Спосіб токарної обробки
Номер патенту: 115835
Опубліковано: 25.04.2017
Автори: Матвєєва Анна Олександрівна, Подолян Олександр Олександрович

Формула / Реферат
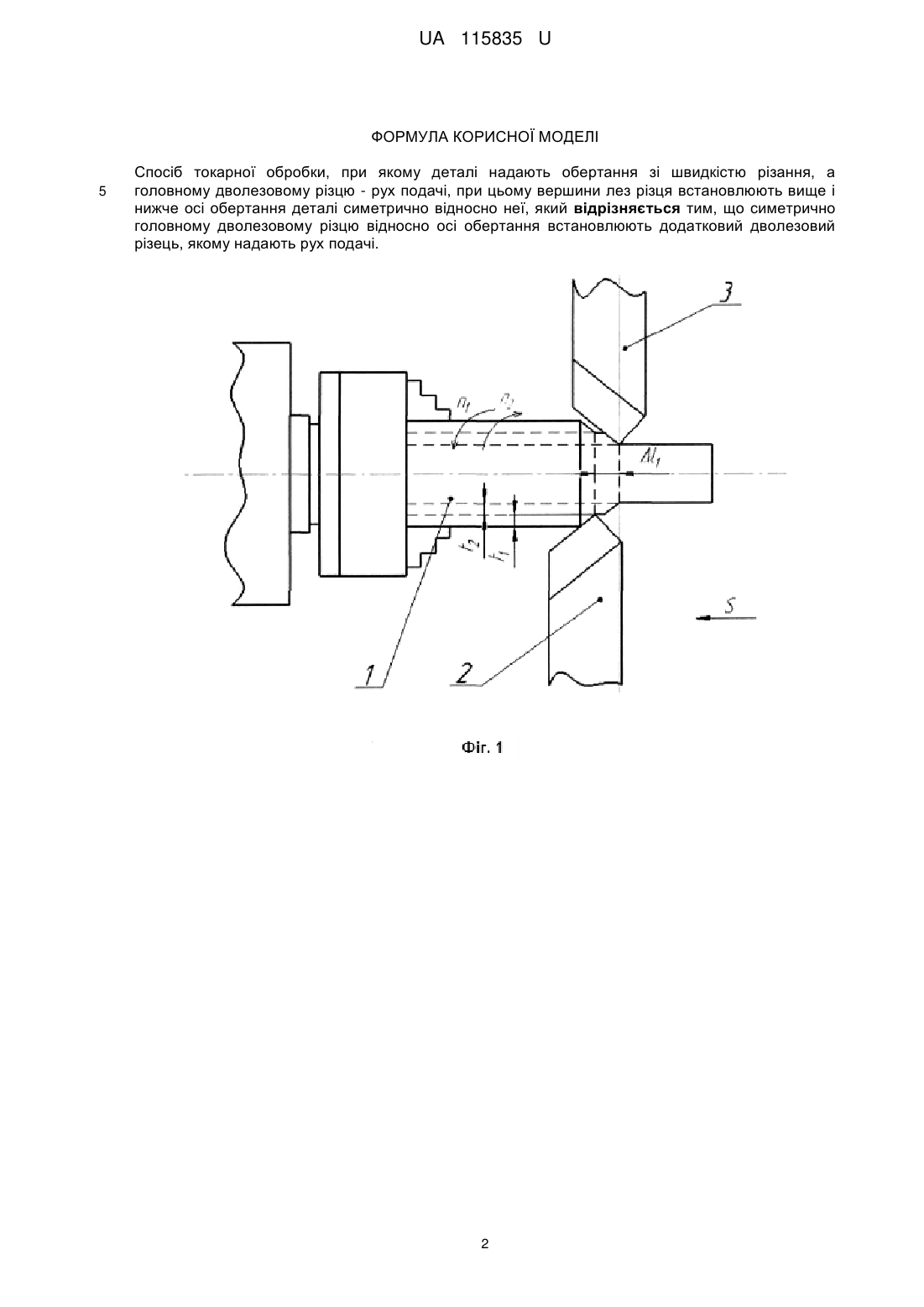
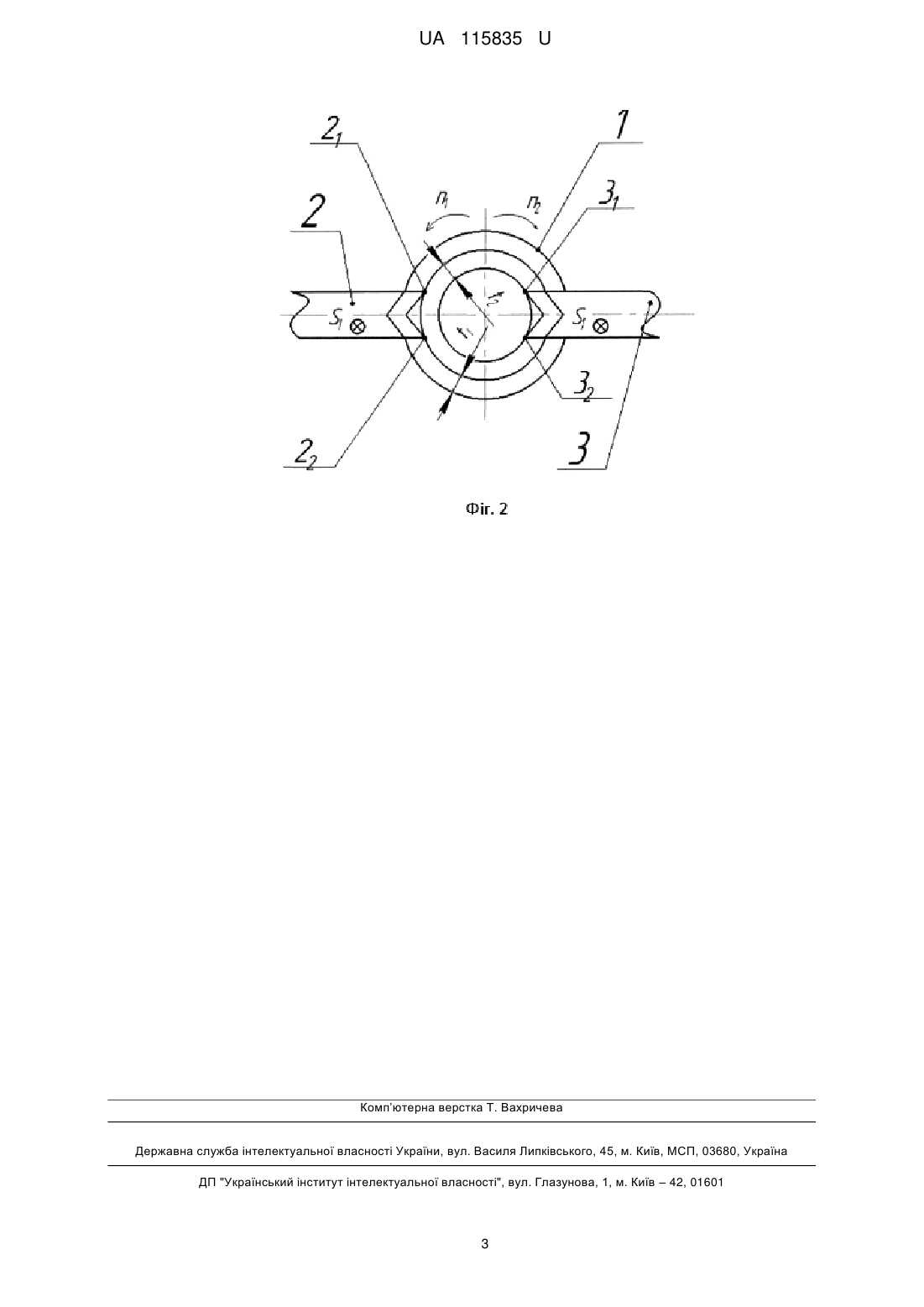
Спосіб токарної обробки, при якому деталі надають обертання зі швидкістю різання, а головному дволезовому різцю - рух подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі симетрично відносно неї, який відрізняється тим, що симетрично головному дволезовому різцю відносно осі обертання встановлюють додатковий дволезовий різець, якому надають рух подачі.
Текст
Реферат: Спосіб токарної обробки, при якому деталі надають обертання зі швидкістю різання, а головному дволезовому різцю - рух подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі симетрично відносно неї. Симетрично головному дволезовому різцю відносно осі обертання встановлюють додатковий дволезовий різець, якому надають рух подачі. UA 115835 U (54) СПОСІБ ТОКАРНОЇ ОБРОБКИ UA 115835 U UA 115835 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металообробки зі зняттям стружки і може бути використана для поділу стружки при обробці великогабаритних деталей. Відомий спосіб токарної обробки дволезовим різцем [Пат. RF № 659770, В23В 27/00, 1929], при якому точіння ведеться одним лезом, а інше, подібне до першого, знаходиться на нижньому боці різця. Після затуплення працюючого леза різець повертає на 180°, і точіння продовжують новим лезом в тому ж напрямку швидкості різання і подачі. Даний спосіб не дозволяє реверсувати обертання деталі і таким чином ділити стружку, а також змінювати напрямок подачі при незмінному напрямку обертання деталі. Відомий спосіб багатопрохідного токарного оброблення [Авторське свідоцтво СРСР № 325097, МПК В23 В 1/00.1972. Спосіб токарної обробки поверхонь], наприклад, прилеглим різцем з однаковими переднім і заднім кутами при ріжучій кромці. В кінці кожного проходу різець повертають на 90° і здійснюють точіння тієї ж кромкою в зворотному напрямку подачі. Завдяки цьому спосіб має розширені технологічні можливості, але не дозволяє реверсувати обертання деталі і вимагає тривалого часу на перестановку для точіння з протилежною подачею. Відомий спосіб точіння багатолезовим різцем з симетричними лезами дозволяє працювати з протилежними подачами [Авторське свідоцтво СРСР № 1393534, МПК В23 В 27/16, 1988], але не забезпечує точіння в протилежному напрямку обертання деталі. Відомий спосіб токарної обробки [Патент Російської Федерації № 2374039, МПК В23 В1/00, 27.11.2009], який є найближчим аналогом до розробленої корисної моделі, при якому деталі надають обертання зі швидкістю різання, а дволезовому різцю рух - подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі симетрично відносно неї. Завдяки цьому спосіб має розширені технологічні можливості, але вимагає тривалого часу на обробку деталі. В основу корисної моделі поставлена задача, що полягає в підвищенні швидкості обробки деталі. Поставлена задача вирішується тим, що в способі токарної обробки, при якому деталі надають обертання зі швидкістю різання, а головному дволезовому різцю - рух подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі симетрично відносно неї, згідно з корисною моделлю симетрично головному дволезовому різцю відносно осі обертання встановлюють додатковий дволезовий різець, якому надають рух подачі. Суть корисної моделі пояснюється кресленнями: Фіг. 1 та Фіг. 2. Фіг. 1 зображує схему реалізації способу, на якій штрих-пунктиром показаний прохід різців; Фіг. 2 - вигляд з боку задньої бабки. Спосіб здійснюється наступним чином. При обточуванні зовнішньої поверхні деталі 1 повідомляють обертання з частотою n1, що визначає швидкість різання (Фіг. 1). Головний дволезовий різець 2 встановлюють вершинами 21 і 22 вище і нижче осі обертання деталі симетрично відносно осі (Фіг. 2), одночасно. Головний дволезовий різець встановлюють на глибину t1 з поздовжньою подачею s. Одночасно встановлюють додатковий дволезовий різець 3 симетрично головному різцю відносно осі обертання, вершина якого встановлена відносно вершини головного різця 2 з зсувом Δl1, вздовж осі обертання, у напряму, протилежному напряму подачі s. При цьому вершини 31 і 32 встановлюють вище і нижче осі обертання деталі симетрично відносно осі (Фіг. 2), одночасно. Додатковий дволезовий різець встановлюють на глибину t2 з поздовжньою подачею s. Далі виконується перший прохід. У разі необхідності після закінчення першого проходу різці встановлюють на необхідну глибину і здійснюють точіння зі зворотною робочою подачею. Можлива зміна напрямку обертання деталі на протилежне з частотою n2 як в процесі проходу, так і при зміні проходу. Тим самим досягається рівномірне зношування обох лез різців, прилеглих до вершин 21 і 22, та 31 і 32. Реверсування в процесі проходу здійснюється при точінні деталі великого діаметра і великої протяжності оброблюваної поверхні, коли стійкості різця не вистачає для обточування ступені, а так само з метою розподілу стружки на короткі ділянки. Застосування запропонованого способу дозволить підвищити швидкість обробки деталі. За рахунок використання двох різців одночасно. Додаткова економія виходить від зменшення часу на переточування зношених різців. З урахуванням переточувань трудовитрати за пропонованим способом скорочуються. Крім того, поліпшується якість обробленої поверхні, так як нема потреби міняти різець. 1 UA 115835 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб токарної обробки, при якому деталі надають обертання зі швидкістю різання, а головному дволезовому різцю - рух подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі симетрично відносно неї, який відрізняється тим, що симетрично головному дволезовому різцю відносно осі обертання встановлюють додатковий дволезовий різець, якому надають рух подачі. 2 UA 115835 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 1/00
Мітки: спосіб, обробки, токарної
Код посилання
<a href="https://ua.patents.su/5-115835-sposib-tokarno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб токарної обробки</a>
Спосіб токарної обробки деталі

Номер патенту: 115834
Опубліковано: 25.04.2017
Автори: Матвєєва Анна Олександрівна, Подолян Олександр Олександрович
МПК: B23B 1/00
Мітки: деталі, спосіб, токарної, обробки
Формула / Реферат:
Спосіб токарної обробки деталі, при якому деталі надають обертання зі швидкістю різання, а головному дволезовому різцю - рух подачі, при цьому вершини лез різця встановлюють вище і нижче осі обертання деталі симетрично щодо неї, який відрізняється тим, що симетрично головному різцю відносно осі обертання встановлюють додаткові дволезові різці, яким надають рух подачі.
Спосіб токарної обробки

Номер патенту: 32222
Опубліковано: 15.12.2000
Автори: Мачуга Роман Іванович, Кузнєцов Юрій Миколайович, Судьін Юрій Олексійович
МПК: B23B 1/00
Мітки: обробки, спосіб, токарної
Текст:
...кінематичною ланкою системи шпиндель заготовка, яка обертається, надають інструменту обертовий рух навколо власної осі, синхронізований з обертанням шпинделя, після чого інструмент, що обертається, входить в контакт із заготовкою і здійснює різання, а при відводі інструмента у вихідне положення після закінчення різання здійснюють розрив кінематичного ланцюга інструмента з кінематичною ланкою системи шпиндель - заготовка, яка обертається. За...
Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 101220
Опубліковано: 25.08.2015
Автори: Власовець Віктор В'ячеславович, Лосіков Олександр Михайлович, Назарець Віктор Семенович, Мельянцов Петро Тимофійович, Сидоренко Віктор Кононович
МПК: B23B 1/00
Мітки: аксіально-поршневої, обробки, спосіб, насоса, гідромашини, токарної, колодязя, підживлення, корпуса
Формула / Реферат:
Спосіб токарної обробки колодязя корпуса насоса підживлення аксіально-поршневої гідромашини, при якому застосовують гідростатичні підшипники з різцем та крутильно-коливальну систему, яка обумовлює вібрацію з заданою амплітудою та частотою, який відрізняється тим, що на столі, який здійснює переміщення в повздовжньому напрямку, закріплюють корпус насоса в спеціальній оправці, яку з'єднують з крутильно-коливальною системою, що забезпечує його...
Спосіб токарної обробки
Номер патенту: 76480
Опубліковано: 10.01.2013
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович
МПК: B23B 1/00
Мітки: токарної, спосіб, обробки
Формула / Реферат:
Спосіб токарної обробки, при якому напроти різця, встановленого у різцетримачі на каретці супорта, що одержує поздовжню подачу від силового привода із безступінчастим регулюванням, розміщений ролик, який спирається на оброблювану поверхню деталі і встановлений у державці, закріпленій на супорті, внаслідок чого ролик переміщується синхронно з різцем, який відрізняється тим, що під час обробки силу різання контролюють датчиком, порівнюють з...
Спосіб токарної обробки криволінійних осей і пристрій для його здійснення
Номер патенту: 47035
Опубліковано: 17.06.2002
Автори: Стойко Ігор Іванович, Гевко Іван Богданович
МПК: B23B 1/00
Мітки: осей, здійснення, токарної, пристрій, спосіб, обробки, криволінійних
Формула / Реферат:
1. Спосіб токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, що криволінійну вісь розміщують на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії осі - один на зовнішньому діаметрі згину, а другий - на внутрішньому, і надають обертання відносно...
Попередній патент: Спосіб токарної обробки деталі
Наступний патент: Спосіб токарної обробки деталі різцем
Випадковий патент: Спосіб антикорозійного захисту внутрішніх поверхонь місткостей для нафтопродуктів