Спосіб токарної обробки
Номер патенту: 76480
Опубліковано: 10.01.2013
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович
Формула / Реферат
Спосіб токарної обробки, при якому напроти різця, встановленого у різцетримачі на каретці супорта, що одержує поздовжню подачу від силового привода із безступінчастим регулюванням, розміщений ролик, який спирається на оброблювану поверхню деталі і встановлений у державці, закріпленій на супорті, внаслідок чого ролик переміщується синхронно з різцем, який відрізняється тим, що під час обробки силу різання контролюють датчиком, порівнюють з нормованим значенням сили, що надходить від програмного пристрою в порівнювальний пристрій, і через керуючий пристрій та додатковий привод змінюють величину подачі різця в залежності від сили різання, а саме: подачу збільшують при зменшенні сили різання, і навпаки.
Текст
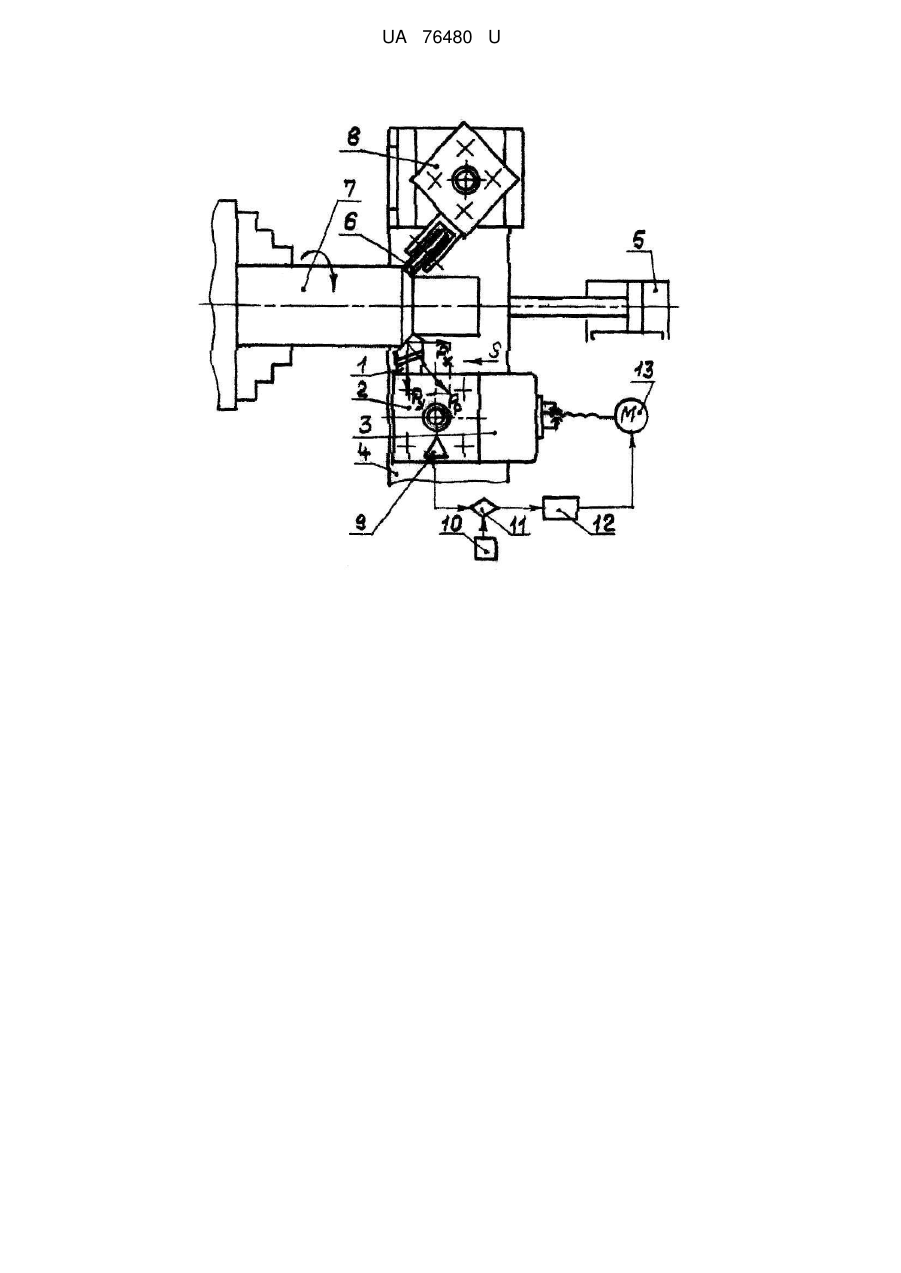
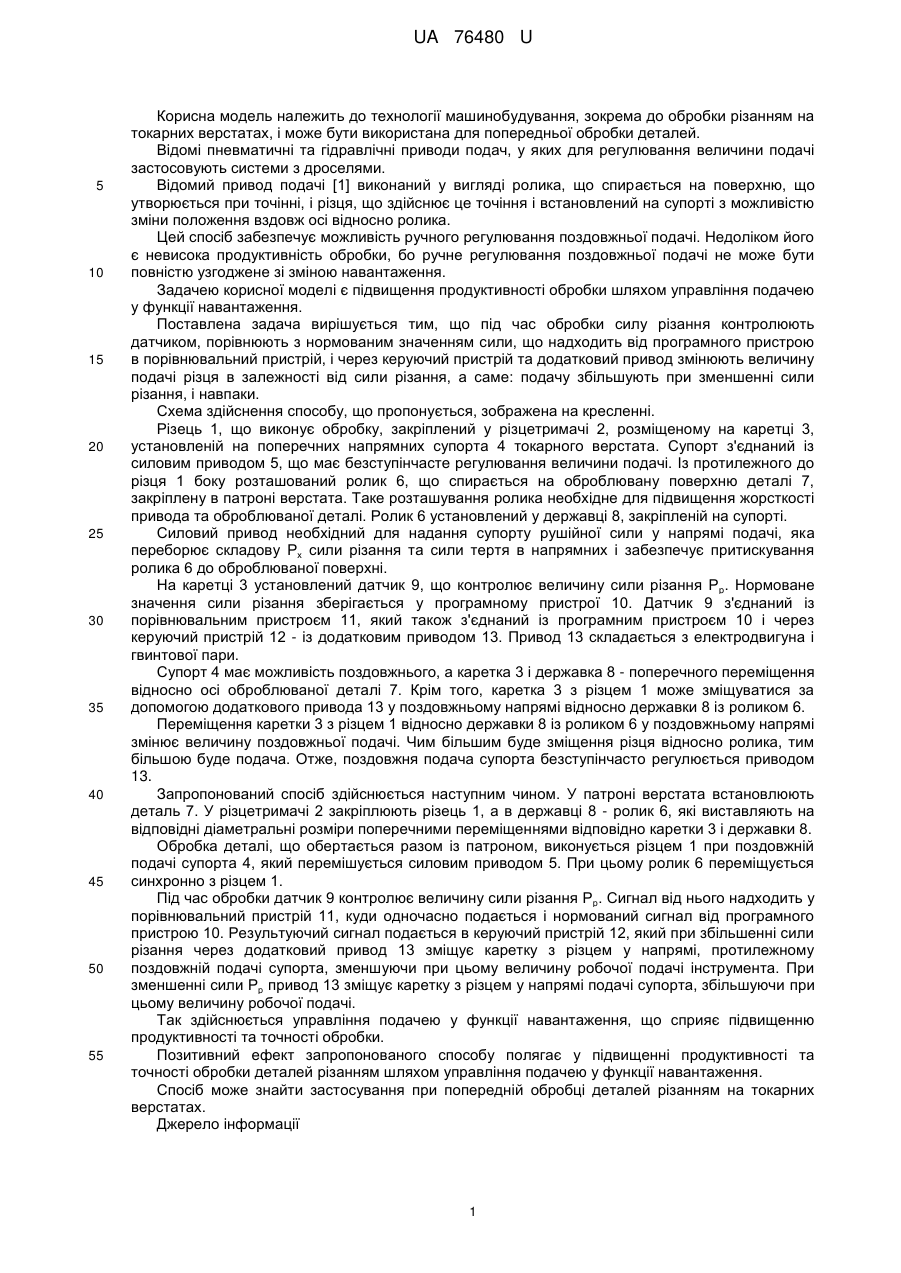
Реферат: UA 76480 U UA 76480 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології машинобудування, зокрема до обробки різанням на токарних верстатах, і може бути використана для попередньої обробки деталей. Відомі пневматичні та гідравлічні приводи подач, у яких для регулювання величини подачі застосовують системи з дроселями. Відомий привод подачі [1] виконаний у вигляді ролика, що спирається на поверхню, що утворюється при точінні, і різця, що здійснює це точіння і встановлений на супорті з можливістю зміни положення вздовж осі відносно ролика. Цей спосіб забезпечує можливість ручного регулювання поздовжньої подачі. Недоліком його є невисока продуктивність обробки, бо ручне регулювання поздовжньої подачі не може бути повністю узгоджене зі зміною навантаження. Задачею корисної моделі є підвищення продуктивності обробки шляхом управління подачею у функції навантаження. Поставлена задача вирішується тим, що під час обробки силу різання контролюють датчиком, порівнюють з нормованим значенням сили, що надходить від програмного пристрою в порівнювальний пристрій, і через керуючий пристрій та додатковий привод змінюють величину подачі різця в залежності від сили різання, а саме: подачу збільшують при зменшенні сили різання, і навпаки. Схема здійснення способу, що пропонується, зображена на кресленні. Різець 1, що виконує обробку, закріплений у різцетримачі 2, розміщеному на каретці 3, установленій на поперечних напрямних супорта 4 токарного верстата. Супорт з'єднаний із силовим приводом 5, що має безступінчасте регулювання величини подачі. Із протилежного до різця 1 боку розташований ролик 6, що спирається на оброблювану поверхню деталі 7, закріплену в патроні верстата. Таке розташування ролика необхідне для підвищення жорсткості привода та оброблюваної деталі. Ролик 6 установлений у державці 8, закріпленій на супорті. Силовий привод необхідний для надання супорту рушійної сили у напрямі подачі, яка переборює складову Рх сили різання та сили тертя в напрямних і забезпечує притискування ролика 6 до оброблюваної поверхні. На каретці 3 установлений датчик 9, що контролює величину сили різання P p. Нормоване значення сили різання зберігається у програмному пристрої 10. Датчик 9 з'єднаний із порівнювальним пристроєм 11, який також з'єднаний із програмним пристроєм 10 і через керуючий пристрій 12 - із додатковим приводом 13. Привод 13 складається з електродвигуна і гвинтової пари. Супорт 4 має можливість поздовжнього, а каретка 3 і державка 8 - поперечного переміщення відносно осі оброблюваної деталі 7. Крім того, каретка 3 з різцем 1 може зміщуватися за допомогою додаткового привода 13 у поздовжньому напрямі відносно державки 8 із роликом 6. Переміщення каретки 3 з різцем 1 відносно державки 8 із роликом 6 у поздовжньому напрямі змінює величину поздовжньої подачі. Чим більшим буде зміщення різця відносно ролика, тим більшою буде подача. Отже, поздовжня подача супорта безступінчасто регулюється приводом 13. Запропонований спосіб здійснюється наступним чином. У патроні верстата встановлюють деталь 7. У різцетримачі 2 закріплюють різець 1, а в державці 8 - ролик 6, які виставляють на відповідні діаметральні розміри поперечними переміщеннями відповідно каретки 3 і державки 8. Обробка деталі, що обертається разом із патроном, виконується різцем 1 при поздовжній подачі супорта 4, який перемішується силовим приводом 5. При цьому ролик 6 переміщується синхронно з різцем 1. Під час обробки датчик 9 контролює величину сили різання Рр. Сигнал від нього надходить у порівнювальний пристрій 11, куди одночасно подається і нормований сигнал від програмного пристрою 10. Результуючий сигнал подається в керуючий пристрій 12, який при збільшенні сили різання через додатковий привод 13 зміщує каретку з різцем у напрямі, протилежному поздовжній подачі супорта, зменшуючи при цьому величину робочої подачі інструмента. При зменшенні сили Рр привод 13 зміщує каретку з різцем у напрямі подачі супорта, збільшуючи при цьому величину робочої подачі. Так здійснюється управління подачею у функції навантаження, що сприяє підвищенню продуктивності та точності обробки. Позитивний ефект запропонованого способу полягає у підвищенні продуктивності та точності обробки деталей різанням шляхом управління подачею у функції навантаження. Спосіб може знайти застосування при попередній обробці деталей різанням на токарних верстатах. Джерело інформації 1 UA 76480 U 1. А.с. 446385 СССР. Μ. Кл. В23Q5/02. Привод подачи / Пестунов В.М - № 1669639/25-8; Заявлено 07.06.71; Опубл. 15.10.74, Бюл. № 38. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб токарної обробки, при якому напроти різця, встановленого у різцетримачі на каретці супорта, що одержує поздовжню подачу від силового привода із безступінчастим регулюванням, розміщений ролик, який спирається на оброблювану поверхню деталі і встановлений у державці, закріпленій на супорті, внаслідок чого ролик переміщується синхронно з різцем, який відрізняється тим, що під час обробки силу різання контролюють датчиком, порівнюють з нормованим значенням сили, що надходить від програмного пристрою в порівнювальний пристрій, і через керуючий пристрій та додатковий привод змінюють величину подачі різця в залежності від сили різання, а саме: подачу збільшують при зменшенні сили різання, і навпаки. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of turning
Автори англійськоюPestunov Volodymyr Mykhailovych, Babych Valentyn Mykolaiovych
Назва патенту російськоюСпособ токарной обработки
Автори російськоюПестунов Владимир Михайлович, Бабич Валентин Николаевич
МПК / Мітки
МПК: B23B 1/00
Мітки: токарної, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/4-76480-sposib-tokarno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб токарної обробки</a>
Спосіб токарної обробки
Номер патенту: 33420
Опубліковано: 15.02.2001
Автори: Кузнєцов Юрій Миколайович, Мачуга Роман Іванович
МПК: B23B 1/00
Мітки: обробки, токарної, спосіб
Текст:
...інструмента 4, за рахунок чого скручують пружину 10 і проводять акумуляцію потенційної енергії. Перед початком робочого ходу ланцюг допоміжного руху і електродвигун 1 (М) роз'єднують. Під час робочого ходу відрізного супорта 2 дисковому ріжучому інструменту 4, наприклад, фрезі, надають обертовий рух від скрученої пружини 10 через обгінну муфту 11 і здійснюють процес різання за рахунок накопиченої потенційної енергії. Після закінчення...
Спосіб токарної обробки
Номер патенту: 65638
Опубліковано: 12.12.2011
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович
МПК: B23B 1/00, B23B 25/00
Мітки: токарної, обробки, спосіб
Формула / Реферат:
Спocіб токарної обробки, при якому заготовці та ріжучому інструменту надають відносний рух формоутворення, а подачу виконують дискретно, причому в кожному циклі після дискретного переміщення інструмента в напрямку подачі його переміщують в тому ж напрямку на завчасно фіксовану величину шляхом ступеневої зміни жорсткості технологічної системи, який відрізняється тим, що обробку виконують інструментом, установленим у різцетримачі, пов’язаному...
Спосіб токарної обробки

Номер патенту: 32222
Опубліковано: 15.12.2000
Автори: Кузнєцов Юрій Миколайович, Судьін Юрій Олексійович, Мачуга Роман Іванович
МПК: B23B 1/00
Мітки: токарної, обробки, спосіб
Текст:
...кінематичною ланкою системи шпиндель заготовка, яка обертається, надають інструменту обертовий рух навколо власної осі, синхронізований з обертанням шпинделя, після чого інструмент, що обертається, входить в контакт із заготовкою і здійснює різання, а при відводі інструмента у вихідне положення після закінчення різання здійснюють розрив кінематичного ланцюга інструмента з кінематичною ланкою системи шпиндель - заготовка, яка обертається. За...
Спосіб токарної обробки на верстатах з чпк
Номер патенту: 51392
Опубліковано: 15.11.2002
Автори: Лещенко Олександр Іванович, Чурляєв Володимир Іванович
МПК: B23B 1/00
Мітки: чпк, спосіб, верстатах, токарної, обробки
Формула / Реферат:
1. Спосіб токарної обробки на верстатах з ЧПК, що включає програмну обробку поверхонь деталі на верстаті різцями з непереточуваними пластинами круглої форми, з від'ємним переднім кутом, утвореним нахилом опорної площини в держаку різця й проекцією на основну площину різальної кромки у формі еліпса, який відрізняється тим, що програмну обробку поверхонь деталі здійснюють переміщенням центра пластини по траєкторії, яка задана апроксимованою...
Спосіб обробки зовнішніх фасонних поверхонь
Номер патенту: 73717
Опубліковано: 10.10.2012
Автори: Даценко Михайло Андрійович, Усачов Петро Антонович
МПК: B24B 39/00
Мітки: зовнішніх, спосіб, обробки, поверхонь, фасонних
Формула / Реферат:
Спосіб обробки зовнішніх фасонних поверхонь деталей різцями на токарних верстатах, що включає послідовну обробку зовнішніх поверхонь малих розмірів різними різцями, який відрізняється тим, що обробку зовнішніх циліндричних і торцевих фасонних поверхонь малих розмірів ведуть одним фасонним різцем з поперечною подачею, причому передня поверхня робочої частини фасонного різця маєпередній кут різання g=0, а задні поверхні різця виконані...
Попередній патент: Спосіб вібраційної обробки свердлінням
Наступний патент: Пристрій для одержання металевих волокон пресуванням гранул
Випадковий патент: Спосіб виробництва пасти з дикоплодної сировини