Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 101220
Опубліковано: 25.08.2015
Автори: Сидоренко Віктор Кононович, Назарець Віктор Семенович, Власовець Віктор В'ячеславович, Мельянцов Петро Тимофійович, Лосіков Олександр Михайлович




Формула / Реферат
Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини, при якому застосовують гідростатичні підшипники з різцем та крутильно-коливальну систему, яка обумовлює вібрацію з заданою амплітудою та частотою, який відрізняється тим, що на столі, який здійснює переміщення в повздовжньому напрямку, закріплюють корпус насоса в спеціальній оправці, яку з'єднують з крутильно-коливальною системою, що забезпечує його вібрацію з амплітудою та частотою, які співпадають з напрямом обертання різця, при цьому різець приводиться в дію гідравлічним приводом та обертається в гідростатичних підшипниках.
Текст
Реферат: Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини, при якому застосовують гідростатичні підшипники з різцем та крутильноколивальну систему, яка обумовлює вібрацію з заданою амплітудою та частотою. На столі, який здійснює переміщення в повздовжньому напрямку, закріплюють корпус насоса в спеціальній оправці, яку з'єднують з крутильно-коливальною системою, що забезпечує його вібрацію з амплітудою та частотою, які співпадають з напрямом обертання різця, при цьому різець приводиться в дію гідравлічним приводом та обертається в гідростатичних підшипниках. UA 101220 U (12) UA 101220 U UA 101220 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі ремонту та відновлення гідравлічних агрегатів і може знайти застосування для обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини на спеціалізованих підприємствах. Відомий спосіб обробки колодязя корпуса насоса розточенням на розточному верстаті або на фрезерних верстатах підвищеної точності (Ачкасов Κ.Α., Вегера В.П. Справочник начинающего слесаря: Ремонт и регулирование приборов системы питания и гидросистемы тракторов, автомобилей, комбайнов. - 2-е изд., перераб. и доп. - М.: Агропромиздат, 1987. - С. 241). До недоліків даного способу слід віднести значну трудомісткість робіт, та відносно низьку якість та точність обробки поверхні. Найбільш близьким за технічною суттю і результатом є спосіб токарної обробки деталі, закріпленої в шпинделі, який обертається в гідростатичних підшипниках та приводиться в дію клинопасовою передачею, а різець закріплюється на столі, та подається до деталі в повздовжньому напрямку під вібрацією, за рахунок крутильно-коливальної системи, з амплітудою та частотою, які співпадають з напрямком обертання деталі (Кумабэ Д. Вибрационное резание: Пер. с яп. С.Л. Масленникова / Под ред. И.И. Портнова, В.В. Белова. М.: Машиностроение, 1985. - С. 238-241). Недоліком даного способу є застосування клинопасової передачі для приводу шпинделя, що спричиняє перекошення його вала в гідростатичних підшипниках, і обумовлює неточність геометричної форми оброблювальної поверхні (відхилення від нециліндричності та некруглості), крім того даний спосіб більш пристосований для обробки деталей, що обертаються та обумовлює технологічні труднощі при обробці внутрішніх поверхонь корпусних деталей. В основу корисної моделі поставлено задачу підвищення точності (забезпечення некруглості та нециліндричності в відповідності до технічних вимог на механічну обробку внутрішньої поверхні колодязя корпуса насоса), та якості (підвищення чистоти робочої поверхні) обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини вібраційним розточуванням. Поставлена задача вирішується тим, що на столі, який здійснює переміщення в повздовжньому напрямку, закріплюють корпус насоса в спеціальній оправці, яку з'єднують з крутильно-коливальною системою, що забезпечує його вібрацію з амплітудою та частотою, які співпадають з напрямом обертання різця, при цьому різець приводиться в дію гідравлічним приводом та обертається в гідростатичних підшипниках. Виникнення імпульсних сил різання при взаємодії корпуса насоса з різцем, та застосування гідростатичних підшипників для його обертання підвищує жорсткість деталі та розточного інструменту, що забезпечує необхідну точність механічної обробки, а застосування гідравлічного приводу для обертання різця забезпечує безступеневе регулювання його швидкості, що підвищує якість оброблювальної поверхні. Спільними ознаками корисної моделі, що заявляється, є застосування гідростатичних підшипників для забезпечення обертального руху, та крутильно-коливальної системи, яка обумовлює вібрацію з заданою амплітудою та частотою. Відмінними ознаками корисної моделі, що заявляється, є те що різець обертається в гідростатичних підшипниках за допомогою гідравлічного приводу, а корпус насоса закріплюється нерухомо на столі в спеціальній оправці, яка здійснює крутильні коливання з амплітудою та частотою, що співпадають з напрямом обертання різця і переміщується в повздовжньому напрямку. Корисна модель пояснюється графічно, де на фіг. 1 зображено комбіновану схему пристрою для розточування колодязя корпуса насоса, на фіг. 2 зображено напрямок обертання різця та крутильних коливань деталі при вібраційному розточуванні. Установка включає в себе стіл 1, на якому розміщують оправку 2 для закріплення корпуса насоса 3, яка приводиться в дію вібратором крутильних коливань 4 та генератором коливань 5, забезпечуючи необхідну частоту та амплітуду коливального руху корпуса насоса. В бабці 6 розміщують різець 7 та камери 8 гідростатичного підшипника, які з'єднані з гідравлічним приводом 9 і камери 10 для зливу робочої рідини. Різець через муфту 11 з'єднаний з гідравлічним приводом 12. Охолодження робочої рідини в гідравлічному баку 13 забезпечують блоком охолодження 14. Спосіб працює наступним чином. На столі 1 закріплюють в оправці 2 корпус гідравлічного насоса 3, приводять його в дію вібратором крутильних коливань 4 за допомогою генератора коливань 5, забезпечуючи необхідну частоту f і амплітуду α коливального руху корпуса насоса. До бабки 6, в якій розміщений різець 7, до камер 8 гідростатичного підшипника подається робоча рідина за допомогою гідравлічного приводу 9. Надлишок робочої рідини відводять через 1 UA 101220 U 5 10 15 20 камеру 10 до гідравлічного бака 13. Через муфту 11, за допомогою гідравлічного приводу 12, передається крутний момент Μ до різця 7, забезпечуючи його швидкість та напрямок обертання, який співпадає з напрямком крутильних коливань корпуса насоса за амплітудою α та частотою f (фіг. 2). При цьому, попередньо різець 7 виставляють на задану глибину розточування колодязя корпуса насоса, а процес різання забезпечують повздовжньою подачею S стола 1, на якому закріплено корпус насоса. Застосування імпульсних сил різання, які виникають в процесі взаємодії різця з поверхнею колодязя корпуса насоса, що здійснює вібраційні крутильні коливання з амплітудою α та частотою f, напрямок яких співпадає з напрямком обертання різця, забезпечує підвищення жорсткості деталі та розточного інструменту, що зменшує відхилення від некруглості циліндричної поверхні колодязя корпуса на 40 %. Застосування гідравлічного приводу забезпечує безступеневу зміну швидкості обертання різця, що дає можливість на 30 % покращити якість оброблювальної поверхні. За рахунок реалізації гідростатичного підшипника, для обертання різця, значно підвищується жорсткість розточного інструменту, що зменшує відхилення від не циліндричності обробленої поверхні колодязя корпуса насоса на 50 %. Запропонований спосіб обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини проходить випробування в лабораторних умовах Національної металургійної Академії України. Запропонована корисна модель може бути багаторазово відтворена і використана як спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини, при якому застосовують гідростатичні підшипники з різцем та крутильноколивальну систему, яка обумовлює вібрацію з заданою амплітудою та частотою, який відрізняється тим, що на столі, який здійснює переміщення в повздовжньому напрямку, закріплюють корпус насоса в спеціальній оправці, яку з'єднують з крутильно-коливальною системою, що забезпечує його вібрацію з амплітудою та частотою, які співпадають з напрямом обертання різця, при цьому різець приводиться в дію гідравлічним приводом та обертається в гідростатичних підшипниках. 2 UA 101220 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 1/00
Мітки: аксіально-поршневої, насоса, гідромашини, підживлення, токарної, обробки, колодязя, спосіб, корпуса
Код посилання
<a href="https://ua.patents.su/5-101220-sposib-tokarno-obrobki-kolodyazya-korpusa-nasosa-pidzhivlennya-aksialno-porshnevo-gidromashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини</a>
Спосіб ремонту корпусу насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 99052
Опубліковано: 12.05.2015
Автори: Скрипочка Тетяна Анатоліївна, Козін Владислав Вадимович, Лосіков Олександр Михайлович, Сидоренко Віктор Кононович, Донець Ігор Сергійович, Мельянцов Петро Тимофійович, Назарець Віктор Семенович
МПК: F04B 1/20
Мітки: ремонту, аксіально-поршневої, насоса, корпусу, спосіб, підживлення, гідромашини
Формула / Реферат:
Спосіб ремонту корпусу насоса, що полягає в відновленні зношених поверхонь полімерно-композитним покриттям на основі епоксидної смоли з наповнювачем з алюмінієвої пудри або залізного порошку, пластифікатора та затверджувача, яке наноситься шпателем з послідуючою механічною обробкою під зменшений ремонтний розмір, який відрізняється тим, що попередньо бокові поверхні колодязів корпусу насоса обробляють гідравлічно-пластичним деформуванням...
Спосіб контролю технічного стану насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 98782
Опубліковано: 12.05.2015
Автори: Лосіков Олександр Михайлович, Мельянцов Петро Тимофійович
МПК: F04B 51/00
Мітки: контролю, підживлення, гідромашини, стану, аксіально-поршневої, спосіб, технічного, насоса
Формула / Реферат:
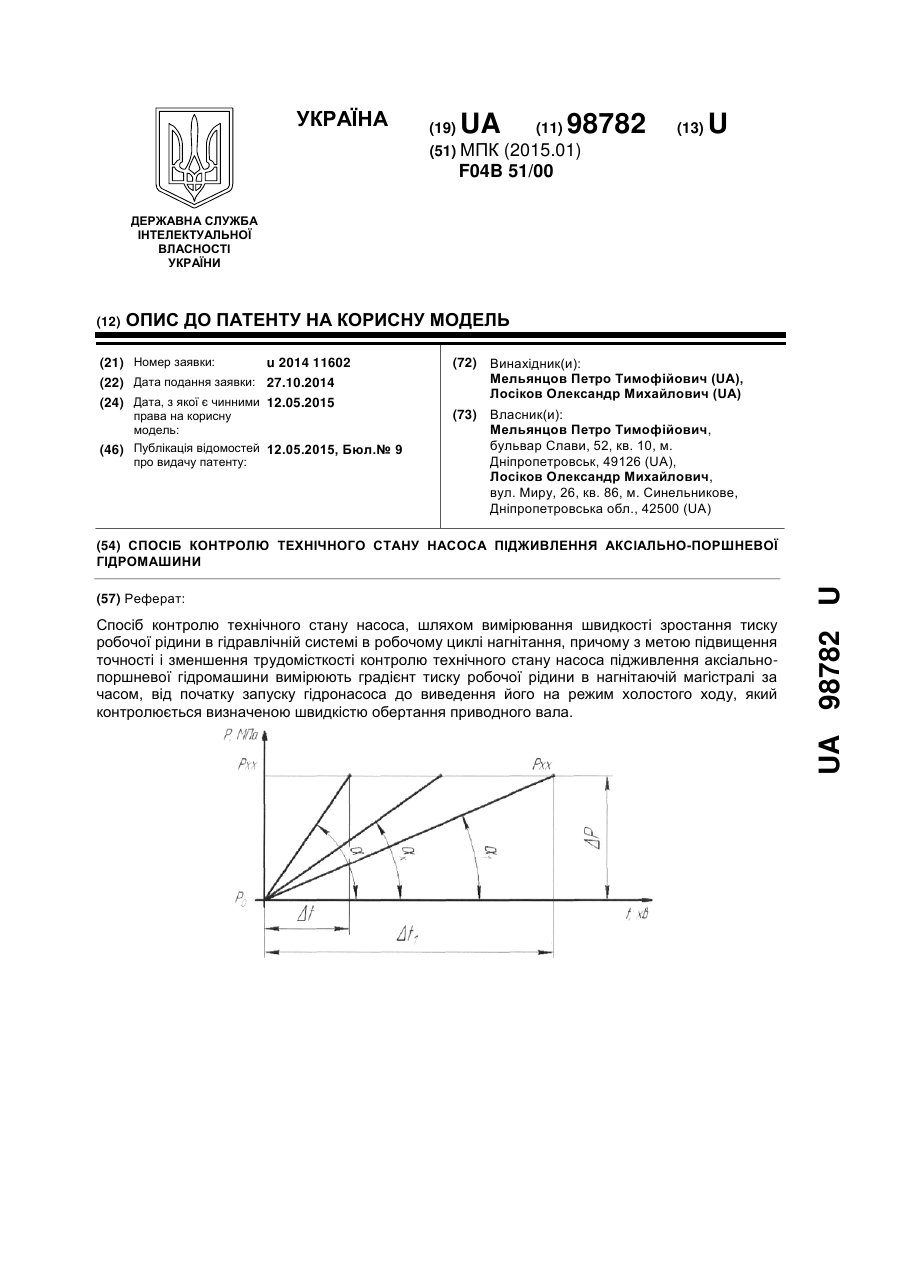
Спосіб контролю технічного стану насоса, шляхом вимірювання швидкості зростання тиску робочої рідини в гідравлічній системі в робочому циклі нагнітання, який відрізняється тим, що з метою підвищення точності і зменшення трудомісткості контролю технічного стану насоса підживлення аксіально-поршневої гідромашини вимірюють градієнт тиску робочої рідини в нагнітаючій магістралі за часом, від початку запуску гідронасоса до виведення його на режим...
Стенд для обкатки та контролю технічного стану насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 98408
Опубліковано: 27.04.2015
Автори: Мельянцов Петро Тимофійович, Лосіков Олександр Михайлович
МПК: F15B 19/00
Мітки: підживлення, стану, технічного, гідромашини, стенд, обкатки, контролю, аксіально-поршневої, насоса
Формула / Реферат:
1. Стенд для обкатки та контролю технічного стану насоса підживлення аксіально-поршневої гідромашини, який включає привід насоса, гідробак, лічильник рідини, регулювальний дросель, що встановлені послідовно в нагнітаючій гідролінії насоса, який відрізняється тим, що, з метою розширення функціональних можливостей стенда, його забезпечують змінними пристроями для встановлення випробувальних насосів та безступеневим регулюванням швидкості...
Насос підживлення аксіально-поршневої гідромашини

Номер патенту: 98751
Опубліковано: 12.05.2015
Автори: Лосіков Олександр Михайлович, Мельянцов Петро Тимофійович
МПК: F04B 1/20
Мітки: гідромашини, підживлення, насос, аксіально-поршневої
Формула / Реферат:
Насос підживлення аксіально-поршневої гідромашини, який включає в себе корпус, верхню та нижню кришки, в розточених отворах яких розміщені втулки, що виконують роль підшипників ковзання для вала ведучої шестірні і осі веденої шестірні, який відрізняється тим, що в розточених отворах верхньої і нижньої кришок встановлено підшипникові втулки, які складаються з робочої і напрямної втулок, між якими встановлено пружно-демпфуючий елемент, у...
Насос підживлення аксіально-поршневої гідромашини
Номер патенту: 98159
Опубліковано: 27.04.2015
Автори: Назарець Віктор Семенович, Мельянцов Петро Тимофійович, Лосіков Олександр Михайлович, Сидоренко Віктор Кононович
МПК: F04C 2/08
Мітки: аксіально-поршневої, гідромашини, насос, підживлення
Формула / Реферат:
Насос підживлення аксіально-поршневої гідромашини, що містить корпус із торцевими кришками, у розточеннях якого розміщені ведена й ведуча шестерні, при цьому ведуча шестірня спряжена з валом шпонковим з'єднанням, а ведена встановлена вільно на осі, який відрізняється тим, що в верхній торцевій кришці встановлено пластину компенсації торцевого зазору, яка складається з робочої і опорної поверхонь та пружнодемпфуючого елемента, у якому...
Попередній патент: Спосіб визначення уловлюваності малькової волокуші
Наступний патент: Нетканий сорбційно-фільтруючий волокнистий матеріал з індикацією “спрацьовування” поглинальної ємності
Випадковий патент: Вертоліт транспортний (савченко)