Спосіб електрошлакового зварювання деталей
Формула / Реферат
Спосіб електрошлакового зварювання зафіксованих в заданому положенні деталей, що зварюють, який відрізняється тим, що на одній з зовнішніх поверхонь майбутнього зварного шва уздовж його траєкторії закріплюють окремі вогнетривкі елементи, що перекривають шов, на іншій його зовнішній поверхні закріплюють такі ж елементи, що перекривають зону зварювання на величину, яка допускала б утворення зварювальної ванни між деталями і вогнетривкими елементами обох зовнішніх поверхонь, але не перешкоджала б використанню зварювального обладнання, або перекривають вогнетривкими елементами з обох сторін тільки зону зварювання на однакову величину у міру застигання в нижній частині ванни розплавленого в процесі зварювання металу шва, звільняють вогнетривкі елементи, переставляють їх далі вздовж траєкторії останнього до завершення процесу зварювання, причому форму вогнетривких елементів приймають в залежності від форми деталей, що зварюють, розмірів шва і його траєкторії.
Текст
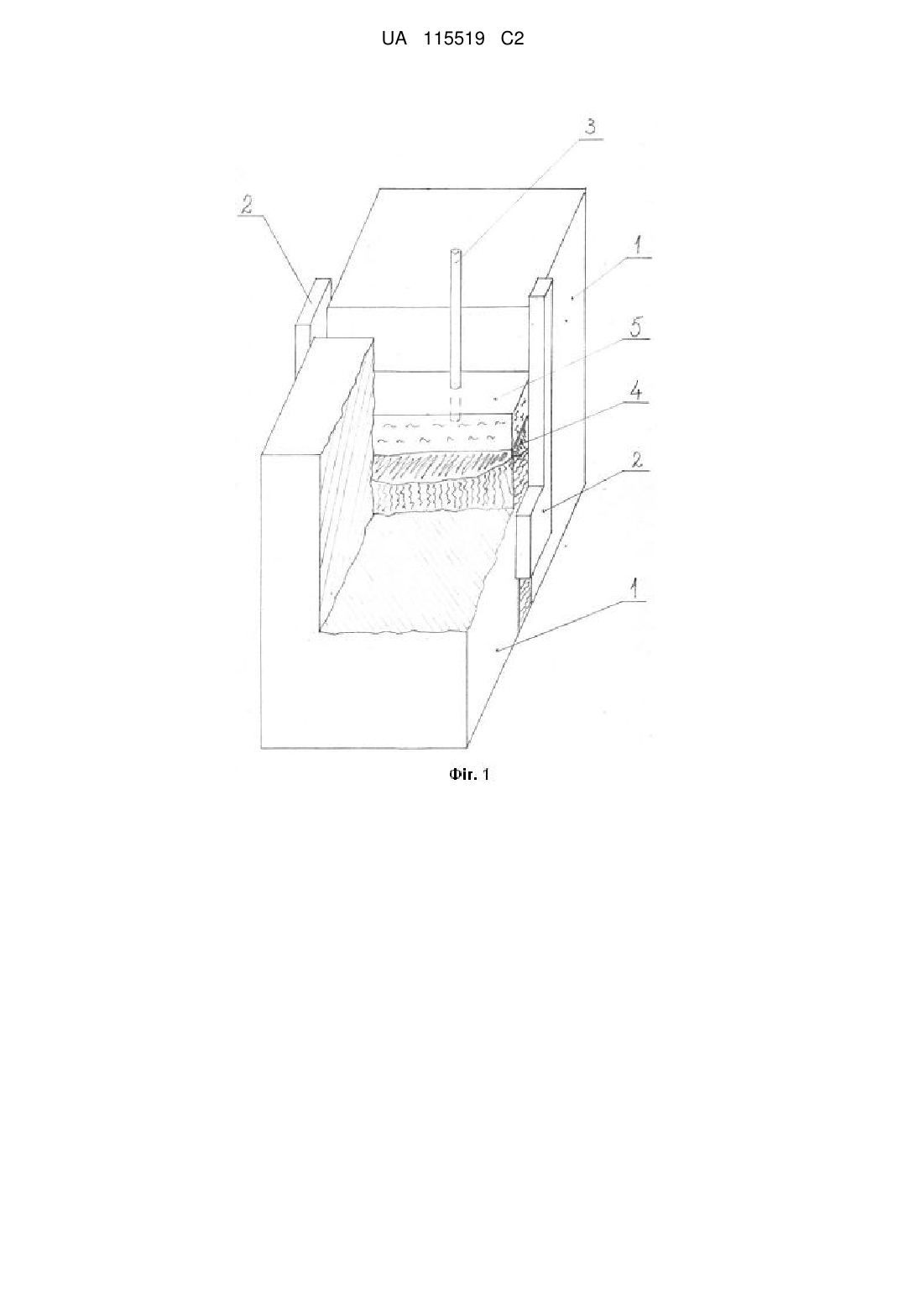
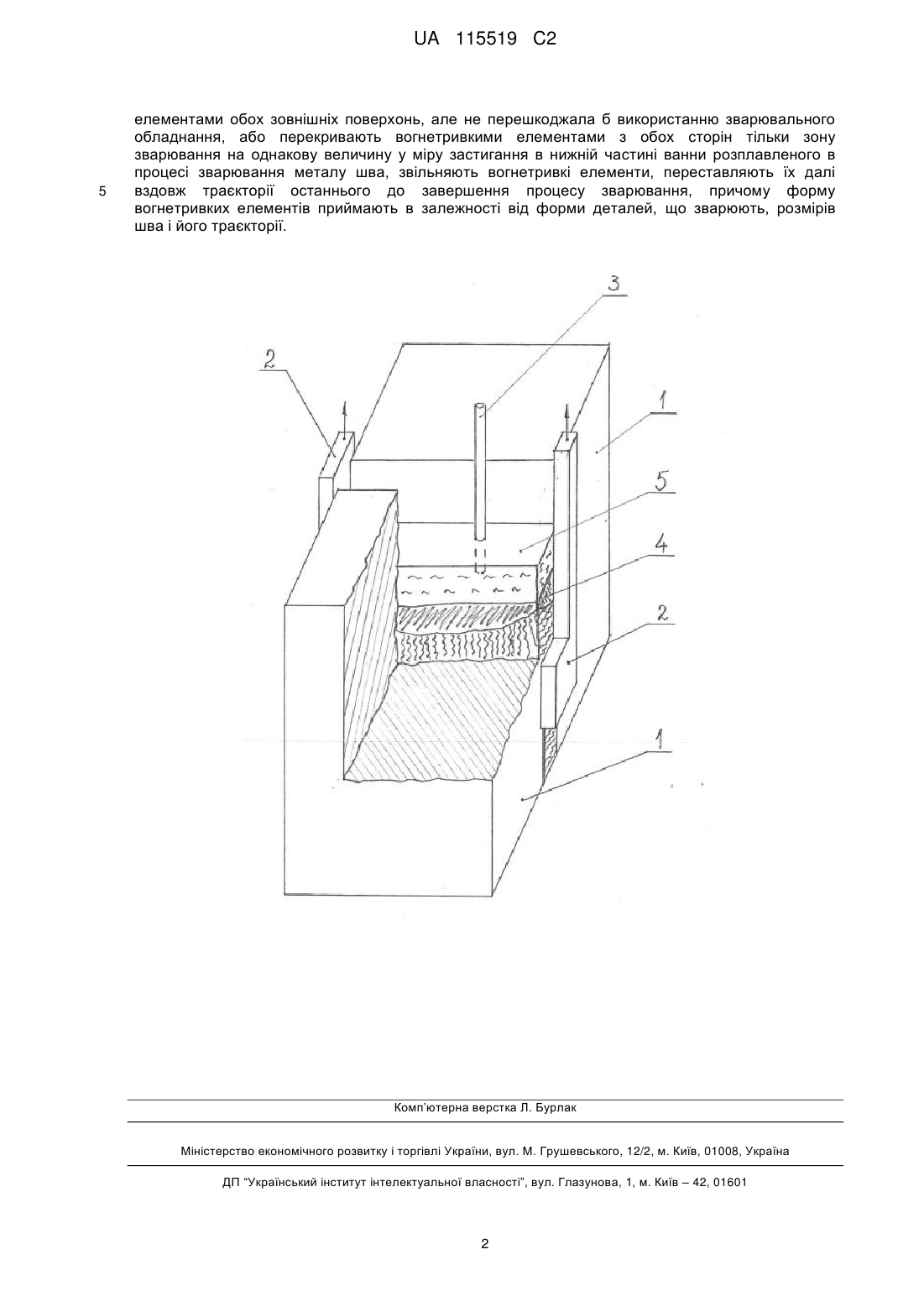
Реферат: Винахід належить до галузі зварювання, а саме – до способу електрошлакового зварювання деталей. Спосіб електрошлакового зварювання, що полягає в тому, що зварювані деталі жорстко фіксують, їх зовнішні поверхні формують за допомогою окремих вогнетривких елементів відповідної деталям форми, встановлюють деталі і вогнетривкі елементи вздовж траєкторії майбутнього шва таким чином, щоб між ними могла утворитися зварювальна ванна. У процесі зварювання у міру застигання розплавленого металу шва вогнетривкі елементи переставляють далі по траєкторії останнього до завершення зварювального процесу на всю його довжину. Винахід забезпечує спрощення і прискорення процесу зварювання деталей будьякої форми і розмірів. UA 115519 C2 (12) UA 115519 C2 UA 115519 C2 5 10 15 20 25 30 35 40 45 50 Винахід належить до галузі зварювання, а саме – до електрошлакового зварювання деталей. Використовувані в даний час способи електрошлакового зварювання вимагають застосування для формування зовнішніх поверхонь зварного шва рухомих або нерухомих мідних плазунів, охолоджуваних водою, або додаткових металевих пластин, що залишаються прикріпленими на поверхні зварених деталей. Перший спосіб істотно ускладнює, уповільнює і підвищує вартість зварювального виробництва деталей. Другий - не завжди прийнятний або за конструктивними властивостями, або через необхідність застосовувати наступну механічну обробку для видалення привареної пластини, що призводить до тих самих наслідків, що і в першому випадку. З огляду на нерівномірність охолодження розплавленого металу по товщині шва при значній товщині зварюваних деталей в цих способах небажана структура металу шва після його кристалізації. Крім того, ці способи накладають суттєві обмеження на мінімальну товщину деталей, що зварюють, і можливе не бажане взаємне їх розташування через необхідність забезпечення певної просторової орієнтації осі зварюваного шва. Запропонований спосіб електрошлакового зварювання, вільний від перерахованих недоліків. Спосіб полягає в тому, що після фіксування деталей, що зварюються в заданому положенні, одна з зовнішніх поверхонь майбутнього зварного шва в зоні, що частково перекриває місце зварювання, або на всю довжину майбутнього шва, перекривається окремими елементами, виготовленими з вогнетривкого матеріалу. Інша зовнішня поверхня майбутнього шва, відповідно до зміни зварювальної зони, також послідовно перекривається такими ж елементами, що утворюють зварювальну ванну. Форма вогнетривких елементів приймається в залежності від форм деталей, що зварюються, розмірів шва і його траєкторії. У міру застигання розплавленого металу шва вогнетривкі елементи переставляються далі по його довжині. Це при достатній стійкості вогнетривкого матеріалу дозволяє використовувати неодноразово обмежене число елементів… Застосування запропонованого способу через відсутність зовнішнього охолодження зовнішніх поверхонь шва призводить до збільшення часу перебування металу звареного шва в розплавленому стані, що може спричинити за собою небажану його структуру після кристалізації. Однак, в переважній більшості випадків сумарний обсяг деталей, що зварюються, багаторазово перевершує обсяг розплавленого металу шва, тому останній досить швидко охолоджується за рахунок відтоку тепла до деталей внаслідок високої теплопровідності металів. Крім того, час перебування металу шва в розплавленому стані може бути істотно скорочено і за рахунок відповідного збільшення лінійної швидкості зварювання, і/або зменшення ширини зварного шва, що також призводить до збільшення лінійної швидкості зварювання. Однак, останнє рішення вимагає досить точного переміщення зварювальної головки по траєкторії зварюваного шва. Запропонований спосіб при узгодженні зі швидкістю зварювання і переміщення вогнетривких елементів дозволяє використовувати електрошлакове зварювання практично без обмежень по мінімальній товщині, починаючи з величини останньої, що не проварюють за один прохід іншими видами зварювання, і при будь-якому взаємному розташуванні деталей, що зварюються, і просторовому розташуванні зварного шва, крім стельового. Таким чином, запропонований спосіб не тільки спрощує, але і істотно прискорює процес зварювання, що в сукупності приводить до істотного здешевлення зварювального виробництва, а також надає нові технологічні можливості в області електрошлакового зварювання. Суть винаходу пояснює креслення. На кресленні схематично зображена конструкція зварюваного пропонованим способом вузла. Тут позначено: 1 - зварювані деталі; 2 - вогнетривкі елементи; 3 - зварювальний електрод; 4 - розплавлений метал; 5 - жужільна ванна. Стрілками позначено напрямок переміщення вогнетривких елементів. ФОРМУЛА ВИНАХОДУ 55 60 Спосіб електрошлакового зварювання зафіксованих в заданому положенні деталей, що зварюють, який відрізняється тим, що на одній з зовнішніх поверхонь майбутнього зварного шва уздовж його траєкторії закріплюють окремі вогнетривкі елементи, що перекривають шов, на іншій його зовнішній поверхні закріплюють такі ж елементи, що перекривають зону зварювання на величину, яка допускала б утворення зварювальної ванни між деталями і вогнетривкими 1 UA 115519 C2 5 елементами обох зовнішніх поверхонь, але не перешкоджала б використанню зварювального обладнання, або перекривають вогнетривкими елементами з обох сторін тільки зону зварювання на однакову величину у міру застигання в нижній частині ванни розплавленого в процесі зварювання металу шва, звільняють вогнетривкі елементи, переставляють їх далі вздовж траєкторії останнього до завершення процесу зварювання, причому форму вогнетривких елементів приймають в залежності від форми деталей, що зварюють, розмірів шва і його траєкторії. Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/038, B23K 25/00, F16B 5/08
Мітки: зварювання, електрошлакового, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/4-115519-sposib-elektroshlakovogo-zvaryuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового зварювання деталей</a>
Спосіб електрошлакового зварювання деталей великих перерізів та габаритів і пристрій для його здійснення
Номер патенту: 72664
Опубліковано: 15.03.2005
Автори: Цикуленко Анатолій Костянтинович, Медовар Лев Борисович, Петі Юрій Дмитрович, Шевченко Віталій Юхимович, Стрельніков Микола Петрович, Патон Борис Евгеньович, Нощенко Геннадій Володимирович, Ус Василь Іванович, Саєнко Володимир Якович, Чернець Олександр Владиславович, Новосьолов Сергій Вікторович, Петренко Володимир Леонідович, Попирєв Олександр Валерійович, Смолярко Володимир Борисович, Огньотов Микола Миколайович, Федоровський Борис Борисович
МПК: B23K 25/00
Мітки: здійснення, деталей, великих, габаритів, спосіб, зварювання, перерізів, електрошлакового, пристрій
Формула / Реферат:
1. Спосіб електрошлакового зварювання (ЕШЗ) деталей і виробів великих перерізів і габаритів, у якому виставляють строго горизонтально і жорстко закріплюють на опорній рамі пристрою для ЕШЗ одну з підлягаючих зварюванню частин деталі, а іншу, підлягаючу зварюванню частину деталі, встановлюють і жорстко закріплюють під кутом ±15° до горизонталі на рухомій рамі згаданого пристрою з зазором між кромками частин деталі, що зварюються, розміщають і...
Спосіб електрошлакового зварювання
Номер патенту: 15327
Опубліковано: 15.06.2006
Автори: Якимчук Анатолій Васильович, Щербак Валерій Миколайович
МПК: B23K 25/00
Мітки: електрошлакового, спосіб, зварювання
Формула / Реферат:
Спосіб електрошлакового зварювання плавким електродом, що включає установку заготовок з зазором в охолоджуваний формувальний пристрій, подачу в зазор зварювального флюсу і плавкого електрода, послідовне наведення шлакової і металевої ванни при пропусканні зварювального струму через заготовки і плавкий електрод, який відрізняється тим, що подачу в зазор плавкого електрода виконують з постійною швидкістю, наведення шлакової ванни виконують...
Спосіб електрошлакового зварювання
Номер патенту: 36618
Опубліковано: 16.04.2001
Автори: Карпенко Володимир Михайлович, Власов Анатолій Федорович
МПК: B23K 25/00
Мітки: зварювання, спосіб, електрошлакового
Текст:
...електропровідність її в твердому стані. Вміст оксидів заліза та відновника, узятих у сте хіометричному відношенні, дозволяє повністю прореагувати відновнику із утворенням його оксиду. При плавленні екзотермічної металевофлюсевої суміші відновлюється залізо (@60-70% від маси окислів заліза), яке осідає на дно кармана і потім видаляється разом з ним. Внаслідок цього втрати електроду у початковий період зварювання будуть зведені до...
Спосіб виготовлення великогабаритних деталей методом зварювання тиском
Номер патенту: 10432
Опубліковано: 15.11.2005
Автори: Жартовський Олександр Володимирович, Семенов Валентин Михайлович, Кривунь Валентина Степанівна
МПК: B23K 20/02
Мітки: зварювання, виготовлення, великогабаритних, тиском, спосіб, деталей, методом
Формула / Реферат:
Спосіб виготовлення великогабаритних деталей методом зварювання тиском, що включає механічну обробку поверхонь, що з'єднуються, з виготовленням крайок під зварювання, зборку і зварювання заготовки під кування, нагрівання під кування, кування, термічну обробку і наступну механічну обробку, який відрізняється тим, що на поверхні, які з'єднуються, перед зборкою під зварювання наносять шар дисперсних хімічних речовин, висушують шар, після чого...
Спосіб електрошлакового зварювання плавким мундштуком виробів великих товщин

Номер патенту: 66796
Опубліковано: 25.01.2012
Автори: Гуліда Володимир Пантелійович, Красільніков Сергій Геннадійович, Литвиненко Сергій Миколайович, Гуліда Ярослав Володимирович, Волошин Олексій Іванович
МПК: B23K 25/00
Мітки: спосіб, великих, товщин, плавким, мундштуком, зварювання, електрошлакового, виробів
Формула / Реферат:
Спосіб електрошлакового зварювання плавким мундштуком виробів великих товщин, при якому в зварювальному проміжку виробу розміщують плавкий мундштук з напрямними каналами для подачі дротів і здійснюють введення в зону зварювання основного й допоміжного дротів, який відрізняється тим, що подачу основного й допоміжного дротів в процесі зварювання ведуть одночасно, причому початкову ділянку шва виконують при подачі одного з дротів із швидкістю...
Попередній патент: Пристрій для подачі доїльної склянки до тварини, спосіб подачі доїльної склянки до тварини і обертова платформа, яка містить цей пристрій
Наступний патент: Дієтична або фармацевтична композиція на основі лактобацил для вагінального або перорального введення
Випадковий патент: Робоча рукавиця