Спосіб токарної обробки деталі різцем
Номер патенту: 115836
Опубліковано: 25.04.2017
Автори: Подолян Олександр Олександрович, Матвєєва Анна Олександрівна

Формула / Реферат
Спосіб токарної обробки деталі різцем, при якому деталі передають обертання зі швидкістю різання, а головний різець - рух подачі, при цьому вершину леза різця встановлюють на осі обертання деталі, який відрізняється тим, що симетрично до головного різця відносно осі обертання встановлюють додаткові різці, яким передають рух подачі.
Текст
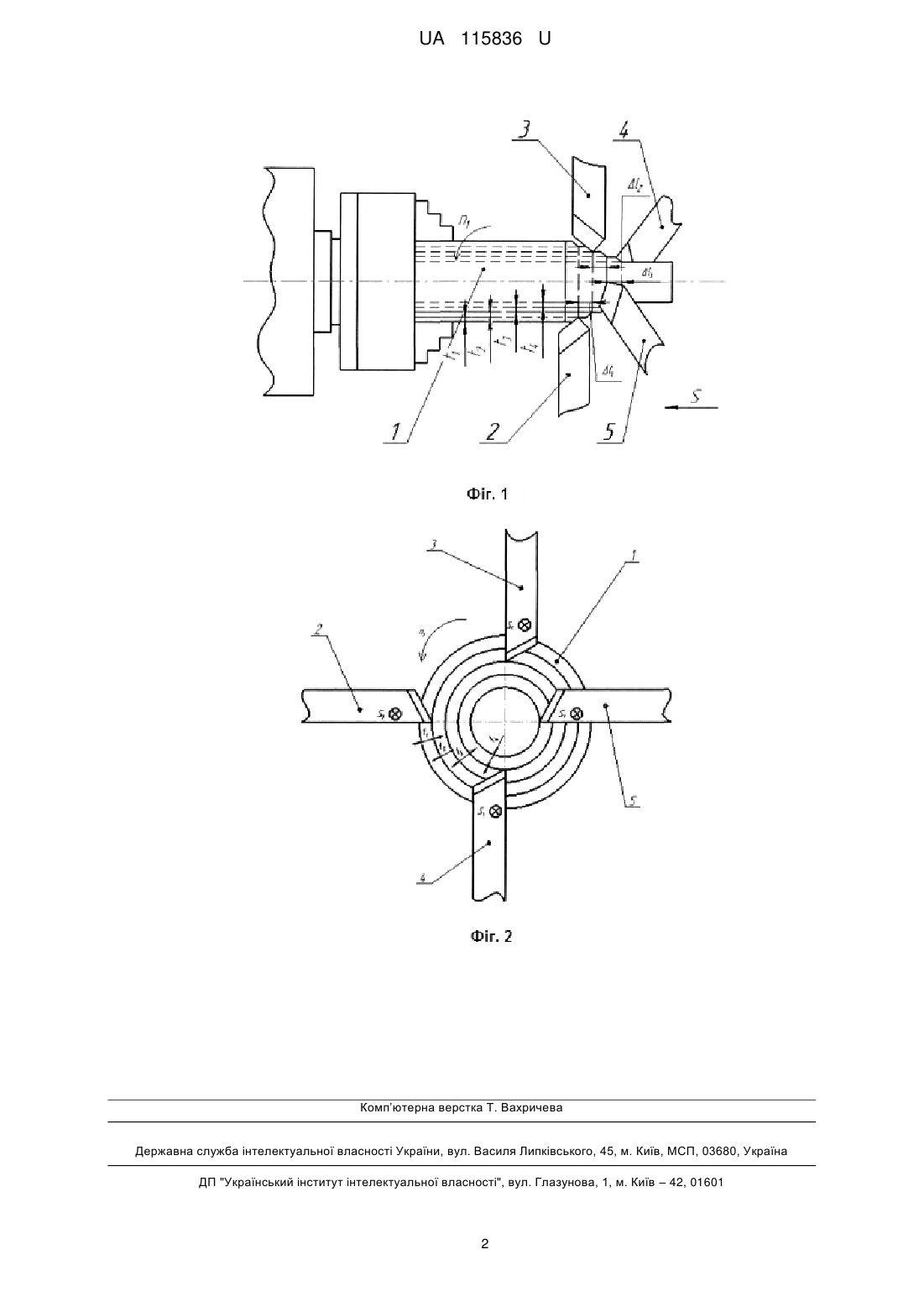
Реферат: Спосіб токарної обробки деталі різцем, при якому деталі передають обертання зі швидкістю різання, а головний різець - рух подачі, при цьому вершину леза різця встановлюють на осі обертання деталі. Симетрично до головного різця відносно осі обертання встановлюють додаткові різці, яким передають рух подачі. UA 115836 U (54) СПОСІБ ТОКАРНОЇ ОБРОБКИ ДЕТАЛІ РІЗЦЕМ UA 115836 U UA 115836 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до області металообробки зі зняттям стружки і може бути використана для поділу стружки при обробці великогабаритних деталей. Відомий спосіб токарної обробки дволезовим різцем [Пат. RF № 659770, В23В 27/00, 1929], при якому точіння ведеться одним лезом, а інше, подібне до першого, знаходиться на нижньому боці різця. Після затуплення працюючого леза різець повертає на 180°, і точіння продовжують новим лезом, в тому ж напрямку швидкості різання і подачі. Даний спосіб не дозволяє реверсувати обертання деталі і таким чином ділити стружку, а також змінювати напрямок подачі при незмінному напрямку обертання деталі. Відомий спосіб багатопрохідного токарного оброблення [Авторське свідоцтво СРСР № 325097, МПК В23В 1/00.1972. Спосіб токарної обробки поверхонь], наприклад наполегливим різцем з однаковими переднім і заднім кутами при ріжучій кромці. В кінці кожного проходу різець повертають на 90° і здійснюють точіння тією ж кромкою в зворотному напрямку подачі. Завдяки цьому спосіб має розширені технологічні можливості, але не дозволяє реверсувати обертання деталі і вимагає тривалого часу на перестановку для точіння з протилежною подачею. Відомий спосіб точіння багатолезовим різцем з симетричними лезами дозволяє працювати з протилежними подачами [Авторське свідоцтво СРСР № 1393534, МПК В23В 27/16, 1988], але не забезпечує точіння в протилежному напрямку обертання деталі. Відомий спосіб токарної обробки [Патент Російської Федерації № 2374039, МПК В23В1/00, 27.11.2009], який є найближчим аналогом розробленої корисної моделі, при якому деталі надають обертання зі швидкістю різання, а дволезовому різцю - рух подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі, симетрично щодо неї. Завдяки цьому спосіб має розширені технологічні можливості, але вимагає тривалого часу на обробку деталі. В основу корисної моделі поставлена задача, що полягає в підвищенні швидкості обробки деталі. Поставлена задача вирішується тим, що у способі токарної обробки деталі різцем, при якому деталі передають обертання зі швидкістю різання, а головний різець - рух подачі, при цьому вершину леза різця встановлюють на осі обертання деталі, відповідно до корисної моделі, симетрично до головного різця відносно осі обертання встановлюють додаткові різці, яким передають рух подачі. Суть корисної моделі пояснюється кресленнями Фіг. 1 та Фіг. 2. Фіг. 1 зображує схему реалізації способу, на якій штрих-пунктиром показаний прохід різців; Фіг. 2 - вид з боку задньої бабки. Спосіб здійснюється наступним чином. При обточуванні зовнішньої поверхні деталі 1 надають обертання з частотою n1, що визначає швидкість різання (Фіг. 1). Головний різець 2 встановлюють на вершину осі обертання деталі (Фіг. 2). Головний різець встановлюють на глибину t1 з поздовжньою подачею s. Одночасно встановлюють додаткові різець 3, різець 4, різець 5, симетрично головному різцю відносно осі обертання, вершини яких встановленні з зсувом відносно вершини головного різця 2, для різця 3 значення зсуву складає Δl 1, для різця 4 - Δl1+Δl2, для різця 5 - Δl1+Δl2+Δl3, вздовж осі обертання, у напряму протилежному напряму подачі s. При цьому вершини додаткових різців встановлюють на осі обертання деталі (Фіг. 2). Додаткові різці встановлюють на глибину t2 відповідно для різця 3, t3 - для різця 4, t4 - для різця 5, з поздовжньою подачею s. Далі виконується прохід. Застосування запропонованого способу дозволить підвищити швидкість обробки деталі, за рахунок використання декількох різців одночасно. З урахуванням переточувань трудовитрати за пропонованим способом скорочуються. Крім цього поліпшується якість обробленої поверхні, так як нема потреби міняти різці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб токарної обробки деталі різцем, при якому деталі передають обертання зі швидкістю різання, а головний різець - рух подачі, при цьому вершину леза різця встановлюють на осі обертання деталі, який відрізняється тим, що симетрично до головного різця відносно осі обертання встановлюють додаткові різці, яким передають рух подачі. 1 UA 115836 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 1/00
Мітки: обробки, спосіб, різцем, токарної, деталі
Код посилання
<a href="https://ua.patents.su/4-115836-sposib-tokarno-obrobki-detali-rizcem.html" target="_blank" rel="follow" title="База патентів України">Спосіб токарної обробки деталі різцем</a>
Спосіб токарної обробки деталі

Номер патенту: 115834
Опубліковано: 25.04.2017
Автори: Матвєєва Анна Олександрівна, Подолян Олександр Олександрович
МПК: B23B 1/00
Мітки: спосіб, обробки, деталі, токарної
Формула / Реферат:
Спосіб токарної обробки деталі, при якому деталі надають обертання зі швидкістю різання, а головному дволезовому різцю - рух подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі симетрично щодо неї, який відрізняється тим, що симетрично головному різцю відносно осі обертання встановлюють додаткові дволезові різці, яким надають рух подачі.
Спосіб токарної обробки
Номер патенту: 115835
Опубліковано: 25.04.2017
Автори: Матвєєва Анна Олександрівна, Подолян Олександр Олександрович
МПК: B23B 1/00
Мітки: токарної, спосіб, обробки
Формула / Реферат:
Спосіб токарної обробки, при якому деталі надають обертання зі швидкістю різання, а головному дволезовому різцю - рух подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі симетрично відносно неї, який відрізняється тим, що симетрично головному дволезовому різцю відносно осі обертання встановлюють додатковий дволезовий різець, якому надають рух подачі.
Спосіб токарної обробки
Номер патенту: 76480
Опубліковано: 10.01.2013
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович
МПК: B23B 1/00
Мітки: спосіб, токарної, обробки
Формула / Реферат:
Спосіб токарної обробки, при якому напроти різця, встановленого у різцетримачі на каретці супорта, що одержує поздовжню подачу від силового привода із безступінчастим регулюванням, розміщений ролик, який спирається на оброблювану поверхню деталі і встановлений у державці, закріпленій на супорті, внаслідок чого ролик переміщується синхронно з різцем, який відрізняється тим, що під час обробки силу різання контролюють датчиком, порівнюють з...
Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 101220
Опубліковано: 25.08.2015
Автори: Назарець Віктор Семенович, Власовець Віктор В'ячеславович, Лосіков Олександр Михайлович, Мельянцов Петро Тимофійович, Сидоренко Віктор Кононович
МПК: B23B 1/00
Мітки: підживлення, обробки, насоса, гідромашини, спосіб, токарної, аксіально-поршневої, колодязя, корпуса
Формула / Реферат:
Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини, при якому застосовують гідростатичні підшипники з різцем та крутильно-коливальну систему, яка обумовлює вібрацію з заданою амплітудою та частотою, який відрізняється тим, що на столі, який здійснює переміщення в повздовжньому напрямку, закріплюють корпус насоса в спеціальній оправці, яку з'єднують з крутильно-коливальною системою, що забезпечує його...
Спосіб електромеханічної обробки комбінованим різцем
Номер патенту: 48861
Опубліковано: 12.04.2010
Автори: Кучерявих Владислав Геннадійович, Шишкін Артем Вікторович, Тулупов Володимир Іванович
МПК: B23H 9/04
Мітки: спосіб, обробки, комбінованим, електромеханічної, різцем
Формула / Реферат:
Спосіб електромеханічної обробки комбінованим різцем, який полягає у підведенні імпульсів струму в зону різання, який відрізняється тим, що обробка виконується різцем з двома ріжучими пластинами, які ізольовані одна від одної діелектричним шаром з Аl2O3 та на які подаються імпульси струму щільністю 108-109 А/м2, тривалістю 10-6-10-2 с та частотою 20-8000 Гц.
Попередній патент: Спосіб токарної обробки
Наступний патент: Спосіб токарної обробки різцем
Випадковий патент: Спосіб азотування високолегованого розплаву