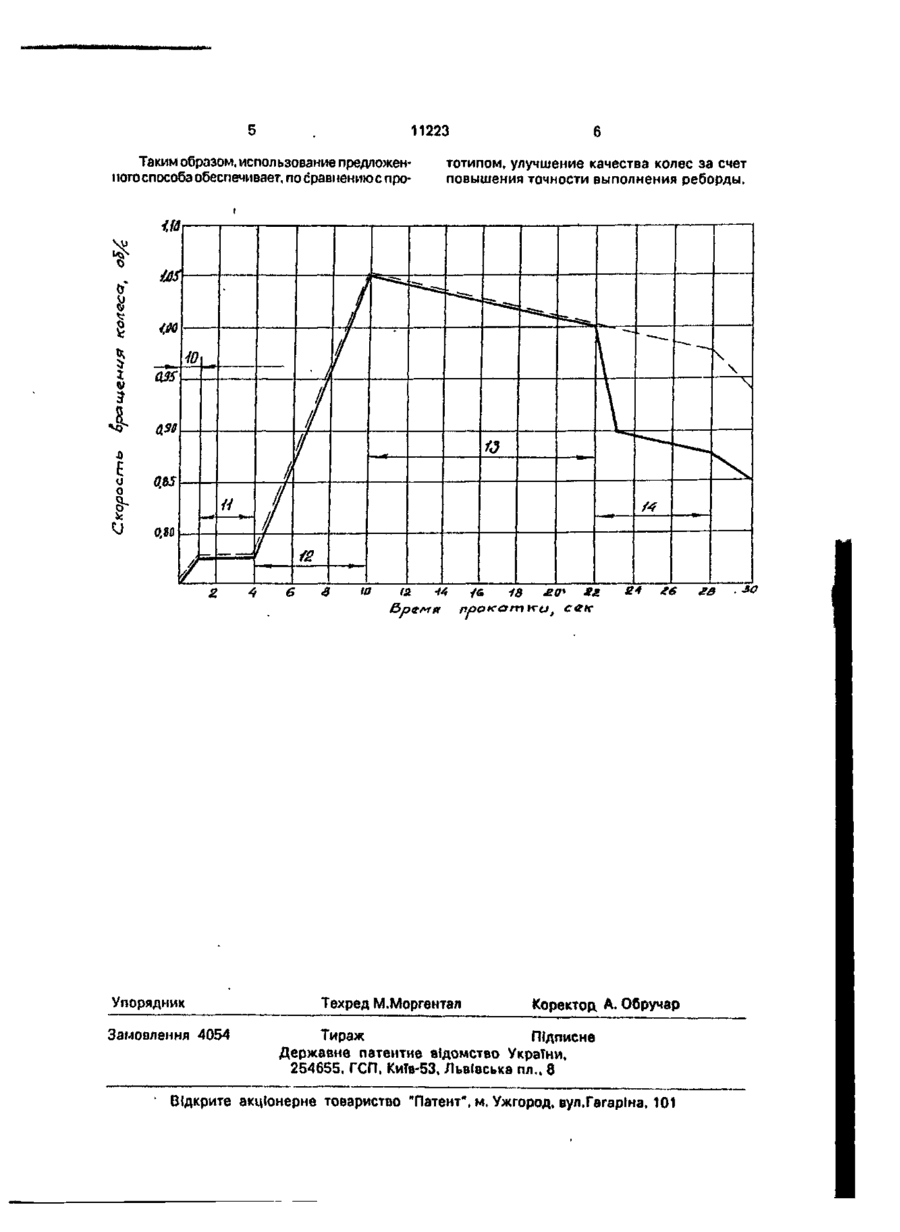
Способ прокатки железнодорожных одноребордных колес малого диаметра, при котором заготовку вращают наклонными валками стана, осуществляют предварительную осадку обода по ширине, затем одновременно осуществляют осадку обода по ширине, диска по толщине, обода и диска по диаметру и формообразование реборды, о т л и ч а ю щ и й с я тем, что за 5...7 с до окончания осадки обода по ширине и диска по толщине скорость вращения деформируемой заготовки снижают на 10...15% от номинальной и сохраняют эту скорость до окончания осадки. наклонными валками стана, в процессе которого производят осадку обода по ширине, диска по толщине, обода и диска по диаметру, а также выкатку реборды, которую осуществляют в течение всего процесса осадки, при этом снижают усилие обжатия после прокатки обода и диска при постоянном давлении и завершают прокатку с пониженной величиной усилия в течение 2-4 оборотов колеса. При этом в ходе прокатки снижаются обжатия металла обода за оборот. Уменьшение указанных обжатий можно достичь двумя путями: первый - как и предлагается в известном способе, снижением усилия обжатия, за счет уменьшения давления рабочей жидкости в нажимных гидроцилиндрах; второй - увеличением оборотов прокатываемого колеса. Поставленная цель - уменьшение эксцентриситета достигается при прокатке колес среднего и боль С > ко ю со О 11223 шого диаметров. При прокатке колес малого диаметра такой процесс еще более ухудшает качество колес в части выполнения реборды, т.к. при малой величине раскатки с уменьшением величины обжатий обода за оборот наблюдается невыполнение реборды по периметру колеса. Таким образом, данная технология не обеспечивает должного качества колес малого диаметра из-за невыполнения реборды по ее периметру. Целью настоящего изобретения является улучшение качества колес за счет повышения точности выполнения реборды. Задача, решаемая предложенным способом, заключается в том, чтобы при прокатке колес малого диаметра (малой раскатке по диаметру) обеспечить также обжатие внутренней ребордной поверхности обода, чтобы выполнялась требуемая конфигурация и размеры реборды. Отличительными признаками заявляемого способа по сравнению с прототипом являются: - снижение скорости вращения колеса при прокатке; - снижение скорости вращения колеса за 5-7 с до окончания осадки обода и диска; - снижение скорости вращения колеса в конце прокатки на 10-15%; - окончание осадки обода и диска на указанных (пониженных) оборотах колеса. Сравнительный анализ известных технических решений и заявляемого способа в этой части не обнаружил у них сходных признаков, следовательно заявляемый способ обладает существенными отличиями при достижении поставленной цели. Изобретение поясняется чертежом, где показан график режими работы стана. Сущность изобретения состоит в том, что для получения железнодорожных колес малого диаметра требуемого качества с полнопрофильной ребордой в.процессе прокатки колеса на стане оно приводится во вращение наклонными валками, при этом, после соприкосновения с заготовкой приводных наклонных, холостых нажимных и коренных валков производят предварительную осадку обода по ширине, а затем (после разгона приводов и перевода нажимных цилиндров на высокое давление) одновременную осадку обода по ширине, диска по толщине, обода и диска по диаметру, а также выкатку реборды которую осуществляют в течение всего процесса осадки, за 5-6 с до окончания осадки обода по ширине и диска по толщине скорость вращения колеса снижают на 10-15% и закапчивают эту осадку на этих оборотах колеса. При этом возрастают обжатия ребордной части обода 5 10 15 20 25 30 35 40 45 50 55 за оборот и 5-7 с прокатки с дополнительными обжатиями достаточно, чтобы реборда колес диаметром с о о т в е т с т в е н н о 850-700 мм была выполнена. Величина сниженил скорости оборотов колеса в конце прокатки на 10-15% обусловлена уровнем приближения группы колес малого диаметра (700-850 мм) к группе колес среднего диаметра (850-1050 мм). Использование предложенной технологии прокатки колес малого диаметра обеспечивает получение полнопрофильной реборды по периметру колеса. Проведенные прокатки на опытных партиях колес диаметром 840 мм для ж.д. колес КНР в условиях колесопрокатного цеха завода им. К.Либкнехта-дали положительные результаты. При этом невыполнение реборды в отдельных местах по периметру колеса наблюдалось у 0,0%, в то время, как при прокатке по ранее используемому способу - 6,1 %. Таким образом, указанная совокупность признаков является необходимой и достаточной для достижения цели изобретения," а отличительные признаки следует считать существенными. Пример конкретной реализации способа. При изготовлении железнодорожных колес диаметром 840 мм в колесопрокатном цехе Нижнеднепровского трубопрокатного завода им. К.Либкнехта после осадки исходной заготовки массой 450 кг и ее формовки осуществляют прокатку колеса в следующей последовательности: после пуска злектроприводов наклонных валков и подачи холостых нажимных и коренных валков под низким давлением (55 кгс/см 2 ) масла к заготовке, последняя вращается со скоростью 0,75 об/сек. В течение 5 с осуществляют предварительную осадку обода по ширине со 183 до 146 мм. Затем скорость вращения колеса увеличивают до максимальной величины (1,05 об/с) и переводят нажимные цилиндры наклонных и нажимных валков с низкого на высокое (160 кгс/см 2 ) давление масла. После этого осуществляют раскатку обода и диска по диаметру с одновременной дальнейшей осадкой обода по ширине (со 152 до 146 мм) и диска по толщине (с 29 до 23 мм). За 6 с до окончания прокатки (осадки обода и диска) скорость вращения колеса снижали с 1,00 до 0,90 об/с путем снижения оборотов приводных наклонных валков с 600 до 540 об/мин и в течение 5,5 с колесо прокатывали при этих пониженных оборотах. За этот период обжатия ребордной части обода имели повышенную величину 3,5 мм за ооорот. Полученное колесо имело четко выполненную роборду требуемых размеров - толщину 42 мм и высоту 29 мм. 5 . 11223 Таким образом, использование предложенного способа обеспечивает, по сравнению с про 6 тотипом, улучшение качества колес за счет повышения точности выполнения реборды. на 1 ш 40 ЇЇ I v І ш Л OSS' 0.90 /J .о Е о о 9^ г V 0,Ъ5 II 'і н 0,80 г/ / ( —т 4 6 6 ш 12 a E>pGMfl Упорядник Замовлення 4054 \ \ *< '—^ Техред М.Моргентал /б І8 * сяк Я2. Коректод А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиГв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101 гз
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling the railroad single-shoulder wheels of small diameter
Автори англійськоюPakhomov Henadii Yukhymovych, Papuchenko Vasyl Vasyliovych, Timakov Henadii Ivanovych, Kuzmichov Mykhailo Vasyliovych, Valetov Mykhailo Serafymovych, Korzh Dmytro Vasyliovych, Kolisnychenko Volodymyr Vasyliovych
Назва патенту російськоюСпособ прокатки железнодорожных одноребордных колес малого диаметра
Автори російськоюПахомов Геннадий Ефимович, Папученко Василий Васильевич, Тимаков Геннадий Иванович, Кузьмичев Михаил Васильевич, Валетов Михаил Серафимович, Корж Дмитрий Васильевич, Колисниченко Владимир Васильевич
МПК / Мітки
МПК: B21H 1/00
Мітки: прокатки, діаметру, коліс, малого, спосіб, одноребордних, залізничних
Код посилання
<a href="https://ua.patents.su/4-11223-sposib-prokatki-zaliznichnikh-odnorebordnikh-kolis-malogo-diametru.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки залізничних одноребордних коліс малого діаметру</a>
Спосіб прокатки залізничних колес
Номер патенту: 8188
Опубліковано: 29.03.1996
Автори: Бабушкін Анатолій Павлович, Крашевич Віктор Наумович, Валетов Михайло Серафимович
МПК: B21H 1/00
Мітки: колес, спосіб, прокатки, залізничних
Формула / Реферат:
Способ прокатки железнодорожных колес из отформованных заготовок путем прокатки обода по наружной и боковым его поверхностям и прокатки обода с диском по диаметру с постепенным снижением удельного усилия обжатия, отличающийся тем, что, с целью улучшения качества колес путем повышения точности их геометрических размеров, снижение удельного усилия обжатия начинают осуществлять после прокатки обода и диска при постоянном удельном усилии...
Спосіб виготовлення залізничних колес
Номер патенту: 4126
Опубліковано: 27.12.1994
Автори: Ганжа Валерій Володимирович, Назаренко Микола Васильович, Корж Дмитро Васильович, Тарасова Валентина Андріївна, Староселецький Михайло Іліч, Валетов Михайло Серафимович, Пахомов Генадій Юхимович, Буряк Анатолій Вікторович
Мітки: спосіб, виготовлення, колес, залізничних
Формула / Реферат:
1. Способ изготовления железнодорожных колес, включающий предварительную осадку, при которой создают условия для торможения радиального течения металла на торце заготовки со стороны приложения усилил осадки путем формирования на этом торце профильной поверхности, окончательную осадку, при которой осуществляют сглаживание профильной торцевой поверхности заготовки, формовку и прокатку колеса, отличающийся тем, что перед предварительной осадкой...
Спосіб термічної обробки заготовок суцільнокатаних коліс
Номер патенту: 5223
Опубліковано: 28.12.1994
Автори: Школа Владлен Іванович, Узлов Іван Герасимович, Мирошниченко Микола Григорович, Буряк Анатолій Вікторович, Козловський Альфред Іванович, Староселецький Михайло Ілліч, Кузьмичов Михайло Васильович, Пахомов Генадій Юхимович, Озиміна Валентина Василівна
МПК: C21D 9/34
Мітки: суцільнокатаних, заготовок, термічної, спосіб, обробки, коліс
Формула / Реферат:
(57) Способ термической обработки заготовок цельнокатаных колес, включающий нагрев под прокатку с изотермической выдержкой в процессе нагрева в течение 3...6ч., отличающийся тем, что выдержку производят при 850-890°С.
Спосіб прокатки заготівок
Номер патенту: 7901
Опубліковано: 26.12.1995
Автори: Нечепоренко Володимир Андрійович, Шульгін Григорій Митрофанович, Костюченко Михайло Іванович, Губайдулін Вячеслав Фуатович, Максаков Анатолій Іванович, Тільга Степан Сергійович, Бабанко Михайло Антонович, Левічев Павло Олексійович, Дишковець Геннадій Анатолійович
МПК: B21B 1/02
Мітки: прокатки, спосіб, заготівок
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью повышения технологичности процесса и уменьшения расхода валков, раскат формируют состоящим из прямоугольных заготовок, соединенных между собой перемычками по узким граням, а локальную деформацию металла в районе перемычек производят до соприкосновения узких граней по всей их ширине, после чего продольное разделение заготовок осуществляют прокаткой раската в...
Спосіб прокатки заготівки
Номер патенту: 7888
Опубліковано: 26.12.1995
Автори: Солод Володимир Сергійович, Костюченко Михайло Іванович, Максаков Анатолій Іванович, Нечепоренко Володимир Андрійович, Левічев Павло Олексійович, Шульгін Григорій Митрофанович, Остапенко Віктор Володимирович, Губайдулін Вячеслав Фуатович, Тільга Степан Сергійович
МПК: B21B 1/02
Мітки: прокатки, заготівки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью упрощения технологического процесса путем совмещения технологических операций и расширения области использования, продольное разделение раската осуществляют в процессе локального деформирования металла в районе перемычек путем ребрового обжатия раската с относительным обжатием 8-40% на ширине, равной по меньшей мере трехкратной толщине перемычки.2....
Попередній патент: Автономний акумулятор водню
Наступний патент: Землерийний робочий орган для безтраншейного укладання труб
Випадковий патент: Спосіб утилізації вуглецевмісних відходів