Гарячекатаний сталевий лист та спосіб його виготовлення
Номер патенту: 113404
Опубліковано: 25.01.2017
Автори: Амар Орелі, Перлад Астрід, Пешно Флоранс, Станбак Ерік, Піпар Жан Марк, Хасані Фарід Е.

Формула / Реферат
1. Гарячекатаний сталевий лист з межею текучості, більшою 690 МПа і меншою або рівною 840 МПа, з межею міцності 780-950 МПа, відносним подовженням при розриві, більшим 10 % і коефіцієнтом (Ас) роздачі отвору, більшим або рівним 50 %, хімічний склад якого включає, в мас. %:
0,040≤С≤0,065,
1,4≤Mn≤1,9,
0,1≤Si≤0,55,
0,095≤Ті≤0,145,
0,025≤Nb≤0,045,
0,005≤Аl≤0,1,
0,002≤N≤0,007,
S≤0,004,
Р<0,020,
решта - залізо та неминучі технологічні домішки,
мікроструктура листа складається з зернистого бейніту, фериту, цементиту з процентною часткою площі, меншою 1,5 %, та карбонітридів титану і ніобію, причому щільність нітриду титану з середнім розміром, більшим 6 мкм менша або дорівнює 3/мм2, і відношення розміру DL зерна, виміряного паралельно напрямку прокатки, та розміру DN зерна, виміряного перпендикулярно напрямку прокатки, менше або дорівнює 1,4.
2. Сталевий лист за п. 1, який відрізняється тим, що хімічний склад додатково містить, в мас. %:
Cr≤0,7,
Сu≤0,1,
Ni≤0,25,
В≤0,003,
Са≤0,005,
Mg≤0,005.
3. Сталевий лист за п. 1, який відрізняється тим, що відношення розміру DL зерна, виміряного паралельно напрямку прокатки, і розміру DN зерна, виміряного перпендикулярно напрямку прокатки, менше або дорівнює 1,3.
4. Сталевий лист за будь-яким з пп. 1-3, який відрізняється тим, що хімічний склад містить, в мас. %:
0,045≤С≤0,065,
1,6≤Mn≤1,9,
0,1≤Si≤0,55,
0,095≤Ті≤0,125,
0,025≤Nb≤0,045,
0,01≤А1≤0,1,
0,002≤N≤0,007,
S≤0,004,
Р<0,020,
необов'язково
Сu≤0,1,
Ni≤0,25,
В≤0,003,
Са≤0,005,
Mg≤0,005,
решта - залізо і неминучі технологічні домішки, причому зазначена композиція не містить хрому.
5. Сталевий лист за будь-яким з пп. 1-4, який відрізняється тим, що склад сталі містить, в мас. %:
0,1≤Si≤0,3.
6. Сталевий лист за п. 1, який відрізняється тим, що хімічний склад містить, в мас. %:
0,040≤Сu≤0,065,
1,4≤Mn≤1,9,
0,1≤Si≤0,4,
0,095≤Ті≤0,145,
0,025≤Nb≤0,045,
0,01≤Аl≤0,1,
0,002≤N≤0,007,
0,2≤Сr≤0,7,
S≤0,004,
Р<0,020,
необов'язково
Сu≤0,1,
Ni≤0,25,
В≤0,003,
Са≤0,005,
Mg≤0,005,
решта - залізо і неминучі технологічні домішки.
7. Сталевий лист за будь-яким з пп. 1, 2, 3 або 6, який відрізняється тим, що склад сталі включає, в мас. %:
0,4≤Сr≤0,6.
8. Сталевий лист за будь-яким з пп. 1-7, який відрізняється тим, що процентна частка площі зернистого бейніту складає 80-95 % і процентна частка площі фериту складає менше 20 %.
9. Сталевий лист за будь-яким з пп. 1-8, який відрізняється тим, що склад сталі містить, в мас. %:
0,0005 %≤Са≤0,005.
10. Сталевий лист за будь-яким з пп. 1-9, який відрізняється тим, що склад сталі містить, в мас. %:
0,0005≤Mg≤0,005.
11. Спосіб виготовлення гарячекатаного сталевого листа з межею текучості, більшою 690 МПа і меншою або рівною 840 МПа, межею міцності 780-950 МПа і відносним подовженням при розриві, більшим 10 %, який відрізняється тим, що отримують рідку сталь, склад якої містить, в мас. %:
0,040≤С≤0,065,
1,4≤Mn≤1,9,
0,1≤Si≤0,55,
0,095≤Ті≤0,145,
0,025≤Nb≤0,045,
0,005≤Al≤0,1,
0,002≤N≤0,007,
S≤0,004,
Р<0,020,
решта - залізо і неминучі домішки,
проводять обробку рідкої сталі вакуумом або проводять обробку рідкої сталі SiCa, причому в останньому випадку композиція додатково містить, в мас. %:
0,0005≤Са≤0,005,
кількість титану [Ті] та азоту [N], розчиненого в рідкій сталі, задовольняє співвідношенню %[Ti]:%[N]≤6·10-4 %,
сталь розливають для отримання відлитого напівфабрикату, потім
зазначений відлитий напівфабрикат піддають гарячій прокатці з температурою кінця прокатки 880-930 °C, зі ступенем обтискання передостаннього проходу, меншим 0,25, ступенем обтискання останнього проходу, меншим 0,15, з сумою двох ступенів обтискання, меншою 0,37, з початковою температурою на початку передостаннього проходу, меншою 960 °C, для отримання гарячекатаного продукту, потім
зазначений гарячекатаний продукт охолоджують зі швидкістю 50-150 °C для отримання гарячекатаного сталевого листа і потім зазначений лист намотують при температурі намотування 470-625 °C.
12. Спосіб за п. 11, який відрізняється тим, то склад сталі додатково містить, в мас. %:
Cr≤0,7,
Сu≤0,1,
Ni≤0,25,
В≤0,003,
Mg≤0,005.
13. Спосіб за п. 11 або 12, який відрізняється тим, що після розливання вказаний напівфабрикат нагрівають до температури 1160-1300 °C.
14. Спосіб за будь-яким з пп. 11-13, який відрізняється тим, що сталь містить, в мас. %:
0,045≤С≤0,065,
1,6≤Mn≤1, 9,
0,1≤Si≤0,3,
0,095≤Ті≤0,125,
0,025≤Nb≤0,045,
0,01≤А≤0,1,
0,002≤N≤0,007,
S≤0,004,
P<0,020,
необов'язково
Сu≤0,1,
Ni≤0,25,
В≤0,003,
Mg≤0,005,
решта - залізо і неминучі технологічні домішки,
причому сталь не містить хрому.
15. Спосіб за п. 14, який відрізняється тим, що намотування листа проводять при температурі між 515 °C та строго 620 °C.
16. Спосіб за будь-яким з пп. 11-15, який відрізняється тим, що лист намотують при температурі намотування 515-560 °C, потім
лист протравлюють, потім,
протравлений лист нагрівають до температури 600-750 °C, охолоджують зі швидкістю 5-20 °C/с і потім отриманий лист покривають цинком у відповідній ванні цинкування.
17. Спосіб за п. 11, який відрізняється тим, що сталь містить, в мас. %:
0,040≤С≤0,065,
1,4≤Mn≤1,9,
0,1≤Si≤0,4,
0,095≤Ті≤0,145,
0,025≤Nb≤0,045,
0,005≤Аl≤0,1,
0,002≤N≤0,007,
0,2≤Cr≤0,7,
S≤0,004,
P<0,020,
необов'язково
Сu≤0,1,
Ni≤0,25,
В≤0,003,
Са≤0,005,
Mg≤0,005,
решта - залізо і неминучі технологічні домішки,
і лист намотують при температурі 470-580 °C.
18. Спосіб за п. 11, який відрізняється тим, що сталь містить, в мас. %:
0,4≤Сr≤0,6.
19. Спосіб за п. 17 або 18, який відрізняється тим, що, якщо сумарний вміст Mn, Si та Сr складає менше 2,35 %, лист намотують при температурі 520-580 °C.
Текст
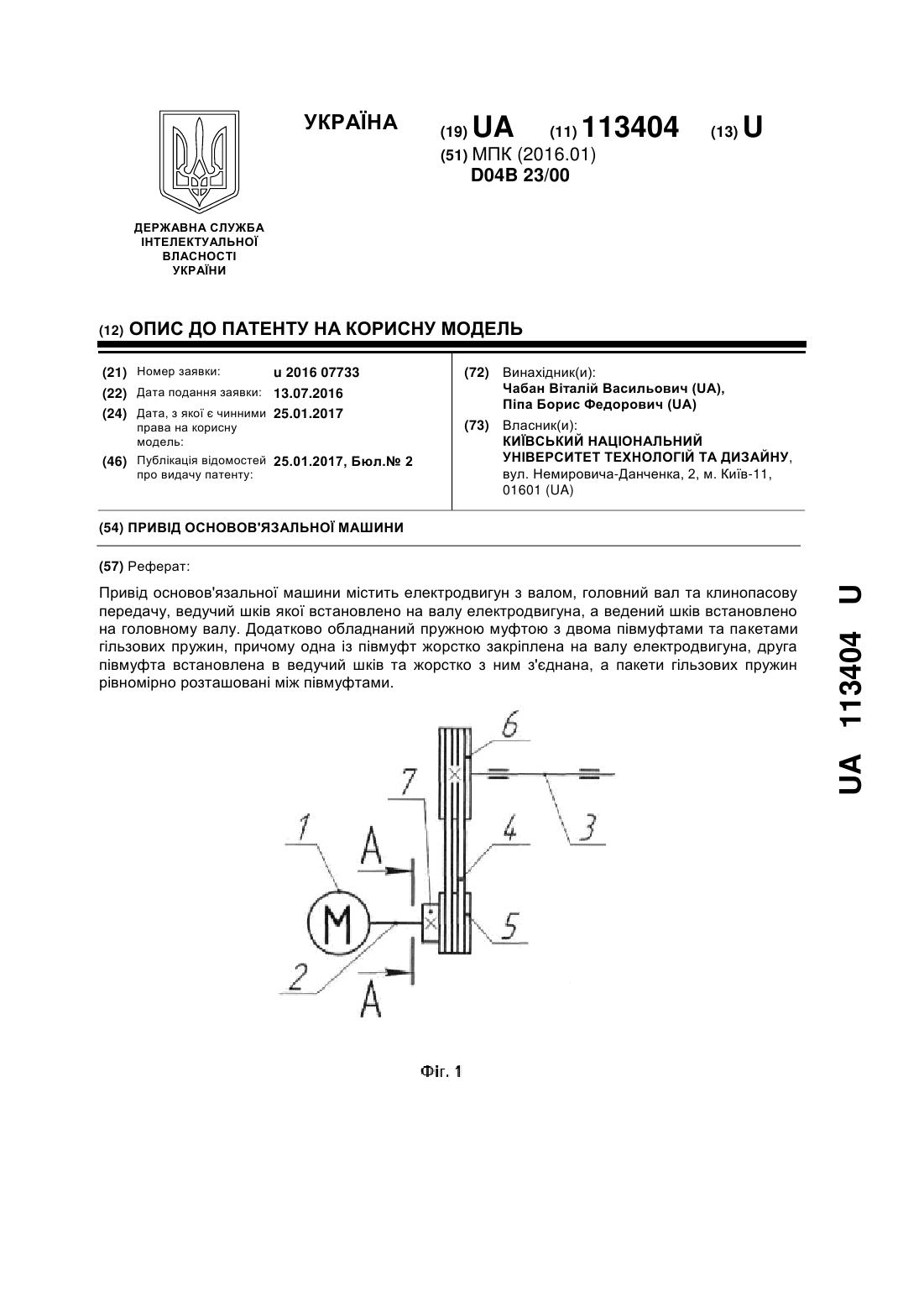
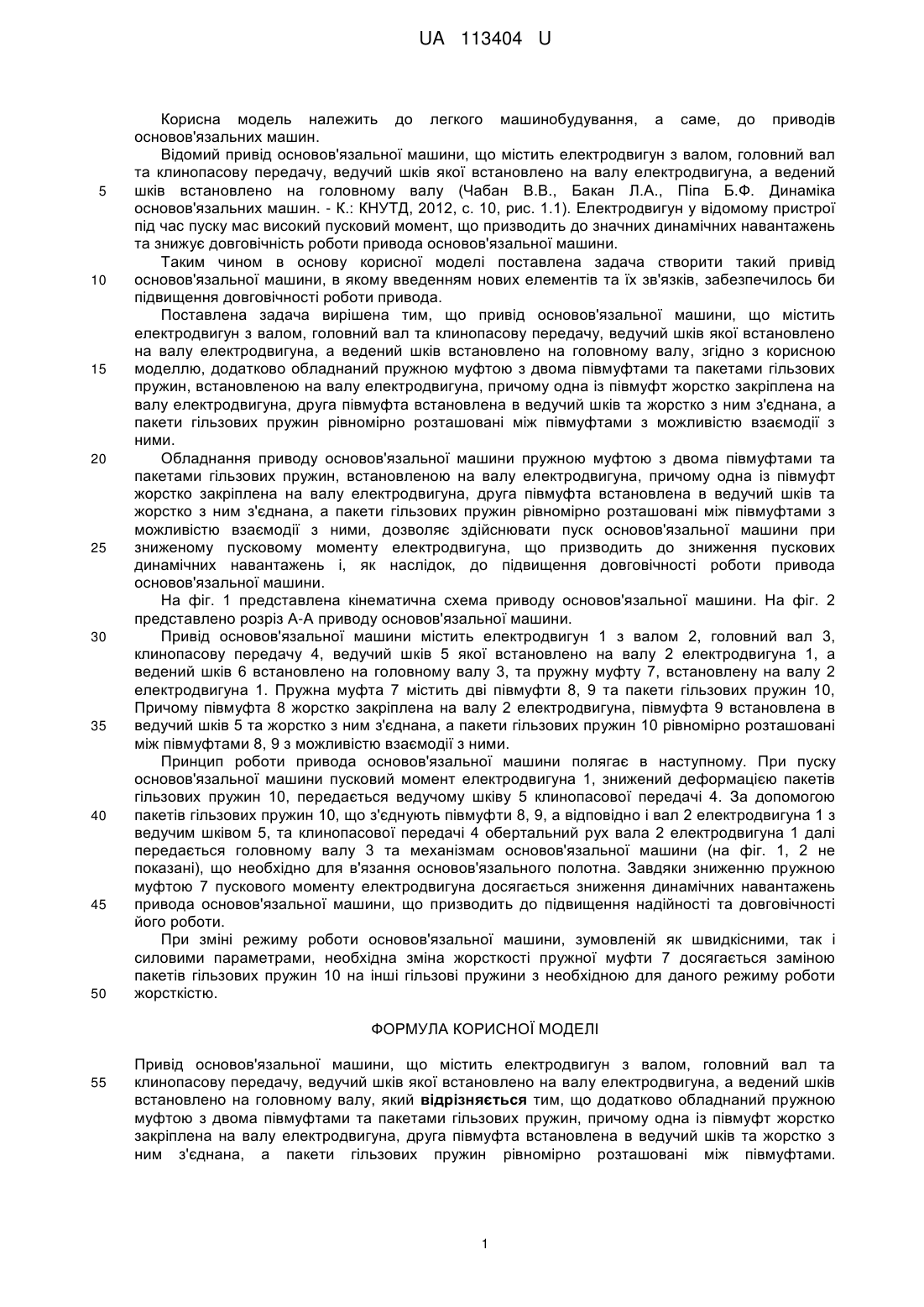
Реферат: UA 113404 U UA 113404 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до легкого машинобудування, а саме, до приводів основов'язальних машин. Відомий привід основов'язальної машини, що містить електродвигун з валом, головний вал та клинопасову передачу, ведучий шків якої встановлено на валу електродвигуна, а ведений шків встановлено на головному валу (Чабан В.В., Бакан Л.Α., Піпа Б.Ф. Динаміка основов'язальних машин. - К.: КНУТД, 2012, с. 10, рис. 1.1). Електродвигун у відомому пристрої під час пуску мас високий пусковий момент, що призводить до значних динамічних навантажень та знижує довговічність роботи привода основов'язальної машини. Таким чином в основу корисної моделі поставлена задача створити такий привід основов'язальної машини, в якому введенням нових елементів та їх зв'язків, забезпечилось би підвищення довговічності роботи привода. Поставлена задача вирішена тим, що привід основов'язальної машини, що містить електродвигун з валом, головний вал та клинопасову передачу, ведучий шків якої встановлено на валу електродвигуна, а ведений шків встановлено на головному валу, згідно з корисною моделлю, додатково обладнаний пружною муфтою з двома півмуфтами та пакетами гільзових пружин, встановленою на валу електродвигуна, причому одна із півмуфт жорстко закріплена на валу електродвигуна, друга півмуфта встановлена в ведучий шків та жорстко з ним з'єднана, а пакети гільзових пружин рівномірно розташовані між півмуфтами з можливістю взаємодії з ними. Обладнання приводу основов'язальної машини пружною муфтою з двома півмуфтами та пакетами гільзових пружин, встановленою на валу електродвигуна, причому одна із півмуфт жорстко закріплена на валу електродвигуна, друга півмуфта встановлена в ведучий шків та жорстко з ним з'єднана, а пакети гільзових пружин рівномірно розташовані між півмуфтами з можливістю взаємодії з ними, дозволяє здійснювати пуск основов'язальної машини при зниженому пусковому моменту електродвигуна, що призводить до зниження пускових динамічних навантажень і, як наслідок, до підвищення довговічності роботи привода основов'язальної машини. На фіг. 1 представлена кінематична схема приводу основов'язальної машини. На фіг. 2 представлено розріз А-А приводу основов'язальної машини. Привід основов'язальної машини містить електродвигун 1 з валом 2, головний вал 3, клинопасову передачу 4, ведучий шків 5 якої встановлено на валу 2 електродвигуна 1, а ведений шків 6 встановлено на головному валу 3, та пружну муфту 7, встановлену на валу 2 електродвигуна 1. Пружна муфта 7 містить дві півмуфти 8, 9 та пакети гільзових пружин 10, Причому півмуфта 8 жорстко закріплена на валу 2 електродвигуна, півмуфта 9 встановлена в ведучий шків 5 та жорстко з ним з'єднана, а пакети гільзових пружин 10 рівномірно розташовані між півмуфтами 8, 9 з можливістю взаємодії з ними. Принцип роботи привода основов'язальної машини полягає в наступному. При пуску основов'язальної машини пусковий момент електродвигуна 1, знижений деформацією пакетів гільзових пружин 10, передається ведучому шківу 5 клинопасової передачі 4. За допомогою пакетів гільзових пружин 10, що з'єднують півмуфти 8, 9, а відповідно і вал 2 електродвигуна 1 з ведучим шківом 5, та клинопасової передачі 4 обертальний рух вала 2 електродвигуна 1 далі передається головному валу 3 та механізмам основов'язальної машини (на фіг. 1, 2 не показані), що необхідно для в'язання основов'язального полотна. Завдяки зниженню пружною муфтою 7 пускового моменту електродвигуна досягається зниження динамічних навантажень привода основов'язальної машини, що призводить до підвищення надійності та довговічності його роботи. При зміні режиму роботи основов'язальної машини, зумовленій як швидкісними, так і силовими параметрами, необхідна зміна жорсткості пружної муфти 7 досягається заміною пакетів гільзових пружин 10 на інші гільзові пружини з необхідною для даного режиму роботи жорсткістю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Привід основов'язальної машини, що містить електродвигун з валом, головний вал та клинопасову передачу, ведучий шків якої встановлено на валу електродвигуна, а ведений шків встановлено на головному валу, який відрізняється тим, що додатково обладнаний пружною муфтою з двома півмуфтами та пакетами гільзових пружин, причому одна із півмуфт жорстко закріплена на валу електродвигуна, друга півмуфта встановлена в ведучий шків та жорстко з ним з'єднана, а пакети гільзових пружин рівномірно розташовані між півмуфтами. 1 UA 113404 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюHot-rolled steel sheet and associated production method
Автори англійськоюPerlade, Astrid, Amard, Aurelie, Pechenot, Florence, Stenback, Erik, Pipard, Jean Marc, Hassani, Farid, E.
Автори російськоюПерлад Астрид, Амар Орели, Пешно Флоранс, Станбак Эрик, Пипар Жан Марк, Хасани Фарид Е.
МПК / Мітки
МПК: C22C 38/12, C21D 9/46, C23C 2/06, C21D 8/04, C22C 38/04, C22C 38/02, C22C 38/14
Мітки: сталевий, гарячекатаний, виготовлення, лист, спосіб
Код посилання
<a href="https://ua.patents.su/4-113404-garyachekatanijj-stalevijj-list-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Гарячекатаний сталевий лист та спосіб його виготовлення</a>
Гарячекатаний сталевий лист або деталь, спосіб їх виготовлення та застосування, зварене з’єднання із сталевого листа або деталі
Номер патенту: 98798
Опубліковано: 25.06.2012
Автори: Дрійє Паскаль, Ормстон Дам'єн
МПК: C22C 38/00, C22C 38/04, C21D 9/46
Мітки: деталі, сталевого, сталевий, з'єднання, виготовлення, гарячекатаний, лист, застосування, деталь, листа, зварене, спосіб
Формула / Реферат:
1. Гарячекатаний сталевий лист або деталь з міцністю, яка перевищує 800 МПа, з видовженням при розриві, яке перевищує 10 %, із сталі, яка має наступний склад, мас. %:0,050 ≤ С ≤ 0,090 1 ≤ Мn ≤ 2 0,015 ≤ Аl ≤ 0,050 0,1 ≤ S ≤ 0,3 0,10 ≤ Mo ≤ 0,40 S ≤ 0,010 Р ≤ 0,025 0,003 ≤ N ≤ 0,009 0,12 ≤ V...
Холоднокатаний і відпалений сталевий лист, спосіб його виготовлення (варіанти) і застосування
Номер патенту: 99289
Опубліковано: 10.08.2012
Автори: Мулен Антуан, Хіль Отін Хав'єр
МПК: C22C 38/06, C22C 38/04, C21D 8/02, C21D 9/46, C22C 38/02, C22C 38/12
Мітки: холоднокатаний, спосіб, сталевий, відпалений, застосування, лист, виготовлення, варіанти
Формула / Реферат:
1. Холоднокатаний і відпалений сталевий лист з межею міцності при розтягненні більше 1200 МПа, до складу якого входять, в мас. %:0,10 £ С £ 0,25, 1 £ Мn £ 3, Аl ³ 0,01, 1,2 ≤ Si £ 1,8, S £ 0,015, Р £ 0,1, N £ 0,008, при цьому 1,2 £ Si+Al £ 3,0, у разі потреби, склад містить:0,05 £ V £...
Сталевий лист для виробництва легких конструкцій, спосіб виготовлення цього листа та його застосування
Номер патенту: 95490
Опубліковано: 10.08.2011
Автори: Бонне Фредерик, Буазиз Оливье, Шевалло Жан-Клод
МПК: C22C 38/32, C22C 38/00, C22C 38/58, B21B 1/00, C22C 38/14, C21C 7/00
Мітки: конструкцій, спосіб, лист, цього, легких, виробництва, застосування, виготовлення, сталевий, листа
Формула / Реферат:
1. Лист зі сталі, хімічний склад якої включає, мас. %:0,010 ≤ C ≤ 0,200,06 ≤ Мn ≤ 3,0Si ≤ 1,50,005 ≤ А1 ≤ 1,5S ≤ 0,030Р ≤ 0,040титан і бор в таких кількостях, що:2,5 ≤ Ті ≤ 7,2(0,45×Ті) - 0,35 ≤ В ≤ (0,45×Ті) + 0,70, таза необхідності один або більше елементів, вибраних з...
Гаряче- або холоднокатаний сталевий лист, спосіб його виготовлення та його застосування в автомобільній промисловості
Номер патенту: 107519
Опубліковано: 12.01.2015
Автори: Сюгі Філіп, Скот Колін
МПК: C21D 9/46, C21D 8/02, C22C 38/04
Мітки: лист, автомобільний, промисловості, сталевий, застосування, виготовлення, холоднокатаний, спосіб, гаряче
Формула / Реферат:
1. Гарячекатаний або холоднокатаний сталевий лист, який відрізняється тим, що він має наступний склад, мас. %:0,6≤С≤0,917≤Μn≤220,2≤Αl≤0,90,2≤Si≤1,1за умови, що 0,85≤Αl+Si≤1,91,2≤Сu≤1,9S≤0,030Ρ≤0,080Ν≤0,1за необхідності:Nb≤0,25, переважно...
Сталь низької щільності з хорошою здатністю до штампування, сталевий лист, спосіб його виготовлення та застосування
Номер патенту: 99827
Опубліковано: 10.10.2012
Автори: Юріарт Жан-Луі, Буазіз Олів'є, Дрійє Жозе, ара Ксав'є, Перлад Астрід
МПК: C22C 38/04, C21D 6/00, C22C 38/06, C22C 38/00, C21D 8/04, C21D 8/02
Мітки: низької, спосіб, сталь, виготовлення, здатністю, штампування, сталевий, щільності, хорошою, лист, застосування
Формула / Реферат:
1. Гарячекатаний феритний лист зі сталі, до складу якої входять, в мас. %:0,001% £ С £0,15% Мn £ 1%Si £ 1,5% 6 %£ Аl £ 10%0,020% £ Ті £ 0,5%S £ 0,050%Р £ 0,1%решту складає залізо та неминучі при виробництві домішки, при цьому середній розмір феритного зерна dIV, виміряний на поверхні, перпендикулярній поперечному напрямку...
Попередній патент: Спосіб підвищення ефективності folr1 терапії раку
Наступний патент: Комбінована капсульна композиція з подвійним вивільненням, що містить бромдигідроартемізинін і двовалентне залізо fе2+
Випадковий патент: Роторний двигун внутрішнього згорання