Безперервний стан для прокатки дроту
Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Сергєєв Віктор Володимирович, Калінін Ігор Віталійович, Правдін Юрій Михайлович, Лобанов Олександр Іванович


Текст
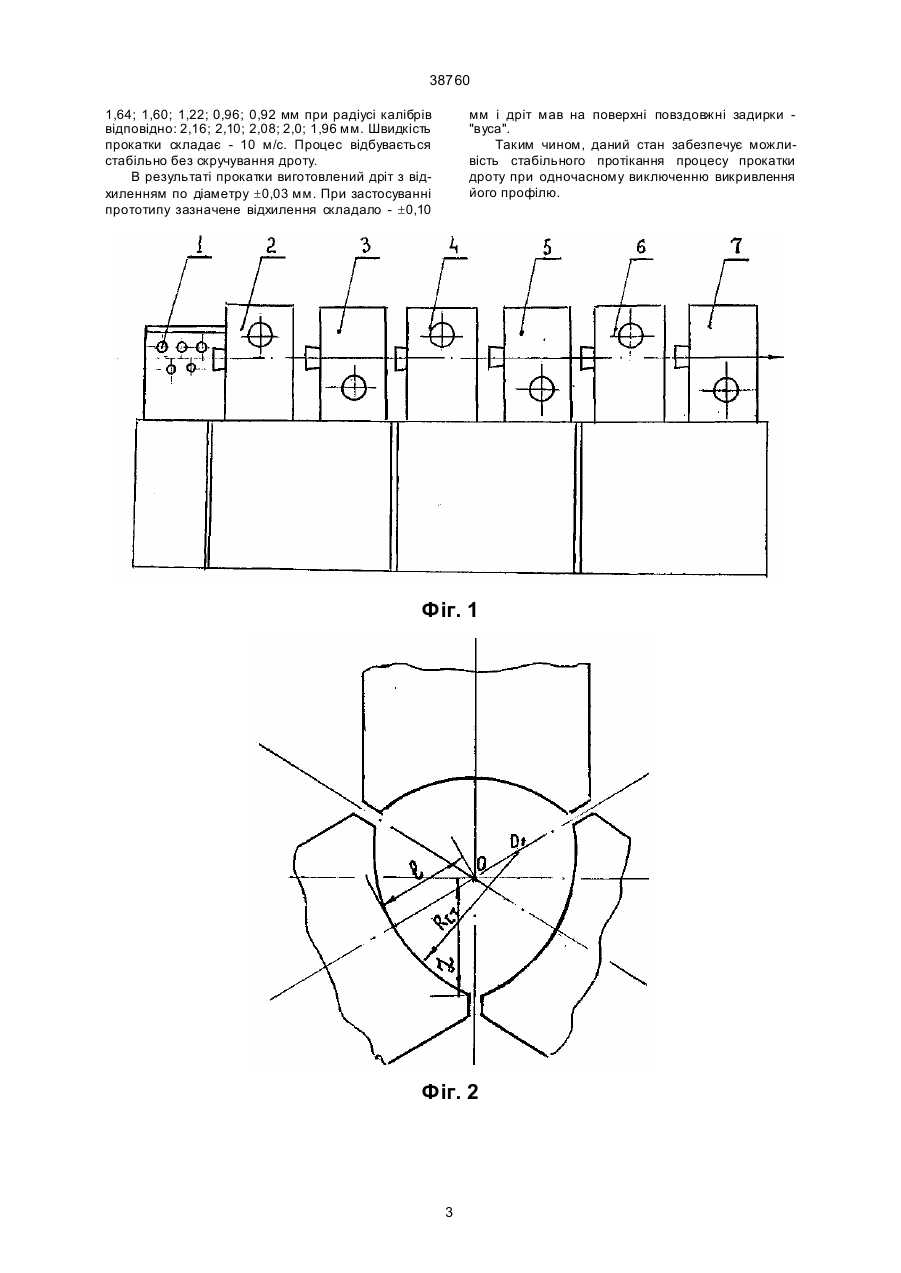
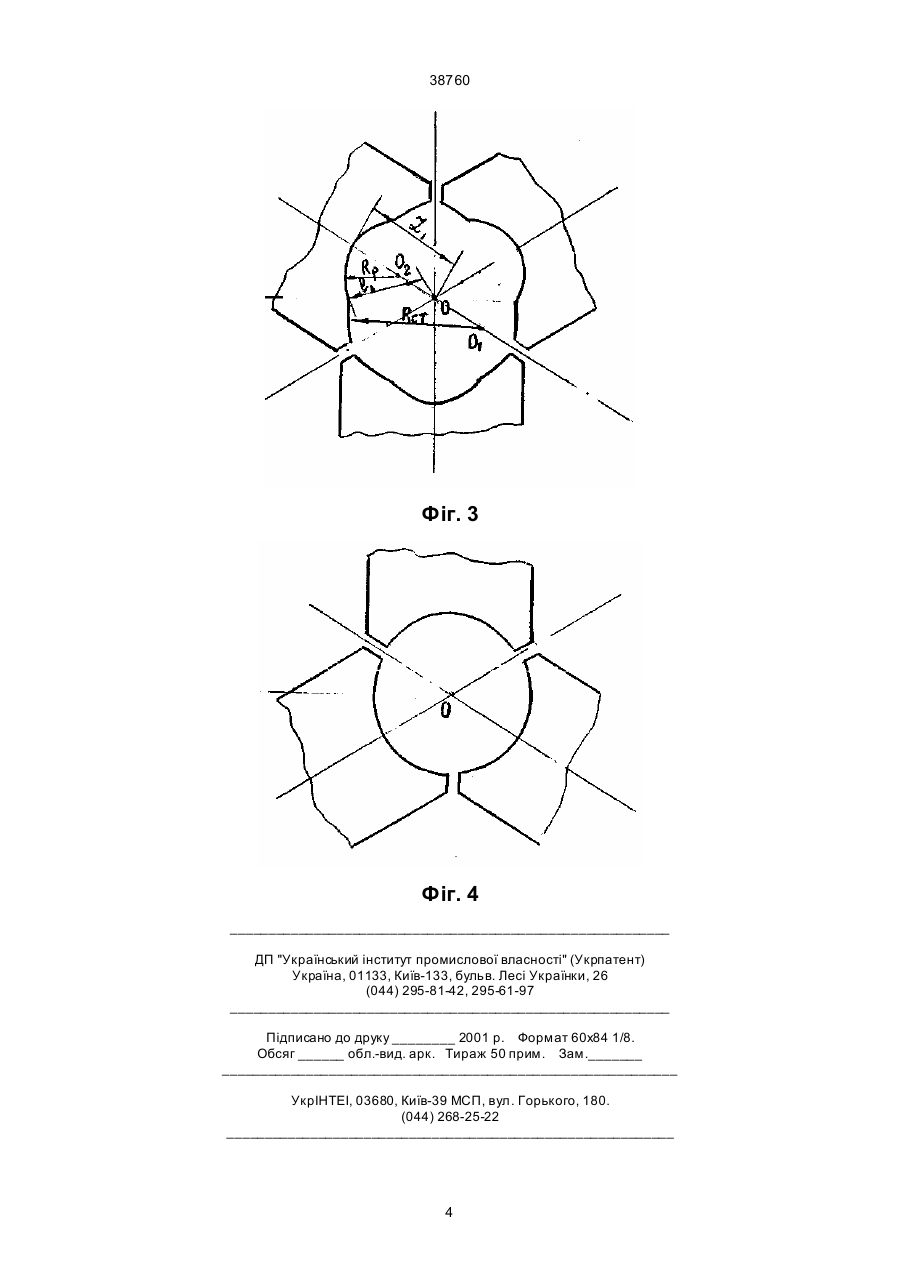
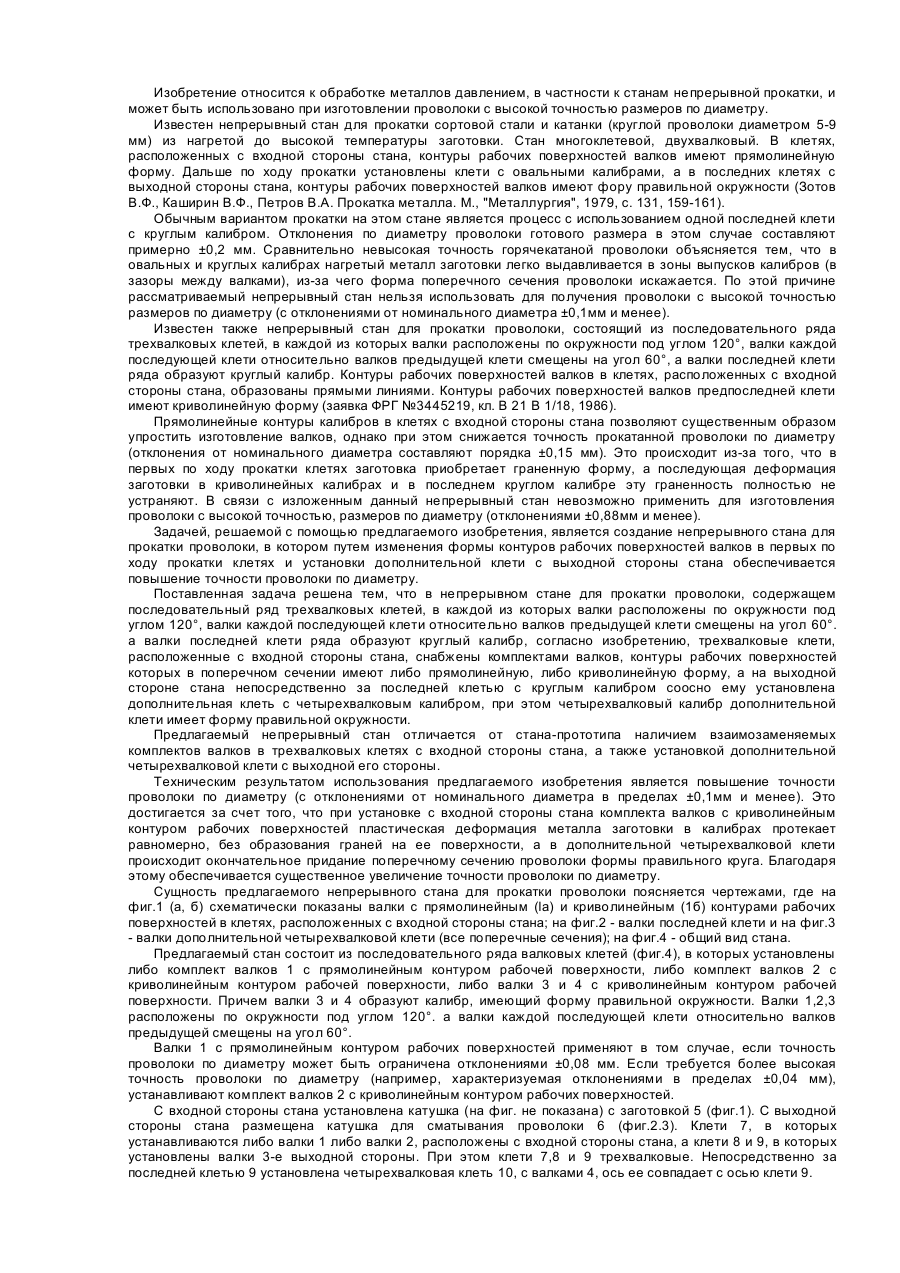
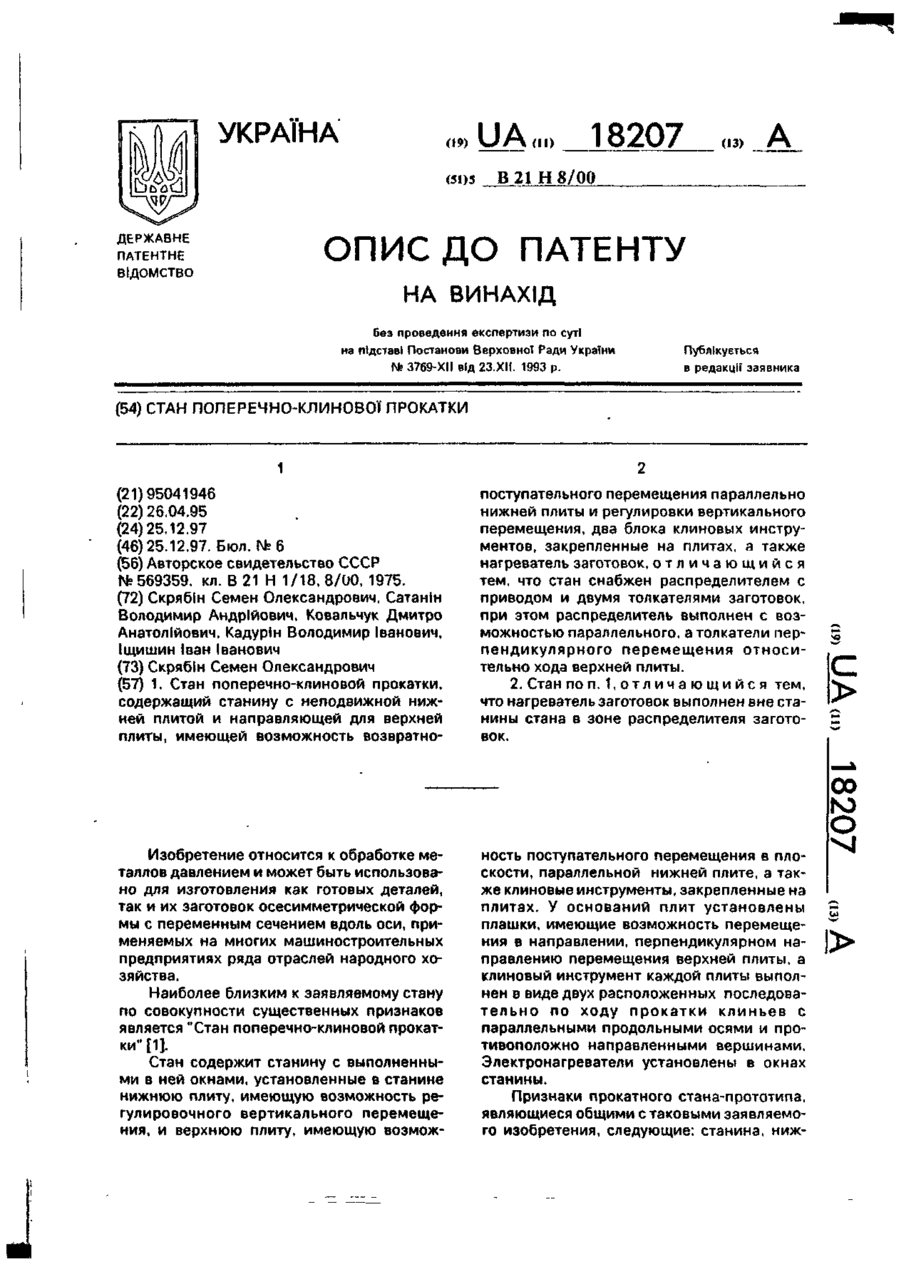
Безперервний стан для прокатки дроту, який містить у собі послідовний ряд тривалкових клітей, 38760 мів деформації у клітях і викривлення профілю, зазначене явище має назву "звалювання" профілю. З'ясовується це таким чином. При прокатці дроту на стані відомої конструкції у валках з калібром, маючим форму стрілчастого трикутника, поперечний переріз дроту набуває аналогічну форму. Далі по ходу прокатки, дріт надходить у наступну кліть, валки якої створюють також стрілчастий трикутник. Валки цієї кліті (і, відповідно, стрілчастий трикутник, створений ними) повернуті відносно попередньої кліті на кут 60°. При цьому, кожний кут сформованого перерізу дроту у виді стрілчастого трикутника при переході з одної кліті у другу потрапляє у центральну зону -зону у вершині калібра, розташовану на мінімальній відстані від центра калібру. У цих зонах при прокатці виникають контактні тиски, які значно перевищують тиски у бокових зонах, розташованих від центра калібру на суттєво більшій відстані (див. фіг. 2). При контакті з зазначеною центральною зоною метал дроту (у кутах стрілчастого трикутника) відповідно закону найменшого опору і під діянням виникаючого, при цьому, крутного моменту видавлюється у бік однієї з бокових зон, де контактні тиски менші, тобто відбувається скручування дроту навколо повздовжньої осі - "звалювання" профілю. Метал дроту при цьому затікає у зазори між валками, створюючи на поверхні дроту повздовжні задирки - "вуса". У основі даного винаходу лежить рішення задачі по удосконаленню безперервного стану для прокатки дроту шля хом зміни конструктивних особливостей тривалкових клітей стана, за рахунок чого запобігається скручування дроту навколо повздовжньої осі у калібрах клітей стана ("звалювання" профілю) і забезпечується стабільність процесу прокатки дроту при одночасному запобіганню викривлення його профілю. Поставлена задача вирішена завдяки тому, що у безперервному стані для прокатки дроту, який містить у собі послідовний ряд тривалкових клітей, у котрих валки створюють калібр у виді стрілчастого трикутника і розташовані під кутом 120°, валки кожної наступної кліті відносно валків попередньої кліті зміщені на кут 60°, а валки останньої кліті стана створюють круглий калібр, відповідно винаходу, у клітей, розташованих між першою і останньою клітями, в центральній зоні робочої поверхні кожного з валків виконаний додатковий рівчак, створений дугою кола з центром, розташованим між центром калібра у виді стрілчастого трикутника і дугою, яка створює його сторону. Відміна даного стана від прототипу є виконання у центральній зоні кожного з валків тривалкових клітей, крім першої і останньої, додаткового рівчака з зазначеними параметрами. Технічним результатом використання стана є запобігання скручування дроту навколо повздовжній осі в калібрах клітей стана ("звалювання" профілю) у процесі безперервної прокатки, внаслідок чого забезпечується стабільність процесу прокатки дроту при одночасному виключенні викривлення його профіля. Це зв'язано с тим, що виконання додаткового рівчака у центральній зоні робочій поверхні кожного з валків зазначених клітей дозволяє виключити скручування дроту при переході з однієї кліті в другу. Дійсно, як можна бачити з фіг. 3, відстань z1 від вершини цього додаткового рів чака до центра калібру 0 більша ніж відстань l1 від країв рівчака до цього центра. У цьому випадку контактні тиски у вершині рівчака менші за контактні тиски по його краях. Крутний момент, який "звалює" профіль дроту, відсутній, дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в кліть, має круглий переріз і крутний момент у такому випадку відсутній. В останній кліті здійснюється калібрування дроту в круглому калібрі. На фіг. 1 поданий даний стан. На фіг. 2 схематично подані валки тривалкової кліті, котрі створюють калібр у виді стрілчастого трикутника. Ha фіг. 3 схематично подані валки трикутникової кліті, котрі створюють калібр у виді стрілчастого трикутника з додатковим рівчаком в центральній зоні робочої поверхні. На фіг. 4 схематично подані валки тривалкової кліті, котрі створюють круглий калібр. Безперервний стан, включає послідовний ряд тривалкових клітей 1, 2, 3, 4, 5, 6, 7, в кожній з котрих валки установлені під кутом 120°один відносно другого. При цьому валки кожної наступної кліті повернуті відносно попередньої на кут 60°, тобто валки з горизонтальною віссю розташовані то в верхній частині кліті (кліті 1, 3, 5, 7), то в нижній частині кліті (кліті 2, 4, 6). В першій кліті 1 валки створюють калібр у виді стрілчастого трикутника (фіг. 2), в клітях 2, 3, 4, 5, 6 - на сторонах стрілчастих трикутників (в центральній частині робочої поверхні кожного валка) виконаний додатковий рівчак, створений дугою кола радіуса Rp - з центром О2, розташованим між центром калібра 0 і дугою кола радіуса R ст - з центром O1, яка створює сторону калібра (фіг. 3). Валки останньої кліті 7 створюють круглий калібр (фіг. 4). Даний стан працює таким чином. Включають привід валків і пристрою, який подає заготовку у стан (на фіг. не показаний) і одночасно подачу на поверхню дроту і валків кожної кліті мастильно-охолоджувальної рідини (МОР). Кінець заготовки уводять в зазначений вище пристрій, який проштовхує його (фіг. 1) в першу по ходу прокатки кліть 1. Валки кліті 1 здійснюють захват заготовки, деформують її і проштовхують в наступну кліть 2. В цій кліті і наступних (3, 4, 5, 6, 7) здійснюються аналогічні технологічні операції. При цьому в 2-6 клітях дріт деформується в валках з додатковим рівчаком. В останній кліті 7 здійснюється калібрування дроту в круглому калібрі. Конкретний приклад. Для прокатки дроту діаметром 4 мм застосовують гарячекатану заготовку діаметром 6,5 мм з відхиленням по діаметру ±0,2 мм зі сталі Св 08Г2С. Прокатку здійснюють через сім клітей з коефіцієнтами витяжки по клітям: 1 -1,280; 2 1,210; 3 -1,172; 4 -1,142; 5 – 1,10; 6 - 1,128; 7 1,042. Радіус додаткового рівчака в 2-6 клітях: 2 38760 1,64; 1,60; 1,22; 0,96; 0,92 мм при радіусі калібрів відповідно: 2,16; 2,10; 2,08; 2,0; 1,96 мм. Швидкість прокатки складає - 10 м/с. Процес відбувається стабільно без скручування дроту. В результаті прокатки виготовлений дріт з відхиленням по діаметру ±0,03 мм. При застосуванні прототипу зазначене відхилення складало - ±0,10 мм і дріт мав на поверхні повздовжні задирки "вуса". Таким чином, даний стан забезпечує можливість стабільного протікання процесу прокатки дроту при одночасному виключенню викривлення його профілю. Фіг. 1 Фіг. 2 3 38760 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous mill for wire rolling
Автори англійськоюSerhieiev Viktor Volodymyrovych, Lobanov Oleksandr Ivanovych, Pravdin Yurii Mykhailovych, Kalinin Ihor Vitaliiovych
Назва патенту російськоюНепрерывный стан для прокатки проволоки
Автори російськоюСергеев Виктор Владимирович, Лобанов Александр Иванович, Правдин Юрий Михайлович, Калинин Игорь Витальевич
МПК / Мітки
МПК: B21B 1/16
Мітки: прокатки, дроту, стан, безперервний
Код посилання
<a href="https://ua.patents.su/4-38760-bezperervnijj-stan-dlya-prokatki-drotu.html" target="_blank" rel="follow" title="База патентів України">Безперервний стан для прокатки дроту</a>
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Морозов Рудольф Павлович, Хаустов Георгій Йосипович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Правдін Юрій Михайлович, Крилов Михайло Юрійович
МПК: B21B 1/16
Мітки: дроту, безперервний, прокатки, стан
Формула / Реферат:
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...
Стан кругової прокатки

Номер патенту: 14637
Опубліковано: 20.01.1997
Автори: Харлашин Петро Степанович, Капланов Василь Ілліч, Капланова Олена Василівна, Лепехов Віталій Іванович
МПК: B21B 13/06
Мітки: кругової, стан, прокатки
Формула / Реферат:
Стан круговой прокатки, содержащий два конических валка, образующих зону деформации, отличающийся тем, что угол при вершине конических валков и угол пересечения осей валков в зоне деформации выполнены прямыми.
Стан для поперечно-клинової прокатки

Номер патенту: 7122
Опубліковано: 30.06.1995
Автори: Садко Володимир Іванович, Клушин Валерій Олександрович, Єрмолович Вячеслав Йосипович, Щукін Валерій Якович
МПК: B21H 1/00
Мітки: стан, прокатки, поперечно-клинової
Формула / Реферат:
1. Стан для поперечно-клиновой прокатки, содержащий расположенные в корпусе плоские подвижные плиты с закрепленными на них клиновыми инструментами, отличающийся тем, что, с целью повышения жесткости и улучшения эксплуатационных характеристик, корпус выполнен составным из верхней и нижней частей, связанных между собой замковым соединением. 2. Стан по п. 1, отличающийся тем, что замковое соединение выполнено в виде чередующихся пазов...
Стан поперечно-клинової прокатки
Номер патенту: 18207
Опубліковано: 25.12.1997
Автори: Ковальчук Дмитро Анатолійович, Кадурін Володимир Іванович, Сатанін Володимир Андрійович, Скрябін Семен Олександрович, Іщишин Іван Іванович
МПК: B21H 8/00
Мітки: прокатки, поперечно-клинової, стан
Формула / Реферат:
1. Стан поперечно-клиновой прокатки, содержащий станину с неподвижной нижней плитой и направляющей для верхней плиты, имеющей возможность возвратно-поступательного перемещения параллельно нижней плиты и регулировки вертикального перемещения, два блока клиновых инструментов, закрепленные на плитах, а также нагреватель заготовок, отличающийся тем, что стан снабжен распределителем с приводом и двумя толкателями заготовок, при этом распределитель...
Стан для прокатки профільних кілець
Номер патенту: 12842
Опубліковано: 28.02.1997
Автор: Анохін Юрій Олександрович
МПК: B21H 1/00
Мітки: прокатки, кілець, профільних, стан
Формула / Реферат:
(57) Стан для прокатки профильных колец, содержащий установленные на станине внутренний ролик, выполненный разъемным в диаметральной плоскости, и по меньшей мере три нажимных ролика, установленные с возможностью радиального перемещения равноудалено друг от друга по окружности и от оси вращения внутреннего ролика, отличающийся тем, что один из нажимных роликов выполнен большего диаметра, чем остальные, и жестко смонтирован на оси, а каждый из...
Попередній патент: Спосіб виготовлення індивідуальної відбиткової ложки для беззубої щелепи
Наступний патент: Керований динамічний віброгасник
Випадковий патент: Мобільний телефон голубєва-ільїна