Спосіб прокатки залізничних колес
Номер патенту: 8188
Опубліковано: 29.03.1996
Автори: Крашевич Віктор Наумович, Бабушкін Анатолій Павлович, Валетов Михайло Серафимович
Формула / Реферат
Способ прокатки железнодорожных колес из отформованных заготовок путем прокатки обода по наружной и боковым его поверхностям и прокатки обода с диском по диаметру с постепенным снижением удельного усилия обжатия, отличающийся тем, что, с целью улучшения качества колес путем повышения точности их геометрических размеров, снижение удельного усилия обжатия начинают осуществлять после прокатки обода и диска при постоянном удельном усилии обжатия в течение 6-7 оборотов колеса, причем это снижение осуществляют в течение 4-6 оборотов колеса до достижения величины удельного усилия обжатия 55-65 кгс/см и завершают прокатку с этой величиной усилия в течение 2-4 оборотов колеса.
Текст
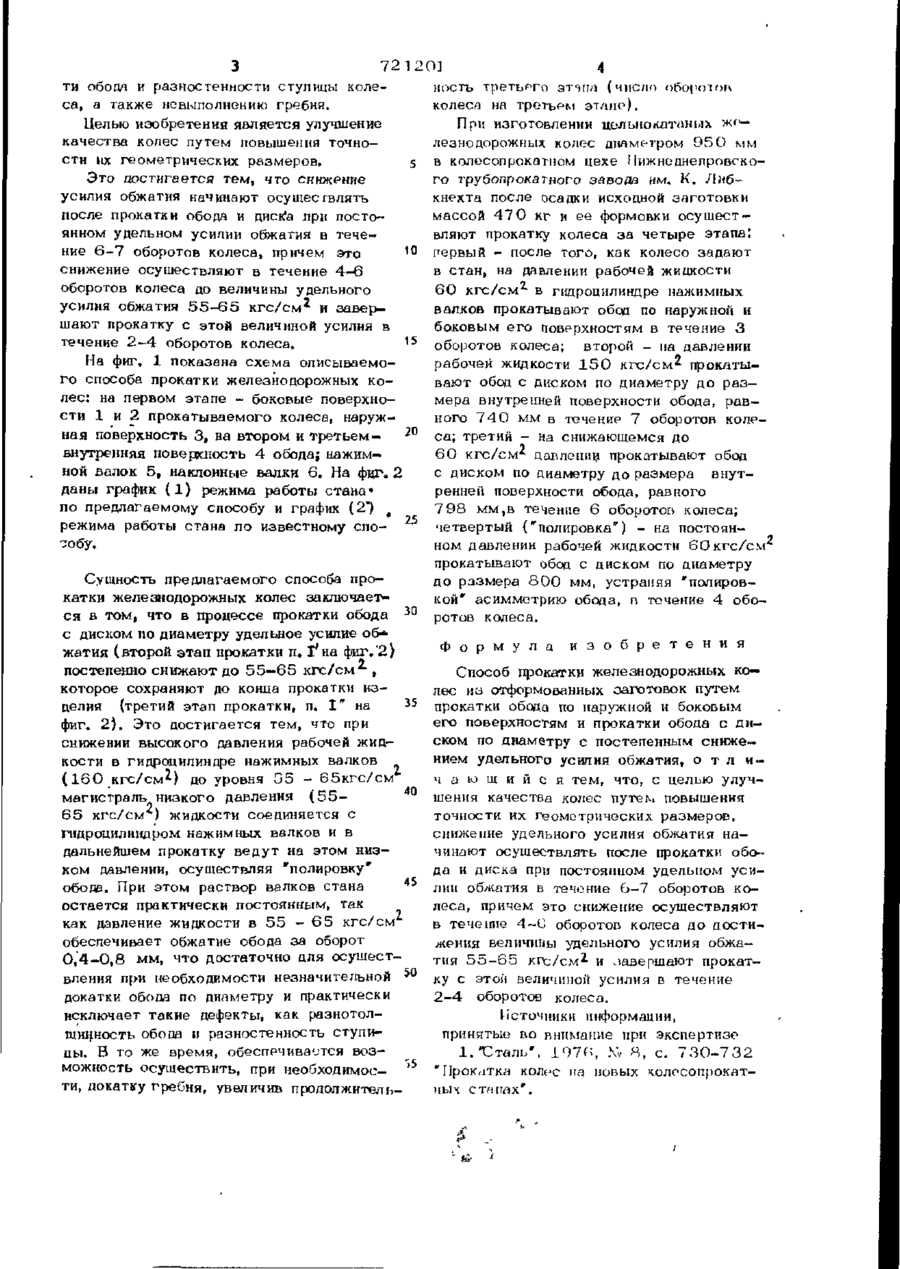
пис Союз Советскик ^малистмчес Республик (И) 5РЕ (61) Дополнительное к авт. свид-ву _ (22)3аивлено 0 7 . 0 7 . 7 8 (21) 2 6 4 2 9 4 8 / 2 5 - 2 7 с присоединением заявки № (23) Приоритет 1/04 Опубликовано 1 5 . 0 3 . 8 0 . Бюллетень № 10 Дата опубликования описання 1 8 , О З о 8 0 (72) Авторы изобретения В 2 1 !( 621.735. ,04(088.8) В. Н. Крашевич, М. С. Валетов и А. П. Бабушкин Институт черной металлургии (71) Заявитель ( 5 4 ) СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС 1 Изобретение относится к обработке металлов давлением. Известен способ прокатки железнодорожных колес из оштампованных заготовок путем прокатки обода по наружной и боковым его поверхностям и прокатки обода с диском по диаметру с постепенным уменьшением усилия обжатия VlJ , Однако такой способ не обеспечивает "полировки* обода в конце прокат-ли, т.е. прокатки колес при заданном постоянном растворе валков, в результате образуются разнотолитнность обода, смешение ступиды относительно обода, недокат обода и Гребня. Это происходит вследствие несо15 вершенства используемой технологии прокатки: на третьем ее этапе в зависимости от температуры заготовки окончание прокатки (по принятой базе - внутреннего диаметра обода) осуществляют при сниженном, по сравнению с высоким ( 1 6 0 кгс/см") давлении рабочей жидкости, но разном по значению - от 7 0 кгс/см . При достижении & раметра необходимых размеров валки сразу разводятся, что и приводит к указанным выше дефектам, так как при давлении жидкости 7 0 - 1 0 0 кгс/гм 2 обжатия обода еще достаточно велики 4-7 мм за оборот). Искусственно настроить стан на окончание прокатки при давлении! близком к нулю, не представляется возможным, так как при этом появляется другой дефект - недокат колеса по внутреннему диаметру (обжатия при давлении жидкости ниже 5 0 кгс/см практически равны нулю). Таким образом на действующих новых колесопрокатных станхх в связи с колебаниями температуры прокатываемой заготовки, а также в связи с разной массой исходных заготовок (и, как следствие, разного объема обода колеса) окончание прокатки колес осуществляют при разном давлении рабочей жидкости в гицроцилиндрах нажимных валков, что ведет к неодинаковым по величине разнотолшиннос З 72 12 О] 4 иость третьего этчпд (число оборот он колеса на третьем этане). При изготовлении цельнокатаных железнодорожных колес диаметром 95 0 мм 5 в колесопрокатном цехе Нижнє днепровского грубопрокагного завода им. К. ЛнбЭто постигается тем, что снижение кнехта после осадки исходной заготовки усилия обжатия начинают осуществлять массой 47 0 кг и ее формовки осущестпосле прокатки обода и диски при постовляют прокатку колеса за четыре этапа: янном удельном усилии обжатия в тече10 первый - после того, как колесо задают ние 6-7 оборотов колеса, причем это в стан, на давлении рабочей жидкости снижение осуществляют в течение 4-6 6 0 кгс/см 2 - в гидроцилиндре нажимных оборотов колеса до величины удельного валков прокатывают обод по наружной и усилия обжатия 5 5 - 6 5 кгс/см 2 и завербоковым его поверхностям в течение 3 шают прокатку с этой величиной усилия в 15 оборотов колеса; второй - на давлении течение 2-4 оборотов колеса. рабочей жидкости 1 5 0 кгс/см2 прокатыНа фиг, 1 показана схема описываемовают обод с диском по диаметру до разго способа прокатки железнодорожных комера внутренней поверхности обода, равлес: на первом этапе - боковые поверхноного 74 0 мм в течение 7 оборотов колести 1 и 2 прокатываемого колеса, наруж2 ная поверхность 3, на втором и третьем° са; третий - на снижающемся до 6 0 кгс/см^ давлении прокатывают обод внутренняя поверхность 4 обода; нажимс диском по диаметру до размера внутной валок 5, наклонные валки 6. На фщ\ 2 ренней поверхности обода, равного даны график ( 1 ) режима работы стана' 7 9 8 мм,в течение 6 оборотов колеса; по предлагаемому способу и график (2*) # режима работы стана по известному спо- 25 четвертый ("полировка") - на постоянном давлении рабочей жидкости 6 0 кгс/см* собу. прокатывают обод с диском по диаметру до размера 8 0 0 мм, устраняя 'полировСущность предлагаемого способа прокой* асимметрию обода, п течение 4 обокатки железнодорожных колес заключаетротов колеса. 30 ся в том, что в процессе прокатки обода с диском по диаметру удельное усилие об-ь Ф о р м у л а и з о б р е т е н и я жатия (второй этап прокатки п. I і на фиг. 2) постепенно снижают до 55—65 кгс/см ^ , Способ прокатки железнодорожных кокоторое сохраняют до конца прокатки излес иа отформованных заготовок путем 35 делия (третий этап прокатки, л. I " на прокатки обода по наружной и боковым фиг. 2). Это достигается тем, что при его поверхностям и прокатки обода с диснижении высокого давления рабочей жидском по диаметру с постепенным снижекости в гидроцилиндре нажимных валков нием удельного усилия обжатия, о т л и ( 1 6 0 кгс/см*) до уровня 35 - 65кгс/см ч а ю щ и й с я тем, что, с целью улучмагистраль низкого давления ( 5 5 шения качества колес путеї~і повышения 6 5 кгс/см ) жидкости соединяется с точности их геометрических размеров, гидроцилиндром нажимных валков и в снижение удельного усилия обжатия надальнейшем прокатку ведут на этом низчинают осуществлять после прокатки обоком давлении, осуществляя "полировку* да и диска при постоянном удельном уси45 лии обжатия в течение 0—7 оборотов кообода. При этом раствор валков стана остается практически постоянным, так леса, причем это снижение осуществляют как давление жидкости в 5 5 - 6 5 кгс/см в течение 4-0 оборотов колеса до достиобеспечивает обжатие обода за оборот жения величины удельного усилия обжа0,'4-0,8 мм, что достаточно для осущесттия 5 5 - 6 5 кгс/см* и завершают прокатвления при необходимости незначительной 5 0 ку с этой величиной усилия в течение докатки обода по диаметру и практически 2-4 обор отое к олес а. исключает такие дефекты, как разнотолИсточники информации, щинность обода и разностенность ступипринятый во внимание при экспертизе цы. В го же время, обеспечивается воз1.'Сталь*, 1 9 7 f s X 8, с. 7 3 0 - 7 3 2 V )5 можность осуществить, при необходимое* Прокатка колес на новых ч.олосопрокятти, докатігу гребня, увеличив продолжительти обода и разностенности ступицы колеса, а также невыполнению гребня. Целью изобретения является улучшение качества копес путем повышения точности их геометрических размеров, ПЫХ СТ7ШЙХ*. 721201 УУ/ШШ/А 3 Редактор М. Харитонова 6 9 - 1 2 Обороты промотыВовмого Составитель М. Волкова Техред С. Мигай 15 /голоса. Корректор Заказ 3 8 / 9 Тираж 9 8 6 Подписное ЦЖіИІіИ Государственного комитета СССР по долам изобретении и открытий 1 1 3 0 3 5 , Москва, Ж - 3 5 , Раушская наб., д. 4 / 5 Филиал ПІНІ "Патент", г. Ужгород, ул. Проектная, 4 И. Муска
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling railroad
Автори англійськоюBabushkin Anatolii Pavlovych, Valetov Mykhailo Serafymovych
Назва патенту російськоюСпособ прокатки железнодорожных колес
Автори російськоюБабушкин Анатолий Павлович, Валетов Михаил Серафимович
МПК / Мітки
МПК: B21H 1/00
Мітки: спосіб, залізничних, прокатки, колес
Код посилання
<a href="https://ua.patents.su/4-8188-sposib-prokatki-zaliznichnikh-koles.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки залізничних колес</a>
Спосіб виготовлення залізничних колес
Номер патенту: 4126
Опубліковано: 27.12.1994
Автори: Пахомов Генадій Юхимович, Назаренко Микола Васильович, Корж Дмитро Васильович, Валетов Михайло Серафимович, Староселецький Михайло Іліч, Тарасова Валентина Андріївна, Ганжа Валерій Володимирович, Буряк Анатолій Вікторович
Мітки: виготовлення, спосіб, колес, залізничних
Формула / Реферат:
1. Способ изготовления железнодорожных колес, включающий предварительную осадку, при которой создают условия для торможения радиального течения металла на торце заготовки со стороны приложения усилил осадки путем формирования на этом торце профильной поверхности, окончательную осадку, при которой осуществляют сглаживание профильной торцевой поверхности заготовки, формовку и прокатку колеса, отличающийся тем, что перед предварительной осадкой...
Спосіб термообробки кранових колес зі збільшеною маточиною
Номер патенту: 1900
Опубліковано: 20.12.1994
Автори: Тертишний Вадим Олегович, Борозняк Олена Олеговна, Борозняк Олександр Іванович, Тракшинський Борис Романович
МПК: C21D 9/34
Мітки: кранових, маточиною, спосіб, колес, збільшеною, термообробки
Формула / Реферат:
Способ термообработки крановых колес с увеличенной ступицей, включающий нагрев колеса с предварительно расточенным отверстием выше критической точки Ас3, выдержку, охлаждение путем вращения реборды и дорожки катания в воде и отпуск, обеспечивающий получение структуры сорбита, отличающийся тем, что после охлаждения реборды и дорожки катания колесо выдерживают на воздухе до достижения ступицей температур ниже Ас3, а ребордой и дорожкой катания...
Спосіб виготовлення зубчатих колес
Номер патенту: 5097
Опубліковано: 28.12.1994
Автори: Сергєєв Святослав Тимофійович, Шевцов Євген Миколайович
МПК: B23F 15/00, B23F 5/00
Мітки: виготовлення, колес, зубчатих, спосіб
Формула / Реферат:
Способ изготовления зубчатых колёс, профиль которых выполнен по сложным кривым, имеющим выпуклые и вогнутые участки, включающий зубонарезание, термообработку и заключительную операцию, отличающийся тем, что, с целью упрощения технологии изготовления профилей зубьев и повышения точности обработки, зубонарезание производят с помощью двух долбяков, один из которых формирует выпуклую часть профиля зуба, а другой - вогнутую, при этом режущие...
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Злинько Валерій Дмитрович, Загребельний Віктор Терентійович, Самойленко Генадій Дмитрович, Лісовський Олександр Олександрович, Науменко Сергій Григорович, Кірсанов Микола Васильович, Куценко Олександр Іванович, Король Радимір Миколайович, Король Микола Миколайович, Кравченко Юрій Олексійович, Смолін Олексій Миколайович, Кекух Станіслав Миколайович, Хохлов Анатолій Іванович
МПК: B21B 21/00
Мітки: прокатки, холодної, труб, періодичної, спосіб, тонкостінних, особливої
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Єремєєв Віктор Іванович, Прохода Григорій Сергійович, Крупник Ісаак Абрамович, Ющевський Віктор Карлович, Гончар Володимир Павлович, Гавриленко Євген Дмитрович, Сапригін Хразален Михайлович, Кузнєцов Лев Федорович, Филонов Юрій Всеволодович
МПК: B21B 1/38
Мітки: металу, спосіб, штабового, прокатки
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Попередній патент: Спосіб одержання білкового збагачувача харчових продуктів з дріжджів
Наступний патент: Клиновий коуш
Випадковий патент: Спосіб оцінки стійкості генотипів льону до фузаріозу