Спосіб виготовлення ущільнення нерухомих і малорухомих з’єднань
Номер патенту: 115194
Опубліковано: 25.09.2017
Автори: Сахненко Сергій Олександрович, Сахненко Олександр Володимирович, Єдін Олександр Йосипович, Мелешко Ігор Володимирович, Альошина Алла Володимирівна
Формула / Реферат
Спосіб виготовлення ущільнення нерухомих і малорухомих з'єднань, що включає виготовлення армуючого елемента, виконаного відбортовкою кільцевої заготовки, спільне пресування навивки з графітової стрічки та армуючого елемента, який відрізняється тим, що армуючий елемент, перед спільним пресуванням, виготовляють зі стрічкової заготовки, яку потім згортають в циліндричне кільце та зварюють внахльост і відбортовують загином кромок кільця.
Текст
Реферат: Винахід належить до машинобудування, зокрема до ущільнювальних елементів запірної арматури і насосів. Спосіб виготовлення ущільнення нерухомих і малорухомих з'єднань, що включає виготовлення армуючого елемента, виконаного відбортовкою кільцевої заготовки, спільне пресування UA 115194 C2 (12) UA 115194 C2 навивки з графітової стрічки та армуючого елемента, згідно з винаходом, армуючий елемент, перед спільним пресуванням, виготовляють зі стрічкової заготовки, яку потім згортають в циліндричне кільце та зварюють внахльост і відбортовують загином кромок кільця. Використання винаходу забезпечує відсутність попадання графітової навивки на зовнішню поверхню армованого елемента, збільшення коефіцієнта використання дорогого тонколистового матеріалу до 0,9, зменшення складності та здешевлення оснастки та трудовитрат при збереженні властивостей ущільнення. UA 115194 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до машинобудування, зокрема до способів виготовлення ущільнюючих елементів, що можуть бути використані для ущільнення запірної арматури і насосів у різних областях техніки, в тому числі, і в атомній енергетиці. Відомий спосіб виготовлення ущільнюючої кільцевої прокладки за заявкою № 96100267/06 опублікованої в БІ Росії № 9, 1998 р., у якому елемент, що ущільнює, виготовлений спільним пресуванням навивки з графітової стрічки і каркасних кілець, що виконані з концентрично розташованими ребрами і западинами. Недоліком способу є складність виготовлення каркасних кілець. Найбільш близьким аналогом (прототипом) винаходу є спосіб виготовлення ущільнень нерухомих і малорухомих з'єднань, приведений у рекламному проспекті „Кольца уплотнительные КГУ по ТУ 5728-010-13267785-99", що включає спільне пресування навивки з графітової стрічки та армуючого елемента (обтюратора), який виготовлений з листа вирубкою плоского кільця-заготовки з наступною відбортовкою кромок у штампі. Недоліками способу є: 1. Складність отримання точної циліндричної поверхні армуючого елемента внаслідок післядії при нагартовці, що виникає після відбортовки зовнішньої кромки плоскої кільцевої заготовки. Крім того, відбортовка супроводжується нерівномірною витяжкою зовнішньої кромки кільця-заготовки. Це призводить до того, що при сумісному пресуванні графітова навивка напресовується на зовнішню циліндричну поверхню армуючого елемента, що не дозволяється при експлуатації, так як це призводить до розгерметизації вузла, що ущільнюється. 2. Відбортовка провадиться в дві стадії: перша - формування загином зовнішньої циліндричної поверхні та першої плоскої кромки, друга - наступний загин другої плоскої кромки. Велике деформування при відбортовці, призводить до значної нагартовки кромок, які відгинаються, що потребує додаткової проміжної операції - відпалу заготовок армуючих елементів. 3. Нераціональне використання тонколистової нержавіючої сталі, з якої виготовляється армуючий елемент. Так, наприклад при вирубці кільцевого армованого елемента з зовнішнім діаметром 70 мм, внутрішнім діаметром 65 мм коефіцієнт використання металу складає 0,21. 4. Складність та коштовність штампів для вирубки та відбортовки армуючого елемента (штамп для двосторонньої вирубки кільцевої заготовки та два штампи для відбортовки циліндричної поверхні та другої кромки). 5. Трудомісткість та енергоємність технологічного процесу виготовлення армуючого елемента. Задача, що розв'язується винаходом, полягає в розробці способу виготовлення ущільнень, який забезпечує відсутність попадання графітової навивки на зовнішню поверхню армованого елемента, збільшення коефіцієнта використання коштовного тонколистового матеріалу до 0,9, зменшення складності та коштовності оснастки та трудовитрат при збереженні властивостей ущільнення. Поставлена задача вирішується тим, що в способі виготовлення ущільнення нерухомих і малорухомих з'єднань, що включає виготовлення армуючого елемента, виконаного відбортовкою кільцевої заготовки, спільне пресування навивки з графітової стрічки та армованих елементів, згідно з винаходом, армуючий елемент, перед спільним пресуванням, виготовляють зі стрічкової заготовки, яку потім згортають в циліндричне кільце та зварюють внахльост і відбортовують загином кромок кільця. Загальними ознаками запропонованого способу і прототипу, є виготовлення армуючого елемента, виконаного відбортовкою кільцевої заготівки та спільне пресування навивки з графітової стрічки та армуючого елемента. Відмінними ознаками є те, що армуючий елемент, перед спільним пресуванням, виготовляють зі стрічкової заготовки, яку потім згортають в циліндричне кільце та зварюють внахльост і відбортовують загином кромок кільця. Запропонований спосіб дозволяє отримувати якісні ущільнення нерухомих та малорухомих з'єднань, за рахунок: 1. Виготовлення армуючого елемента згортанням стрічкової заготовки дозволяє отримувати точну циліндричну поверхню без нагартовки, з рівномірним розподілом механічних властивостей, та відсутністю нерівномірності витяжки зовнішніх кромок кільця-заготовки. Крім того, відбортовка кромок армуючого елемента провадиться одностадійно. 2. Застосування стрічкової заготівки дозволяє збільшити коефіцієнт використання матеріалу до 0,9. 3. Зменшення кількості операцій отримання армуючого елемента (одна стадія загину кромок) потребує застосування одного простого за конструкцією штампа. 1 UA 115194 C2 5 10 15 20 4. Зменшення кількості, складності та коштовності операцій значно знижує трудомісткість та енергоємність процесу виготовлення армуючого елемента. Критеріями оцінки ущільнення по запропонованому способу, є: 1. Відсутність графіту на зовнішній поверхні армуючого елемента, яке визначається візуально; 2. Міцність звареного з'єднання армуючого елемента, яка повинна відповідати міцності основного металу армуючого елемента і визначається руйнуванням заготовки армуючого елемента по основному металу при її розтягуванні. Суть способу полягає у наступному - стрічку з нержавіючої сталі, що згорнута в кільце та зварена внахльост, розташовують в штампі та провадять відбортовку кромок. Потім армуючі елементи та навивку з графітової стрічки сумісно пресують для отримання ущільнення. Приклад здійснення винаходу. Для виготовлення армуючого елемента з зовнішнім діаметром 80 мм, стрічка з нержавіючої сталі 08 × 18Н10Т ДСТ 4986-79 товщиною 100 мкм, шириною 4 мм, зварюється контактним зварюванням на конденсаторній зварювальній машині ТКМ-15У4 по ширині в 4 точках. Потім кромка звареної стрічки, відбортовується в штампі. Далі застосовується спільне пресування на пресі П-125 навивки з графітової стрічки по ТУ 5728-001-50-187417-99 і армуючих елементів для отримання ущільнення. На поверхні ущільнення візуально відсутні напливи графіту. При розтягуванні звернутої та звареної заготовки армуючого елемента розрив проходить по основному металу. Наведений приклад показує, що спосіб, який заявляться, дозволяє отримувати якісні ущільнення. ФОРМУЛА ВИНАХОДУ 25 30 Спосіб виготовлення ущільнення нерухомих і малорухомих з'єднань, що включає виготовлення армуючого елемента, виконаного відбортовкою кільцевої заготовки, спільне пресування навивки з графітової стрічки та армуючого елемента, який відрізняється тим, що армуючий елемент, перед спільним пресуванням, виготовляють зі стрічкової заготовки, яку потім згортають в циліндричне кільце та зварюють внахльост і відбортовують загином кромок кільця. Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюSakhnenko Oleksandr Volodymyrovych, Sakhnenko Serhii Oleksandrovych, Meleshko Ihor Volodymyrovych, Alioshyna Alla Volodymyrivna
Автори російськоюСахненко Александр Владимирович, Сахненко Сергей Александрович, Мелешко Игорь Владимирович, Алешина Алла Владимировна
МПК / Мітки
МПК: F16J 15/12, F16J 15/00, F16J 15/18
Мітки: з'єднань, спосіб, виготовлення, нерухомих, малорухомих, ущільнення
Код посилання
<a href="https://ua.patents.su/4-115194-sposib-vigotovlennya-ushhilnennya-nerukhomikh-i-malorukhomikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ущільнення нерухомих і малорухомих з’єднань</a>
Спосіб виготовлення ущільнення нерухомих і малорухомих з’єднань
Номер патенту: 72766
Опубліковано: 15.04.2005
Автори: Єдін Олександр Йосипович, Мелешко Ігор Володимирович, Сахненко Сергій Олександрович, Сахненко Олександр Володимирович, Альошина Алла Володимирівна
МПК: F16J 15/00, F16J 15/18
Мітки: малорухомих, виготовлення, з'єднань, нерухомих, ущільнення, спосіб
Формула / Реферат:
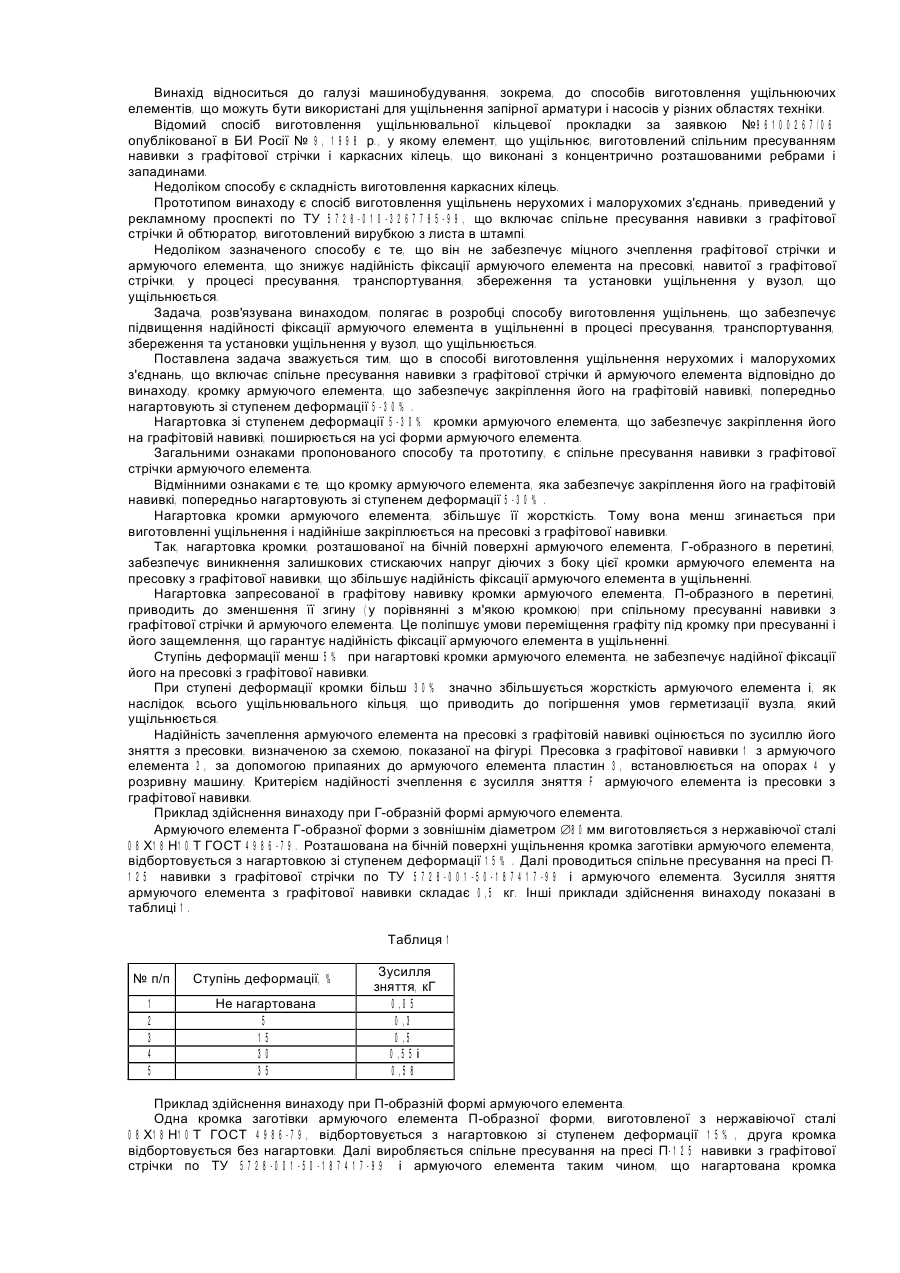
Спосіб виготовлення ущільнення нерухомих і малорухомих з'єднань, що включає спільне пресування навивання з графітової стрічки й армуючого елемента, який відрізняється тим, що кромку армуючого елемента, яка забезпечує закріплення його на графітовому навиванні, попередньо нагартовують зі ступенем деформації 5-30%.
Спосіб ущільнення рухомих і малорухомих бетонних сумішів
Номер патенту: 11950
Опубліковано: 25.12.1996
Автор: Сторожук Микола Андрійович
МПК: B28B 1/08
Мітки: бетонних, сумішів, малорухомих, ущільнення, рухомих, спосіб
Формула / Реферат:
Способ уплотнения подвижных и малоподвижных бетонных смесей путем непрерывного вибрирования, отличающийся тем, что, с целью повышения плотности и прочности бетона, вибрирование осуществляют циклически: сначала с максимальной интенсивностью Uмакс в течение 3-18 с, затем с интенсивностью, равной 0,2-0,5 Uмакс, в течение 2-3 с.
Спосіб виготовлення канавки на торці обертового кільця тертя торцевого ущільнення

Номер патенту: 112500
Опубліковано: 26.12.2016
Автори: Козяр Микола Миколайович, Похильчук Ігор Олександрович, Стрілець Олег Романович, Мазур Станіслав Васильович, Стрілець Володимир Миколайович
МПК: F16J 15/34
Мітки: ущільнення, обертового, кільця, канавки, спосіб, тертя, виготовлення, торці, торцевого
Формула / Реферат:
Спосіб виготовлення канавки на торці обертового кільця тертя торцевого ущільнення, який відрізняється тим, що засобами комп'ютерного моделювання на аркуші будують спіраль Архімеда за формулою , де - радіус спіралі Архімеда в даній точці;
Магніторідинне ущільнення та спосіб виготовлення магніторідинного ущільнення
Номер патенту: 83876
Опубліковано: 26.08.2008
Автори: Гурський Андрій Миколайович, Радіонов Олександр Володимирович, Виноградов Олександр Миколайович, Тіхонов Андрій Сергійович, Казакуца Олександр Володимирович
МПК: F16J 15/43, F16J 15/40
Мітки: ущільнення, спосіб, магніторідинного, магніторідинне, виготовлення
Формула / Реферат:
1. Магніторідинне ущільнення, що має корпус, кільцевий постійний магніт, установлений в корпусі, полюсні наконечники, на робочих поверхнях яких виконані кільцеві зубці, магнітну рідину в робочих зазорах між полюсними наконечниками і рухомим валом та щонайменше дві прокладки, яке відрізняється тим, що оснащене кришкою, що утримує полюсні наконечники в корпусі, а корпус, постійний магніт, полюсні наконечники та прокладки виконані складеними з...
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Рудко Василь Петрович, Ковалів Євстахій Осипович, Концур Ярослав Федорович, Филипенко Віктор Михайлович, Гладій Ігор Юрієвич, Кернякевич Володимир Степанович, Степанець Андрій Кирилович
МПК: C04B 35/565, F16J 15/00
Мітки: елемента, торцевого, ущільнення, керамічного, тертя, виготовлення, карбідкремнієвого, спосіб, пари
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...
Попередній патент: Пристрій для пошуку локальних екстремумів
Наступний патент: Біодеградабельне покриття, що запобігає черствінню
Випадковий патент: Спосіб прогнозування стану плода