Трубоелектрозварювальний стан
Номер патенту: 113589
Опубліковано: 10.02.2017
Автори: Олійник Вікторія Володимирівна, Зінченко Юрій Анатолійович, Курпе Олександр Геннадійович, Левтєрова Ірина Анатоліївна, Годинський Олександр Анатолійович, Пісмарьов Костянтин Євгенович
Формула / Реферат
Трубоелектрозварювальний стан, що містить формувальні групи клітей, ножові групи клітей, зварювальну кліть, зовнішній гратознімач і прасувальну кліть, який відрізняється тим, що трубоелектрозварювальний стан додатково містить механізм обробки зварювального шва і біляшовної зони у вигляді металевої щітки з шириною робочої поверхні від 15 до 30 мм, розміщений між зовнішнім гратознімачем і прасувальною кліттю.
Текст
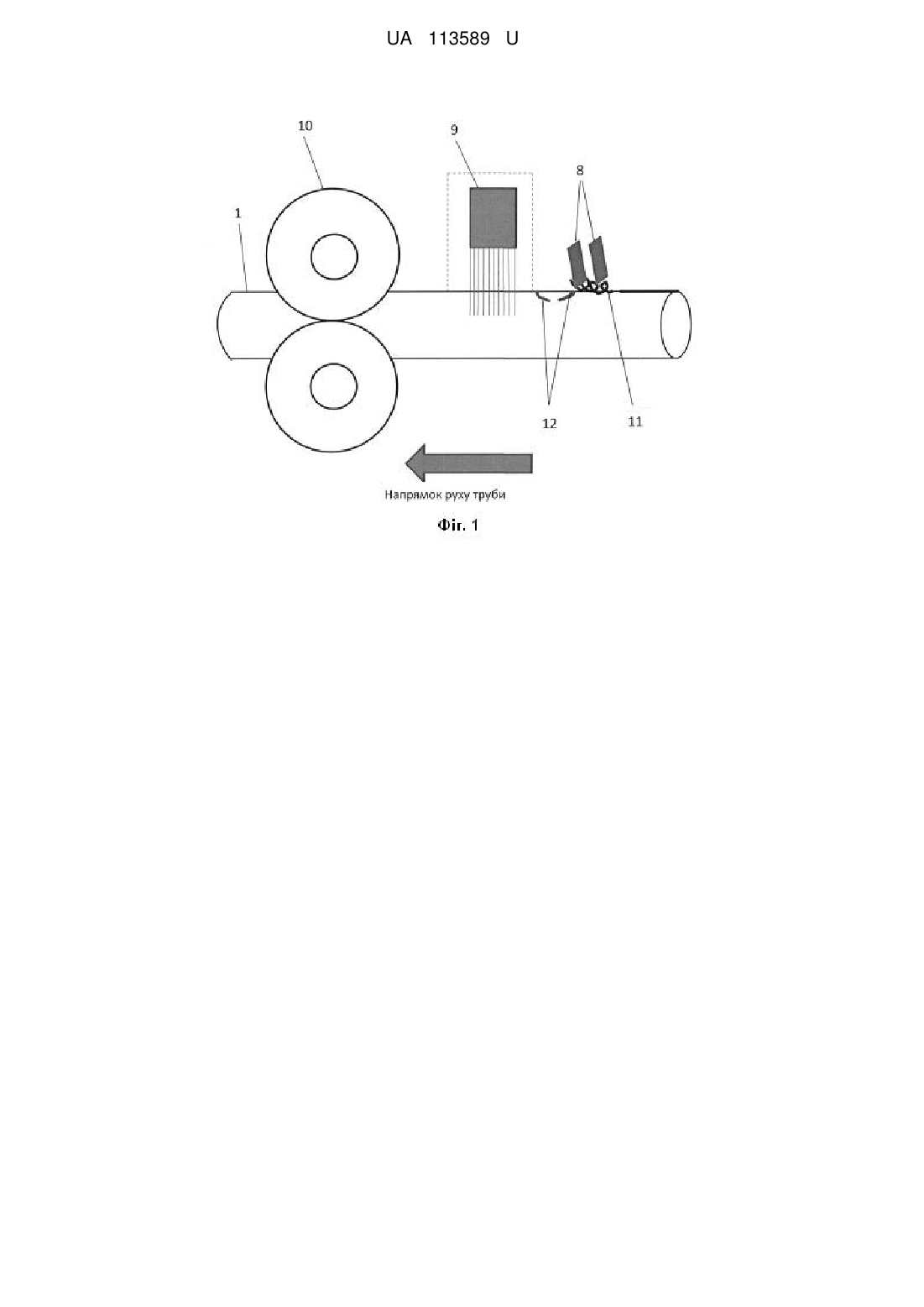
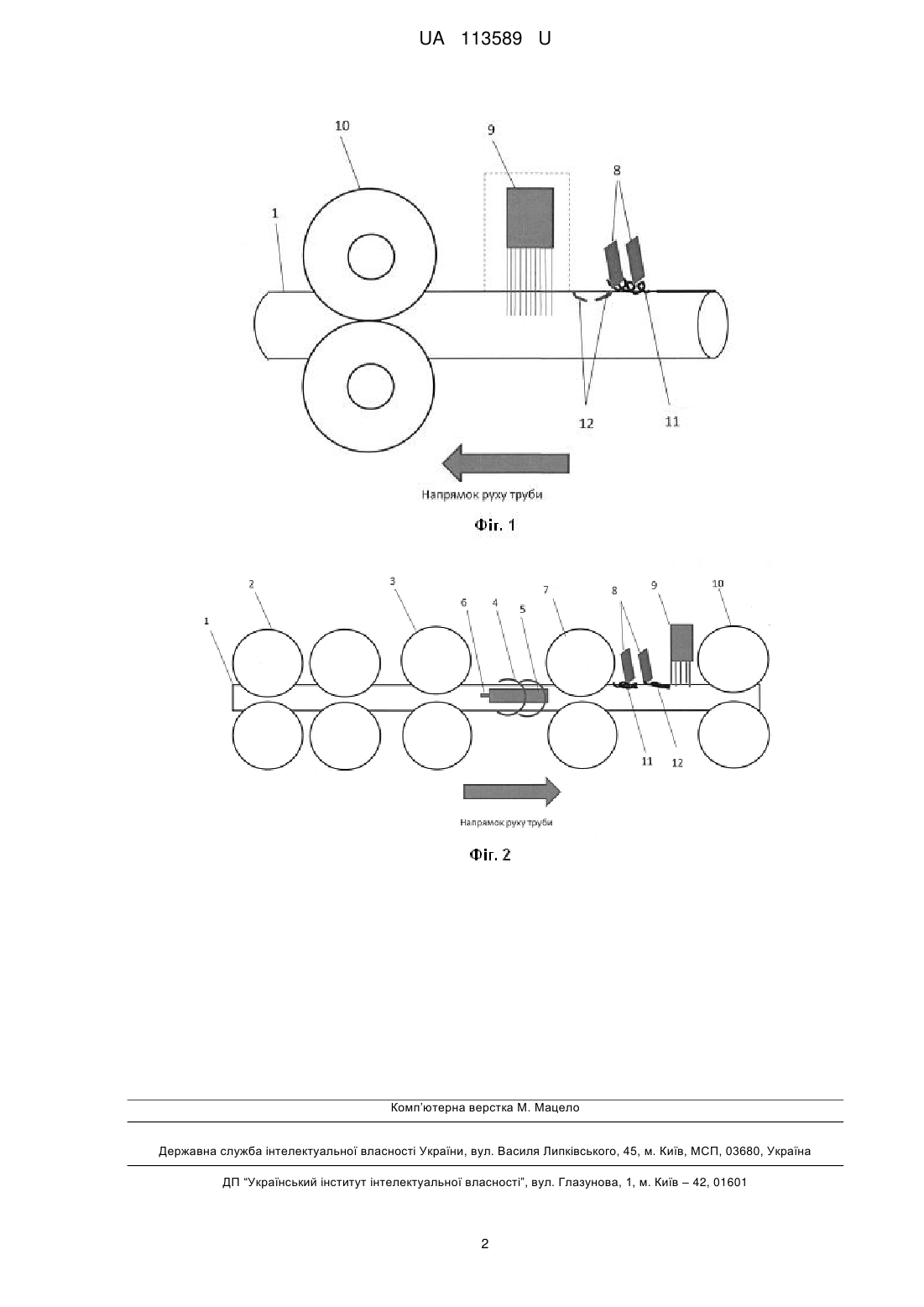
Реферат: Трубоелектрозварювальний стан містить формувальні групи клітей, ножові групи клітей, зварювальну кліть, зовнішній гратознімач і прасувальну кліть. Трубоелектрозварювальний стан додатково містить механізм обробки зварювального шва і біляшовної зони у вигляді металевої щітки з шириною робочої поверхні від 15 до 30 мм, розміщений між зовнішнім гратознімачем і прасувальною кліттю. UA 113589 U (12) UA 113589 U UA 113589 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до галузі виробництва труб, зокрема на трубоелектрозварювальних станах. Відомий, узятий за найближчий аналог, трубоелектрозварювальний стан, що включає формувальні групи клітей, ножові групи клітей, зварювальну кліть, зовнішній гратознімач і прасувальну кліть (див. ТИ 227-ТР.Э.-03-2015 "Производство электросварных труб диаметром 17,0-38,0 мм и профильных труб на трубоэлектросварочной линии RN-40"). Одним з істотних недоліків найближчого аналога є незадовільна якість поверхні зварного шва і біляшовної зони через наявність залишків грату і забруднень спостерігається налипання і укочування грату, що погіршує якість поверхні і призводить до збоїв в роботі дефектоскопа. В основу корисної моделі поставлена задача підвищення якості поверхні труби за рахунок обробки зварного шва і біляшовної зони, а також зниження відбракування труб по дефекту "вм'ятина". Поставлена задача вирішується тим, що в трубоелектрозварювальному стані, що включає формувальні групи клітей, ножові групи клітей, зварювальну кліть, зовнішній гратознімач і прасувальну кліть, згідно з корисною моделлю, трубоелектрозварювальний стан містить механізм обробки зварювального шва і біляшовної зони у вигляді металевої щітки з шириною робочої поверхні від 15 до 30 мм, розміщений між зовнішнім гратознімачем і прасувальною кліттю. Нова сукупність обмежувальних і відмітних ознак заявлюваної конструкції трубоелектрозварювального стану (застосування металевої щітки) - є причиною, а первинний технічний результат (забезпечення якісної обробки зварювального шва і біляшовної зони) наслідком. У свою чергу, цей первинний технічний результат є причиною, а вторинний технічний результат (поліпшення якості поверхні заготівки) - наслідком. Суть корисної моделі пояснюють креслення. На фіг. 1 наведена детальна схема розташування щітки. На фіг. 2 схематично зображений загальний вигляд розташування щітки в трубоелектрозварювальному стані. Пропонований трубоелектрозварювальний стан включає формувальні 2 і ножові 3 групи клітей, для формування заготівок 1, індуктор 4, феромагнітний сердечник 5, закріплений на стержні 6, зварювальні валки 7, гратознімача 8, металеву щітку 9 і прасувальну кліть 10. Трубна заготівка 1, що надходить на вхід прасувальної кліті 5 трубоелектрозварювального стана проходить через механізм обробки зварного шва і біляшовної зони, що включає металеву щітку 9, розташовану паралельно відносно осі труби. Трубна заготівка 1 з формувального стана 2 надходить в зварювальну кліть 7, де розігріті кромки стискаються і видавлюється зварювальний грат 11. Видавлений при осіданні кромок зовнішній грат знімається твердосплавними пластинами гратознімача 8. Труба, що надходить на вхід прасувальної кліті 10 проходить через механізм обробки зварного шва і біляшовної зони, що включає розташовану паралельно відносно осі труби металеву щітку 9 для знімання грату 12. Технічне рішення, що заявляється, випробуване при зварюванні труб відповідального призначення розміром 112×7,0 мм із сталі 22ГЮ. При наступному холодному волочінні труб не спостерігалося руйнування зварювального з'єднання, в 3-4 рази зменшилося утворення "складок" в зоні шва і зменшилася їх глибина. Складки завглибшки більше 0,3 мм усунені повністю. За рахунок підвищення однорідності внутрішнього грата в 2-3 рази зменшився об'єм стружки, що знімається внутрішнім гратознімачем, що привело до підвищення в 1,7-2 рази стійкості різців. Крім того, була понижена величина припуска металу під наступну механічну обробку кромок. Таким чином, технічне рішення, що заявляється, дозволило істотно підвищити якість зварного з'єднання труб відповідального призначення. 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Трубоелектрозварювальний стан, що містить формувальні групи клітей, ножові групи клітей, зварювальну кліть, зовнішній гратознімач і прасувальну кліть, який відрізняється тим, що трубоелектрозварювальний стан додатково містить механізм обробки зварювального шва і біляшовної зони у вигляді металевої щітки з шириною робочої поверхні від 15 до 30 мм, розміщений між зовнішнім гратознімачем і прасувальною кліттю. 1 UA 113589 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21C 37/08
Мітки: стан, трубоелектрозварювальний
Код посилання
<a href="https://ua.patents.su/4-113589-truboelektrozvaryuvalnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Трубоелектрозварювальний стан</a>
Широкоштабовий стан гарячої прокатки
Номер патенту: 77200
Опубліковано: 11.02.2013
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: гарячої, стан, прокатки, широкоштабовий
Формула / Реферат:
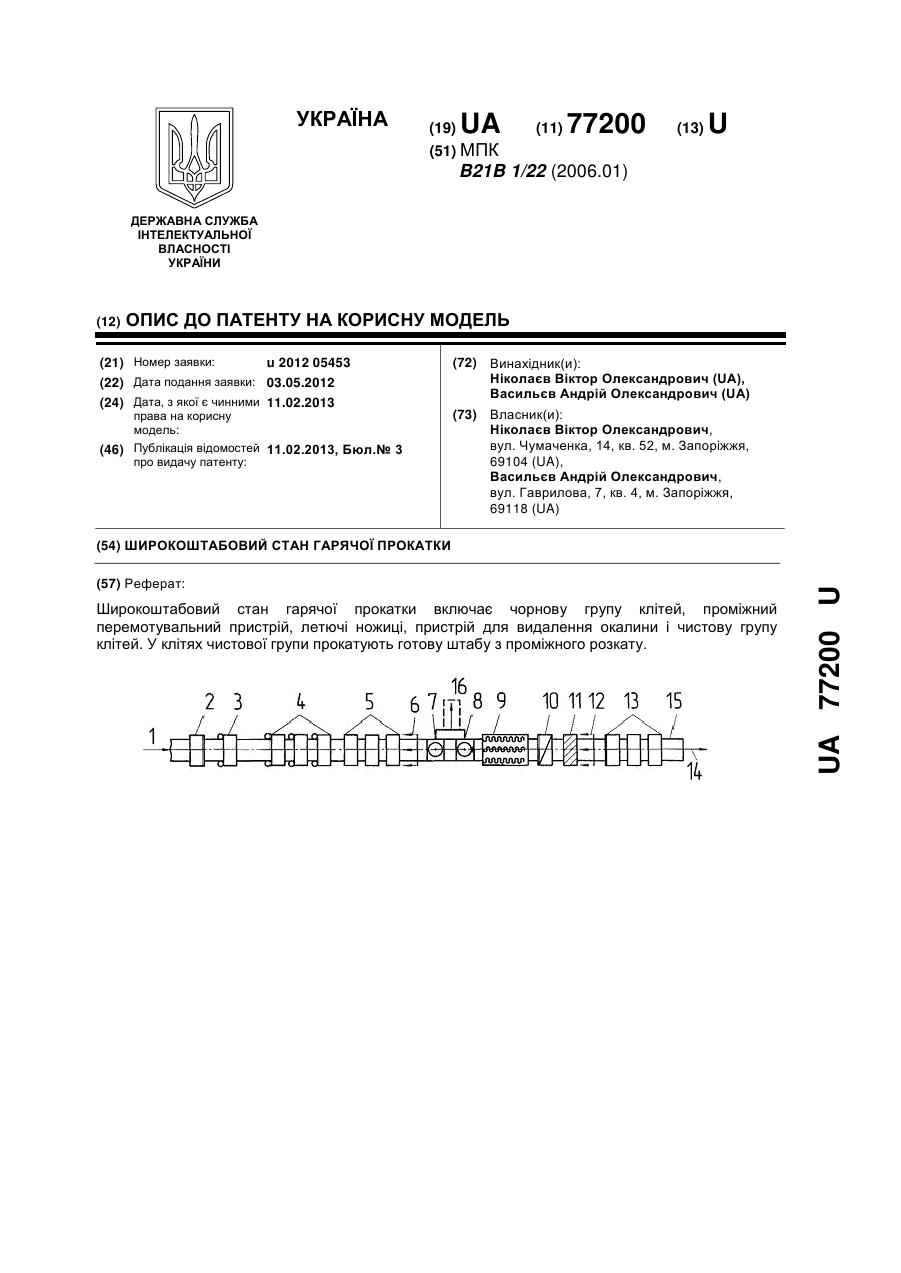
Широкоштабовий стан гарячої прокатки, що включає чорнову групу клітей, проміжний перемотувальний пристрій, летючі ножиці, пристрій для видалення окалини і чистову групу клітей, який відрізняється тим, що в клітях чистової групи прокатують готову штабу з проміжного розкату при відношенні товщин проміжного розкату і готової штаби, рівному НПР/h=3,0…6,0, (де НПР і h - відповідно товщина проміжного розкату і готової штаби).
Універсальний стан плющильно-волочильно-прокатний
Номер патенту: 73277
Опубліковано: 15.07.2005
Автори: Близнюк Олексій Анатолієвич, Рудь Віктор Володимирович, Гребе Олександр Константинович, Донченко Анатолій Григорович, Іванченко Василь Яковлевич, Брєзін Олександр Олександрович, Ткаченко Олександр Павлович, Рудь Володимир Павлович, Іоффе Ірина Анатолівна, Работніков Микола Олександрович, Шрамко Микола Карпович, Чистяков Олександр Вікторович, Саєнко Віктор Олександрович, Карєєв Сергій Михайлович, Мірошніченко Сергій Павлович, Гуртовой Микола Іванович
МПК: B21B 1/00
Мітки: плющильно-волочильно-прокатний, стан, універсальний
Формула / Реферат:
1. Універсальний стан плющильно-волочильно-прокатний, який містить установлені в технологічній послідовності розмотувач вхідної заготівки, ролики опорні міряльні, горизонтальну правильну машину, волочильну роликову головку, робочу кліть, правий та лівий намотувально-розмотувальні пристрої, в залежності від напрямку подання вхідної заготівки дроту, з пристроями механічної настройки рядного укладання металопрокату, що намотується на шпулю або...
Стан холодної періодичної роликової прокатки труб
Номер патенту: 40801
Опубліковано: 27.04.2009
Автори: Маркевич Іван Вікторович, Григоренко Володимир Устинович
МПК: B21B 21/00
Мітки: періодичної, прокатки, роликової, стан, холодної, труб
Формула / Реферат:
Стан холодної періодичної роликової прокатки труб, що містить станину й змонтовану в ній робочу кліть, що складається з каретки з опорними планками і сепаратора з прокатними роликами, та важільний механізм, що складається з куліси та тяг каретки і сепаратора, механізм подачі й повороту труби, допоміжні механізми, який відрізняється тим, що в стані додатково розташована над торцем куліси опорна калібрована балка, що з'єднана зі станиною стана,...
Безперервний стан для прокатки дроту

Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Калінін Ігор Віталійович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Лобанов Олександр Іванович
МПК: B21B 1/16
Мітки: дроту, прокатки, стан, безперервний
Текст:
...дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в...
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: неперервний, штабовий, прокатній, стан
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Попередній патент: Спосіб одержання колоїдного розчину наночастинок золота
Наступний патент: Спосіб виготовлення сиркових мас із кріопорошком
Випадковий патент: Клей термопластичний