Широкоштабовий стан гарячої прокатки
Номер патенту: 77200
Опубліковано: 11.02.2013
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович


Формула / Реферат
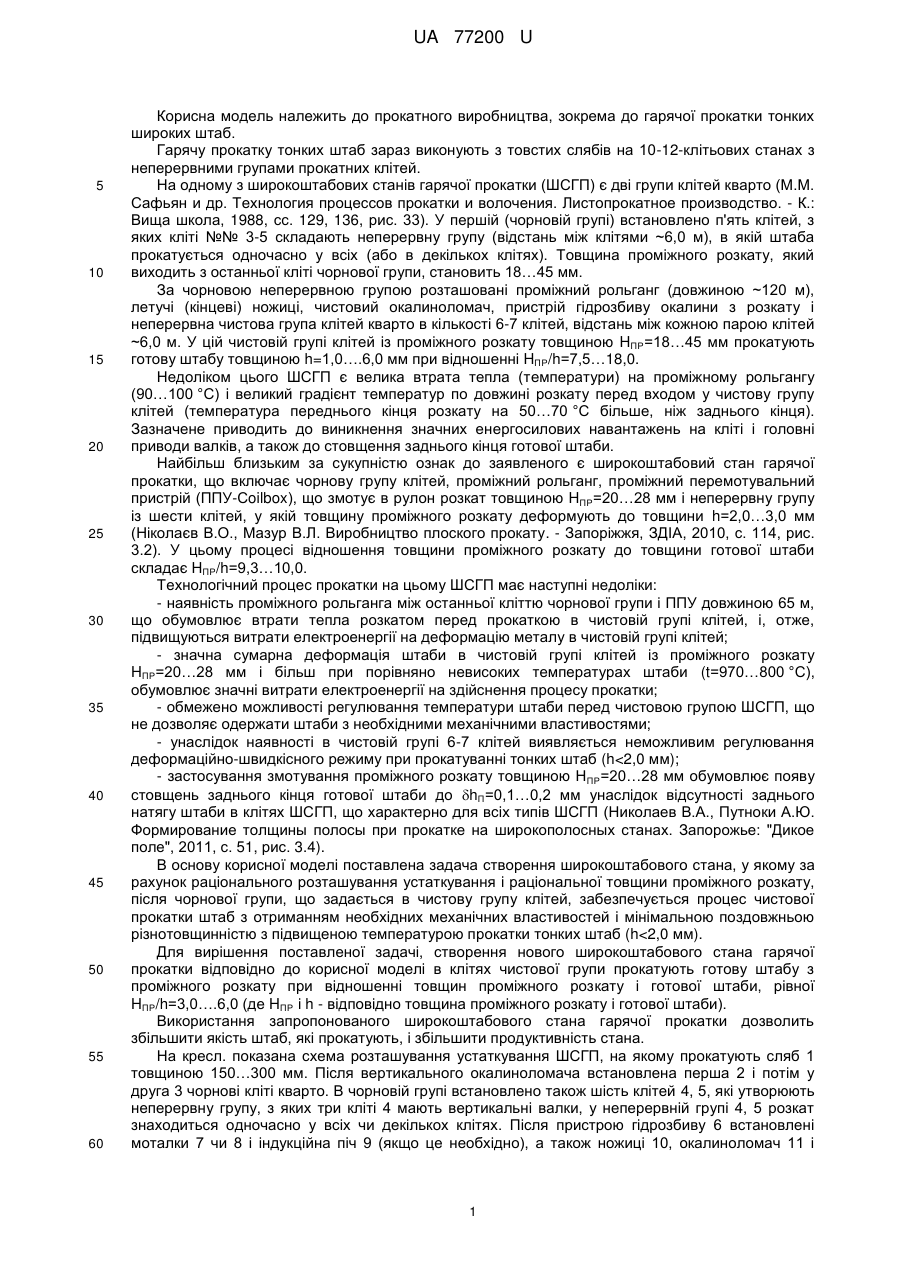
Широкоштабовий стан гарячої прокатки, що включає чорнову групу клітей, проміжний перемотувальний пристрій, летючі ножиці, пристрій для видалення окалини і чистову групу клітей, який відрізняється тим, що в клітях чистової групи прокатують готову штабу з проміжного розкату при відношенні товщин проміжного розкату і готової штаби, рівному НПР/h=3,0…6,0, (де НПР і h - відповідно товщина проміжного розкату і готової штаби).
Текст
Реферат: Широкоштабовий стан гарячої прокатки включає чорнову групу клітей, проміжний перемотувальний пристрій, летючі ножиці, пристрій для видалення окалини і чистову групу клітей. У клітях чистової групи прокатують готову штабу з проміжного розкату. UA 77200 U (54) ШИРОКОШТАБОВИЙ СТАН ГАРЯЧОЇ ПРОКАТКИ UA 77200 U UA 77200 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва, зокрема до гарячої прокатки тонких широких штаб. Гарячу прокатку тонких штаб зараз виконують з товстих слябів на 10-12-клітьових станах з неперервними групами прокатних клітей. На одному з широкоштабових станів гарячої прокатки (ШСГП) є дві групи клітей кварто (М.М. Сафьян и др. Технология процессов прокатки и волочения. Листопрокатное производство. - К.: Вища школа, 1988, сс. 129, 136, рис. 33). У першій (чорновій групі) встановлено п'ять клітей, з яких кліті №№ 3-5 складають неперервну групу (відстань між клітями ~6,0 м), в якій штаба прокатується одночасно у всіх (або в декількох клітях). Товщина проміжного розкату, який виходить з останньої кліті чорнової групи, становить 18…45 мм. За чорновою неперервною групою розташовані проміжний рольганг (довжиною ~120 м), летучі (кінцеві) ножиці, чистовий окалиноломач, пристрій гідрозбиву окалини з розкату і неперервна чистова група клітей кварто в кількості 6-7 клітей, відстань між кожною парою клітей ~6,0 м. У цій чистовій групі клітей із проміжного розкату товщиною HПР=18…45 мм прокатують готову штабу товщиною h=1,0….6,0 мм при відношенні HПР/h=7,5…18,0. Недоліком цього ШСГП є велика втрата тепла (температури) на проміжному рольгангу (90…100 °C) і великий градієнт температур по довжині розкату перед входом у чистову групу клітей (температура переднього кінця розкату на 50…70 °C більше, ніж заднього кінця). Зазначене приводить до виникнення значних енергосилових навантажень на кліті і головні приводи валків, а також до стовщення заднього кінця готової штаби. Найбільш близьким за сукупністю ознак до заявленого є широкоштабовий стан гарячої прокатки, що включає чорнову групу клітей, проміжний рольганг, проміжний перемотувальний пристрій (ППУ-Сoilbox), що змотує в рулон розкат товщиною HПР=20…28 мм і неперервну групу із шести клітей, у якій товщину проміжного розкату деформують до товщини h=2,0…3,0 мм (Ніколаєв В.О., Мазур В.Л. Виробництво плоского прокату. - Запоріжжя, ЗДІА, 2010, с. 114, рис. 3.2). У цьому процесі відношення товщини проміжного розкату до товщини готової штаби складає HПР/h=9,3…10,0. Технологічний процес прокатки на цьому ШСГП має наступні недоліки: - наявність проміжного рольганга між останньої кліттю чорнової групи і ППУ довжиною 65 м, що обумовлює втрати тепла розкатом перед прокаткою в чистовій групі клітей, і, отже, підвищуються витрати електроенергії на деформацію металу в чистовій групі клітей; - значна сумарна деформація штаби в чистовій групі клітей із проміжного розкату HПР=20…28 мм і більш при порівняно невисоких температурах штаби (t=970…800 °C), обумовлює значні витрати електроенергії на здійснення процесу прокатки; - обмежено можливості регулювання температури штаби перед чистовою групою ШСГП, що не дозволяє одержати штаби з необхідними механічними властивостями; - унаслідок наявності в чистовій групі 6-7 клітей виявляється неможливим регулювання деформаційно-швидкісного режиму при прокатуванні тонких штаб (h
ДивитисяДодаткова інформація
Назва патенту англійськоюHot rolling broad-strip mill
Автори англійськоюNikolaiev Viktor Oleksandrovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюШирокополосный стан горячей прокатки
Автори російськоюНиколаев Виктор Александрович, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 1/22
Мітки: гарячої, стан, прокатки, широкоштабовий
Код посилання
<a href="https://ua.patents.su/5-77200-shirokoshtabovijj-stan-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Широкоштабовий стан гарячої прокатки</a>
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Мазур Валерій Леонідович
МПК: B21B 1/22
Мітки: спосіб, широкоштабовому, штаб, прокатки, стані, гарячої, групи, чистовий
Формула / Реферат:
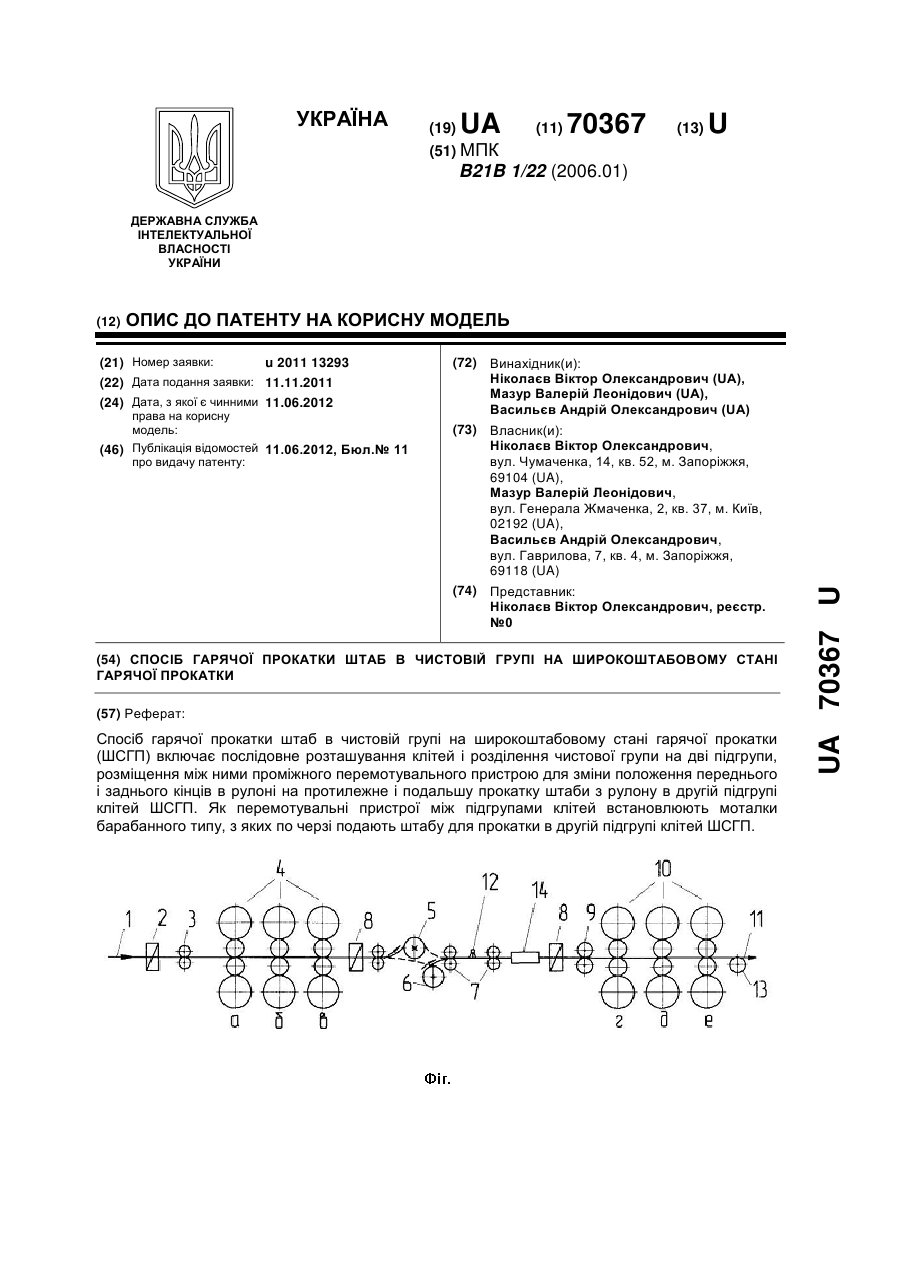
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: прокатки, широкоштабовому, стані, штаб, спосіб, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки штаб

Номер патенту: 58909
Опубліковано: 26.04.2011
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєва Ангела Вікторівна, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: штаб, спосіб, гарячої, прокатки
Формула / Реферат:
Спосіб гарячої прокатки штаб, що включає прокатку в чорновій групі клітей, передачу проміжного розкату в проміжний перемотувальний пристрій для змотування в рулон, передачу переднього (зовнішнього) кінця рулону в першу кліть чистової групи клітей, прокатку в чистовій групі з послідовним розташуванням клітей, який відрізняється тим, що після прокатки штаби у вхідних клітях першої підгрупи чистової групи процес неперервної прокатки...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Білобров Юрій Миколайович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович
МПК: B21B 1/30
Мітки: спосіб, прокатки, здійснення, тонкої, стан, гарячої, штаби
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Бройєр Міхель, Зельбах Пауль, Хоф Хартмут
Мітки: гарячої, прокатки, прокатній, стан, також, металу, алюмінію, спосіб, зокрема
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Попередній патент: Спосіб різання заморожених харчових продуктів водосодовим гідроабразивним струменем
Наступний патент: Зубообробний верстат
Випадковий патент: Спосіб приготування напоїв для спортсменів та осіб з підвищеними фізичними навантаженнями