Спосіб оброблення пільгервалка
Номер патенту: 11403
Опубліковано: 25.12.1996
Автори: Шифрін Евгеній Ісайович, Бондарчук Микола Андрійович, Угрюмов Юрій Дмитрович, Вольпов Марк Львович
Формула / Реферат
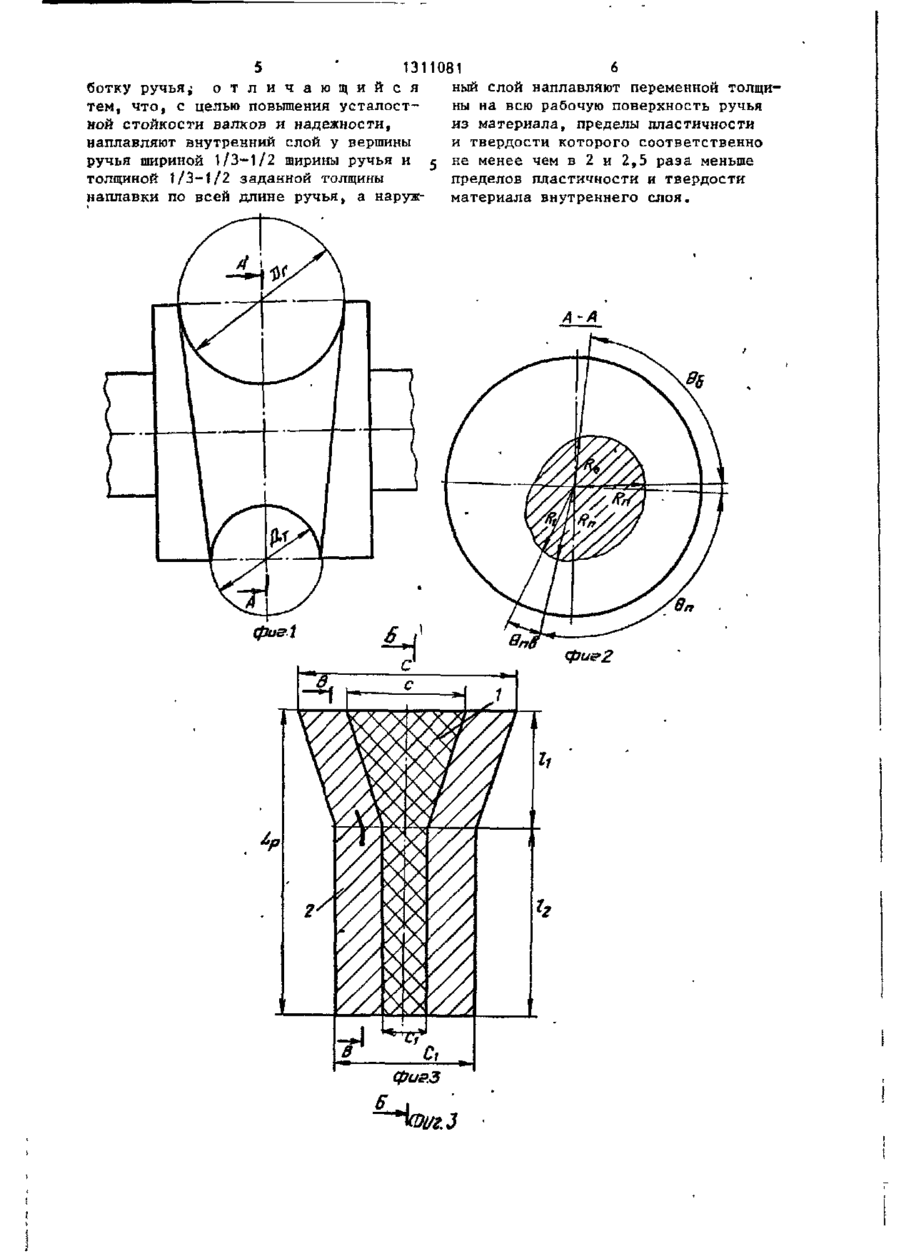
Способ обработки пильгервалка, включающий черновую механическую обработку рабочей поверхности ручья, наплавку на поверхность ручья износостойкого материала и чистовую обработку ручья, отличающийся тем, что, с целью повышения усталостной стойкости валков и надежности, наплавляют внутренний слой у вершины ручья шириной 1/3-1/2 ширины ручья и толщиной 1/3-1/2 заданной толщины наплавки по всей длине ручья, а наружный слой наплавляют переменной толщины на всю рабочую поверхность ручья из материала, пределы пластичности и твердости которого соответственно не менее чем в 2 и 2,5 раза меньше пределов пластичности и твердости материала внутреннего слоя.
Текст
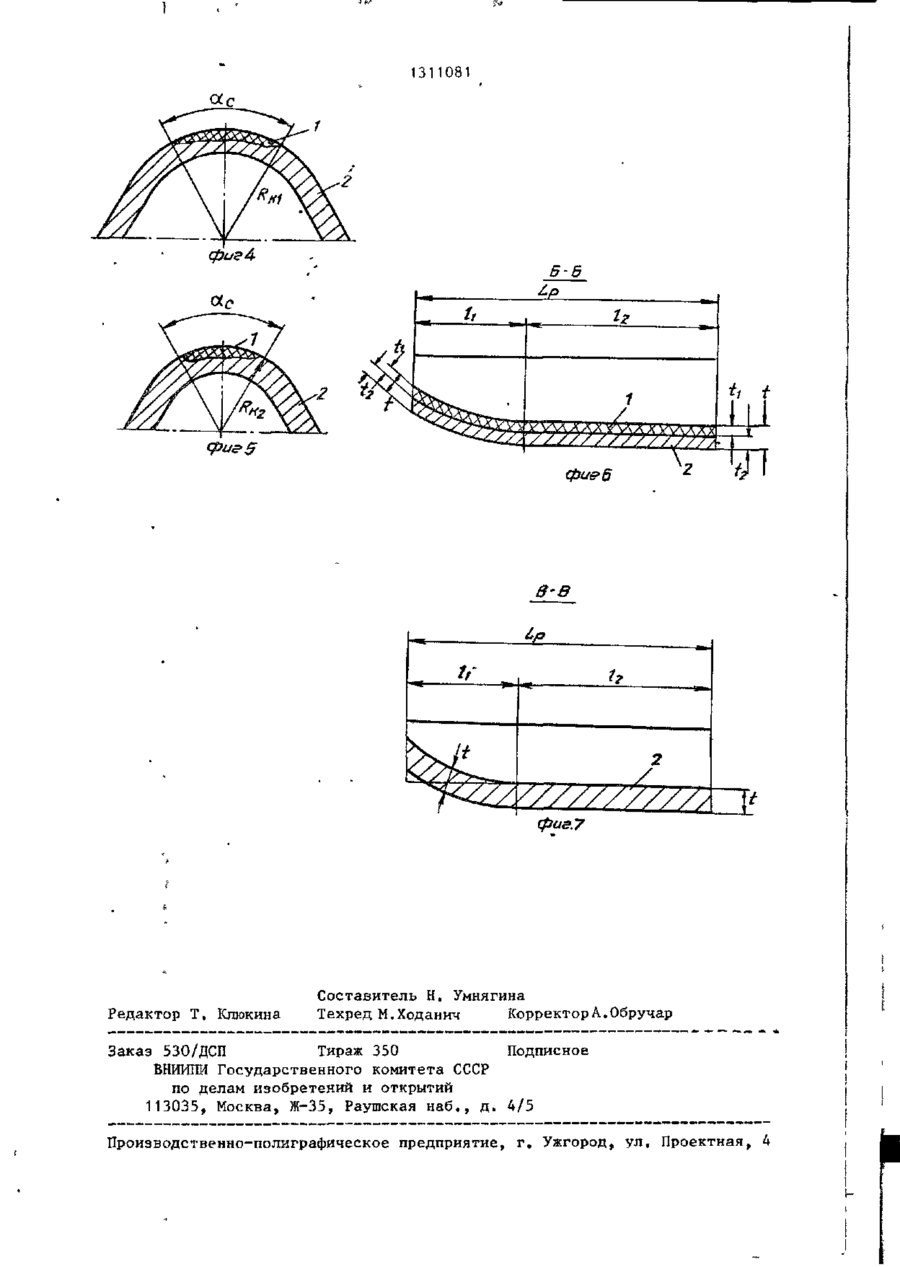
Изобретение относится к трубопрокатному производству, точнее к изготовлению валков для горячей прокатки труб на пилигримовых станах. Цель изобретения - повышение усталостной стойкости валков и надежнос ти. Способ обработки пильгервалка включает черновую механическую обработку рабочей поверхности ручья, наплавку на поверхность ручья износостойкого материала в два слоя, при этом внутренний слой наплавляют у вершины ручья шириной составляющей 1/3-1/2 ширины ручья, и толщиной, составляющей 1/3-1/2 толщины наплавки по всей длине ручья, а наружный слой наплавляют переменной толщины на всю рабочую поверхность ручья из материала, пределы пластичности и твердости которого соответственно не менее чем в 2 и 1,5 раза меньше пределов пластичности и твердости материала внутреннего слоя, и последующую чистовую обработку ручья, 7 ил. 2 1 13 11081 " характеризуется углим а с » причем I Изобретение относится к трубопрокатному производству, точнее к изгос = Rk 1 ы с , а с, = R k 2 ^ c , где товлению валкор для горячей прокатки Rk и Rk - соответственно радиусы труб на пилигримовых станах. ручья в начале бойка и на полирующем 5 участке. Кроме того, с = 0/3-1/2) С, Целью изобретения является повышение усталостной стойкости валков и ^ т надежности. Толщина наплавки Ц внутреннего ГК фиг.1 схематически изображен г слоя 1 составляет 1/3-1/2 заданной ва ,ок( общий видї на фиг.2 - сечение толщины t слоя наплавки (фиг,6): Л-А на фиг.1; на фиг.З - развертка 10 :ty= (1/3-1/2) t. ручья пильгервалка; на фиг.4 и 5 Затем осуществляют наплавку наружпоперечные с ечения ручья в начале ного слоя 2 другим износостойким матебойка и на полирующем участке; на риалом (например, 08Х20Н8Г7Т) по всей фиг.6 - сечение Б-Б на фиг.З; на ширине и длине рабочей поверхности фиг.7 - сечение В-Б на фиг.З, Ї5 ручья (фиг.3-7). Причем толщина наСпособ обработки пильгервалка стаплавленного наружного слоя 2 обеспена заключается в следующем. чивает получение по всей ширине и ^ Пильгервалок из стали марки 35ГЛ длине ручья получение заданной толщиустанавливают на вальцекопировальныи ны t наплавки: в вершине калибра толстанок модели КЖ 26-14, где осущест- 20 щина наружного слоя t = t - t^, вляется черновой съем металла с обра(фиг.6), а в выпусках t = t (фиг.7), зованием ручья валка. При этом на После наплавки износостойкого мабочке валка образуется ручей перементериала на рабочую поверхность ручья ного профиля с максимальным диаметвалок передается на вальцекопировальром, соответствующим диаметру гильзы 2 5 ный станок модели КЖ-26-14, где осу(D ) , и минимальным - соответствующим ществляется чистовая механическая диаметру трубы на пилигримовом стане обработка ручья для получения задан( D r ) . В поперечном сечении валка ных калибровкой геометрических раз(фиг.2) ручей имеет несколько участмеров и чистоты рабочей поверхности ков, характеризующихся центральными 30 ручья. углами 0g ( Qh и Gh& где ©g- - угол После расшлифовки выпусков и контбойка; Q - угол полирующего участка; роля его геометрии валок передается б . - угол продольного выпуска, Прона стан для эксплуатации. филь поперечного сечения на участке В процессе эксплуатации валков на бойка монотонно увеличивается от R^ -j5 пилигримовом стане вследствие значиt до R h , на полирующем участке радиус тельных технологических нагрузок постоянный и равен R , на участке (давления и момента прокатки), усупродольного выпуска монотонно уменьгубляющихся высокой динамикой валкошается от' R n до R . Участки с углавой системы вследствие ударов расками Эсг Qn и 0 образуют рабочую по40 та в валки сечение валка, ослабленное верхность ручья. врезом, в обычных условиях испытываЗатем валок устанавливают на вальет значительные напряжения, которые ценаплавочный станок модели КЖ-97-07 приводят к преждевременным усталостдля осуществления наплавки рабочей ным трещинам и даже к поломкам валков, поверхности ручья износостойким мате- 45 Повышение усталостной стойкости риалом. Сначала осуществляют наплаввалков обеспечивается вследствие того, ку внутреннего слоя 1 из износостойчто материал внутреннего слоя, облакого материала - ПНП-стали (марки дающий повьшгенной пластичностью Х12НЗ Г 8М2) с высокими пластическими (&г = 600-700 МПа) является в опредеи прочностными характеристиками 50 ленной степени амортизатором нагрузок, (фиг.3-7), Ширина наплавки внутренневоспринимаемых валком на границах го слоя 1 изменяется подлине ручья Ьр наружного слоя наплавки и тела валка. и составляет с1 на полирующем участЭто затрудняет образование усталостке и продольном выпуске длиной 1 , ных трещин и снижает поломки валков. а на бойке увеличивается от значения 55 Появление усталостных трещин обусловС[,до с в соответствии с увеличением лено действием технологических нагруширины ручья от СЛ до С, зок - давления и момента прокатки. Напряженное состояние валка усугубляВ поперечном сечении ручья (фиг.4 ется также наличием вреза, ослабляюи 5) ширина наплавки внутреннего слоя J 1311081 щего живое сечение валка. Естественвочном станке модели КЖ-97-07 следуюно, что при наличии вреза на бочке щим образом. Сначала наплавляют внутвалка наиболее подверженной трещинам ренний слой шириной 0,5 ширины ручья, является вершина валка, где напряжепричем ширина наплавки в начале бойния достигают максимальных значений, с ка с - 190 мм, а на полирующем участЭто обусловливает целесообразность ке и продольном выпуске с. = 120 мм, наплавки внутреннего слоя из материатолщина этого слоя наплавки t; - 0,5t ла повышенной пластичности на 1/3-1/2 и при t = 9 мм, t,= 0,5-9,0 = 4,5 мм. ширины ручья в его вершине. В качестве материала для наплавки в При этом увеличение ширины внут- 10 этом случае используют сталь марки Х12НЗГ8М2 (ПУП-сталь) со следующими реннего слоя наплавки сверх 1/2 ширимеханическими характеристиками & ны ручья повышает расход ПНП-стали = 1060 МПа; 6^=500-700 МПа; H v =3*00. без существенного увеличения усталост ной стойкости валков, а выполнение ширины этого слоя менее 1/3 ширины 15 ручья снижает усталостную стойкость валков. Выбор толщины внутреннего слоя • наплавки в пределах 1/3-1/2 заданной толщины наплавки обусловлен следую- 20 щим: увеличение толщины его сверх 1/2 заданной толщины наплавки приводит к снижению производительности наплавки, так как требуется дополнительный слой наплавки ПНП-стали, а 25 выбор его толщины менее 1/3 заданной толщины наплавки - к снижению уста- / лостной стойкости валков. Повышение надежности эксплуатации валков обеспечивается в результате 30 того, что после определенного срока эксплуатации происходит износ наплавленного наружного слоя преимущественно по вершине ручья, так как вершина наиболее подвержена износу, во-пер- ^5 вых, за счет большей нагрузки в вершине- по сравнению с выпусками и, вовторых, за счет максимального скольжения металла, и вступает в работу внутренний, слой наплавленного мате- 40 риала, имеющий значительно более высокие характеристики твердости (Н= =300). Это обеспечивает более равномерный дальнейший износ ручья по его ширине и, как следствие, повышение 45 надежности эксплуатации валка. П р и м е р . Заготовка пильгер-тзалка изготовлена из углеродистой стали марки 35 ГЛ следующего состава; %: С 0,38-0,5; fin 0,9-1,2; Si 0,17 - 50 0,37; S до 0,035; Р до 0,04. Заготовка валка устанавливается на вальцекопировальном станке модели КЖ-26-14, где осуществляется черновой съем металла с образованием ручья 55 с учетом припуска под последующую наплавку. Наплавку ручья валка износостойкими материала осуществляют на напла Затем осуществляют наплавку наружного слоя по всей ширине и длине рабочей поверхности ручья другим материалом (сталь 08х20Н9Г7Т), имеющим более низкие механические характеристики: Є =600 МПа; & =300 МПа; H v = = 200, Толщина основного слоя составит в вершине ручья t =9,0-4,5 = ' =4,5(мм), и в выпусках калибра t =t= =9,0 мм. . Наплавку рабочей поверхности валка износостойкими материалами осуществляют- при следующих режимах (при диаметре наплавочной проволоки 3 м м ) ; скорость наплавки 30-50 м/ч; ско- t рость подачи проволоки 83-95 м/ч; напряжение дуги 32-34 В, шаг наплав*-' ки на радиусной части (вершина калибра) 6-7 мм, на выпусках 4-5 мм. Флюс марки АН-20. Затем валок вновь передают на валъцекопировальный станок КЖ-26-14 для чистовой механической обработки ручья и получения заданных размеров по ширине и длине рабочей поверхности ручья. После снятия припуска 1,5- • 2,0 мм толщина износостойкого слоя t составляет 7 мм. После расшлифовки выпусков калибра валок передается на стан для эксплуатации. Использование предлагаемого способа обеспечивает повышение усталостной стойкости валков и надежности их эксплуатации. Это, в свою очередь, способствует снижению расхода валков, повышению качества труб и увеличению производительности пилигримового стана. • Ф о р м у л а и з о б р е т е н и я Способ обработки пильгервалка, включающий черновую механическую обработку рабочей поверхности ручья, наплавку на поверхность ручья износостойкого материала и чистовую обра 5 * 131 1081 6 ботку ручья; о т л и ч а ю щ и й с я ный слой наплавляют переменной толщитем, что, с целью повышения усталостны на всю рабочую поверхность ручья ной стойкости валков и надежности, из материала, пределы пластичности наплавляют внутренний слой у вершины и твердости которого соответственно ручья шириной 1/3-1/2 ширины ручья и 5 не менее чем в 2 и 2,5 раза меньше толщиной t/3-1/2 заданной толщины пределов пластичности и твердости наплавки по всей длине ручья, а наруж- материала внутреннего слоя. А-А ft фир.З 1311081 \ллАХ УхлЛ X У\ЛА X фиє>6 в-в фаг.7 Редактор Т. Клюкина Составитель Н. Умнягина Техред М.Ходанич Корректор А.Обручар Заказ 53О/ДСП Тираж 350 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, А
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working pilger-roll
Автори англійськоюBondarchuk Mykola Andriovych, Uhriumov Yurii Dmytrovych, Shyfrin Evhenii Isaiovych, Volpov Mark Lvovych
Назва патенту російськоюСпособ обработки пильгер-валка
Автори російськоюБондарчук Николай Андреевич, Угрюмов Юрий Дмитриевич, Шифрин Евгений Исаевич, Вольпов Марк Львович
МПК / Мітки
МПК: B23B 5/08, B21B 21/02
Мітки: оброблення, спосіб, пільгервалка
Код посилання
<a href="https://ua.patents.su/6-11403-sposib-obroblennya-pilgervalka.html" target="_blank" rel="follow" title="База патентів України">Спосіб оброблення пільгервалка</a>
Спосіб віготовлення засипного апарату доменної печі
Номер патенту: 8431
Опубліковано: 30.09.1996
Автори: Антіпенко Юхим Ігоревич, Апостолов Володимир Гнатович, Скорий Генадій Ілліч, Пеклич Михайло Михайлович, Рибцов Олександр Федорович
МПК: C21B 7/18
Мітки: засипного, печі, виготовлення, спосіб, апарату, доменної
Формула / Реферат:
1. Способ изготовления конусного засыпного аппарата доменной печи, включающий механическую обработку контактной поверхности конуса и чаши под наплавку, наплавление износостойкого слоя, шлифовку и контроль толщины слоя наплавки, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения стойкости засыпного аппарата, при механической обработке контактной поверхности под наплавку дополнительно за пределами наплавляемой...
Двошаровий борошномельний валок

Номер патенту: 1697
Опубліковано: 25.10.1994
Автори: Будаг'янц Микола Абрамович, Малихін Геннадій Дмитрович, Вовк Світлана Борисівна, Вороніна Валентина Олександрівна, Свистунов Ігор Олександрович, Сирота Олександр Олексійович
МПК: B22D 13/00, B22D 19/00, B22D 25/00
Мітки: валок, борошномельний, двошаровий
Формула / Реферат:
Двухслойный мукомольный валок, содержащий двухслойную полую бочку с рабочим и внутренним слоями и с соотношением толщины рабочего слоя к наружному диаметру бочки, равным 1/8—1/10, ицапфы.отличающийсятем, что, с целью улучшения его качества и эксплуатационных свойств, отношение толщины рабочего слоя валка к внутреннему составляет 1/2—1/3.
Спосіб виготовлення біметаличних відливок
Номер патенту: 6895
Опубліковано: 31.03.1995
Автори: Олейніченко Віктор Федорович, Морозов Сергій Олексійович, Сапелкін Валерій Сергійович, Лобунець Світлана Іванівна, Ігнатович Анатолій Йосипович, Шішков Андрій Вікторович, Іващенко Володимир Михайлович, Морозов Юрій Іванович, Морозов Олексій Димитрович
МПК: B22D 19/02
Мітки: біметаличних, виготовлення, відливок, спосіб
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, преимущественно для направляющих тел(проводок), включающий нанесение на поверхность подложки покрытия из износостойкого материала, размещения подложки в литейной форме покрытием в сторону рабочей полости, заливку литейной формы основным металлом с последующей кристаллизацией и удалением положки механической обработкой до появления износостойкого материала, отличающийся тем, что подложку со...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Токар Галина Миколаївна, Воронцов Микола Михайлович, Темніков Едуард Михайлович, Свистунов Ігор Олександрович, Гольдштейн Леонід Борисович, Долуда Анатолій Олександрович
МПК: B22D 13/02
Мітки: спосіб, валків, відцентрового, прокатних, лиття
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Оправка для волочіння труб
Номер патенту: 10796
Опубліковано: 25.12.1996
Автори: Швець Геннадій Михайлович, Баскелович Віктор Зіновьович, Перевалова Еліна Володимировна, Губа Володимир Михайлович, Сидоренко Валентин Костянтинович, Іванов Ігор Павлович, Радовинський Юрій Леонідович, Журба Олександр Савельович, Півник Юрій Вікторович, Ісерсон Ігор Саулович
МПК: B21C 3/16, B21B 25/00
Мітки: волочіння, труб, оправка
Формула / Реферат:
Оправка для волочения труб, выполненная из сплава на основе карбида вольфрама-с покрытием наружной рабочей поверхности одним слоем титана и тремя слоями нитрида титана при соотношении толщины слоев 1:4:6:2 и содержании азота в каждом из слоев нитрида титана соответственно 25, 33 и 50%, отличающаяся тем, что на верхний слой нитрида титана, содержащий 50% азота, нанесен слой, состоящий из равномерно смешанной смеси нитридов титана и хрома,...
Попередній патент: Спосіб термічної обробки суцільнокатаних колес
Наступний патент: Спосіб виготовлення кілець
Випадковий патент: Спосіб первинної обробки хутрової сировини