Спосіб виготовлення полімерних шнекових заготовок
Номер патенту: 116632
Опубліковано: 25.05.2017

Формула / Реферат
Спосіб виготовлення полімерних шнекових заготовок, при якому в наповнювальний матеріал ливарної форми вкладають модель шнекової заготовки до утворення робочої поверхні шнекової заготовки, виймають модель шнекової заготовки, заливають ливарну форму рідким полімерним матеріалом, який витримують у ливарній формі до його тверднення і утворення полімерної твердотільної шнекової заготовки з наступним її вийманням з наповнювального матеріалу ливарної форми, який відрізняється тим, що як наповнювальний матеріал ливарної форми використовують феромагнітну суспензію, а на етапі після вкладання моделі шнекової заготовки в ливарну форму аж до утворення полімерної твердотільної шнекової заготовки ливарну форму піддають впливу постійного магнітного поля.
Текст
Реферат: Спосіб виготовлення полімерних шнекових заготовок, при якому в наповнювальний матеріал ливарної форми вкладають модель шнекової заготовки до утворення робочої поверхні шнекової заготовки, виймають модель шнекової заготовки, заливають ливарну форму рідким полімерним матеріалом, який витримують у ливарній формі до його тверднення і утворення полімерної твердотільної шнекової заготовки з наступним її вийманням з наповнювального матеріалу ливарної форми. При цьому як наповнювальний матеріал ливарної форми використовують феромагнітну суспензію, а на етапі після вкладання моделі шнекової заготовки в ливарну форму аж до утворення полімерної твердотільної шнекової заготовки ливарну форму піддають впливу постійного магнітного поля. UA 116632 U (12) UA 116632 U UA 116632 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технологій машинобудування і може використовуватись для виготовлення полімерних шнекових заготовок з рідких полімерних матеріалів. Відомий спосіб виготовлення полімерних шнекових заготовок, при якому в наповнювальний матеріал ливарної форми вкладають модель шнекової заготовки до утворення робочої поверхні шнекової заготовки, виймають модель шнекової заготовки, заливають ливарну форму рідким полімерним матеріалом, який витримують у ливарній формі до його тверднення і утворення полімерної твердотільної шнекової заготовки з наступним її вийманням з наповнювального матеріалу ливарної форми (Патент Росії № 2345942С1, кл. МПК B65G 33/26, Опубл. 10.02.2009, Бюл. № 4). Недоліком вказаного способу є низькі продуктивність праці та висока собівартість, а також значна трудомісткість і незадовільна якість одержуваних полімерних шнекових заготовок через високу складність і вартість формування ливарної форми. В основу корисної моделі поставлено задачу розширення технологічних можливостей, підвищення якості полімерних шнекових заготовок. Поставлена задача вирішується шляхом реалізації способу виготовлення полімерних шнекових заготовок, при якому в наповнювальний матеріал ливарної форми вкладають модель шнекової заготовки до утворення робочої поверхні шнекової заготовки, виймають модель шнекової заготовки, заливають ливарну форму рідким полімерним матеріалом, який витримують у ливарній формі до його тверднення і утворення полімерної твердотільної шнекової заготовки з наступним її вийманням з наповнювального матеріалу ливарної форми, причому, згідно з корисною моделлю, як наповнювальний матеріал ливарної форми використовують феромагнітну суспензію, а на етапі після вкладання моделі шнекової заготовки в ливарну форму аж до утворення полімерної твердотільної шнекової заготовки ливарну форму піддають впливу постійного магнітного поля. Спосіб реалізується наступним чином. В наповнювальний матеріал ливарної форми, корпус якої виконаний із немагнітного матеріалу, вкладають модель шнекової заготовки до утворення робочої поверхні шнекової заготовки. Як наповнювальний матеріал ливарної форми використовують феромагнітну суспензію. Вона являє собою колоїдний розчин мікрочастинок (нанометрових розмірів) магнітних матеріалів в органічних маслах, воді або гліколі та спеціальних добавок, які запобігають осіданню згаданих мікрочастинок. Під впливом магнітного поля мікрочастинки, розподілені в об'ємі дисперсного середовища, утворюють структури, орієнтовані уздовж силових ліній поля. При цьому магнітна взаємодія між частинками призводить до значної зміни реологічних властивостей, оскільки утворені структури перешкоджають вільному переміщенню 5 суспензії і викликають збільшення в'язкості рідини більш ніж в 10 раз, що залежить від матеріалу частинок дисперсної фази, дисперсійного середовища, розмірів частинок і їх об'ємної концентрації, а також інших параметрів. При цьому в'язкість в напрямку, перпендикулярному до поля, різко зростає, сприяючи твердненню. Після зняття магнітного поля підвищена твердість феромагнітної суспензії зникає. Тобто, залежно від наявності або відсутності впливу магнітного поля феромагнітна суспензія перебуває відповідно у твердому або у в'язкопластичному стані. Для розміщенням моделі шнекової заготовки у ливарній формі використовують феромагнітну суспензію у в'язкопластичному стані. Згадану модель занурюють у таку суспензію. Потім ливарну форму піддають впливу постійного магнітного поля великої напруженості (500...900 кА/м), внаслідок чого феромагнітна суспензія переходить у твердий агрегатний стан, зберігаючи заданий моделлю шнекової заготовки профіль робочої поверхні. Таке магнітне поле може створюватись електромагнітними котушками, розміщеними навколо корпуса ливарної форми. Потім виймають модель шнекової заготовки, заливають ливарну форму рідким полімерним матеріалом, який витримують у ливарній формі до його тверднення і утворення полімерної твердотілої шнекової заготовки. Полімеризація відбувається під впливом атмосферного повітря, температури чи інших хімічних реакцій. Полімерний матеріал складається з поліефірної або епоксидної смоли, затверджувача, наповнювача, іноді пришвидшувача тверднення та барвника. Далі вимикають магнітне поле, внаслідок чого феромагнітна суспензія переходить у в'язкопластичний стан. Це дозволяє безперешкодно здійснити виймання шнекової заготовки з наповнювального матеріалу ливарної форми. Вказаним способом доцільно виготовляти шнекові заготовки, маса яких не перевищує декількох десятків кілограмів. Приклад конкретного виконання способу. 1 UA 116632 U 5 10 15 20 25 30 Здійснювали виготовлення полімерної шнекової заготовки з такими параметрами: внутрішній діаметр - 40 мм; зовнішній діаметр - 100 мм; крок - 100 мм, матеріал поліуретановий полімер Smooth-Cast 60D фірми Smooth-On (США). Склад феромагнітної суспензії: феромагнітні частинки - магнетит і гематит розміром 10 нм, гліколь, гідроксид тетраметиламонію. В наповнювальний матеріал ливарної форми - феромагнітну суспензію у в'язкопластичному стані, вкладали модель шнекової заготовки. Потім створювали рівномірне магнітне поле великої напруженості (600 кА/м), що призвело до тверднення наповнювального матеріалу. Потім вийняли модель шнекової заготовки і утворену форму з відбитками робочих поверхонь шнекової заготовки заливали рідким полімерним матеріалом, який витримували у ливарній формі до його тверднення і утворення полімерної твердотільної шнекової заготовки. Далі вимкнули магнітне поле, що призвело до переходу феромагнітної суспензії у в'язкопластичний стан і вийняли шнекову заготовку з наповнювального матеріалу ливарної форми. Таким чином, перевагами запропонованого способу виготовлення полімерних шнекових заготовок є розширені технологічні можливості, підвищена якість отримуваних заготовок і продуктивність праці, знижені трудомісткість та собівартість через спрощення і зменшення вартості і працемісткості формування ливарної форми. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення полімерних шнекових заготовок, при якому в наповнювальний матеріал ливарної форми вкладають модель шнекової заготовки до утворення робочої поверхні шнекової заготовки, виймають модель шнекової заготовки, заливають ливарну форму рідким полімерним матеріалом, який витримують у ливарній формі до його тверднення і утворення полімерної твердотільної шнекової заготовки з наступним її вийманням з наповнювального матеріалу ливарної форми, який відрізняється тим, що як наповнювальний матеріал ливарної форми використовують феромагнітну суспензію, а на етапі після вкладання моделі шнекової заготовки в ливарну форму аж до утворення полімерної твердотільної шнекової заготовки ливарну форму піддають впливу постійного магнітного поля. Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 39/34, B29L 15/00, B29C 39/36, B29C 39/22
Мітки: спосіб, заготовок, виготовлення, шнекових, полімерних
Код посилання
<a href="https://ua.patents.su/4-116632-sposib-vigotovlennya-polimernikh-shnekovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полімерних шнекових заготовок</a>
Спосіб виготовлення полімерних шнекових заготовок
Номер патенту: 93920
Опубліковано: 27.10.2014
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: заготовок, виготовлення, спосіб, полімерних, шнекових
Формула / Реферат:
Спосіб виготовлення полімерних шнекових заготовок, при якому навивають заготовку вкладанням її у гвинтову канавку шнекової втулки, встановленої на оправі, яка здійснює обертовий та поступальний рухи, який відрізняється тим, що навивання здійснюють шляхом видавлювання пластичного полімерного матеріалу з утворенням криволінійної полімерної заготовки з одночасним її вкладанням в у гвинтову канавку шнекової втулки, виконаної з того ж полімерного...
Спосіб виготовлення полімерних шнекових заготовок
Номер патенту: 95076
Опубліковано: 10.12.2014
Автори: Радик Марія Дмитрівна, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: шнекових, заготовок, виготовлення, полімерних, спосіб
Формула / Реферат:
Спосіб виготовлення полімерних шнекових заготовок, при якому з пластичного полімерного матеріалу формують проміжну шнекову заготовку з наступним її відпалюванням, який відрізняється тим, що формування здійснюють шляхом висадки циліндричної заготовки у відкритому штампі із гвинтовою щілиною роз'єму з одночасним збільшенням площі поперечного перерізу її частини за рахунок заповнення деформованим матеріалом такої щілини та утворенням витка,...
Спосіб виготовлення полімерних широкосмугових гвинтових заготовок
Номер патенту: 72232
Опубліковано: 10.08.2012
Автори: Радик Дмитро Леонидович, Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, полімерних, спосіб, широкосмугових, заготовок, гвинтових
Формула / Реферат:
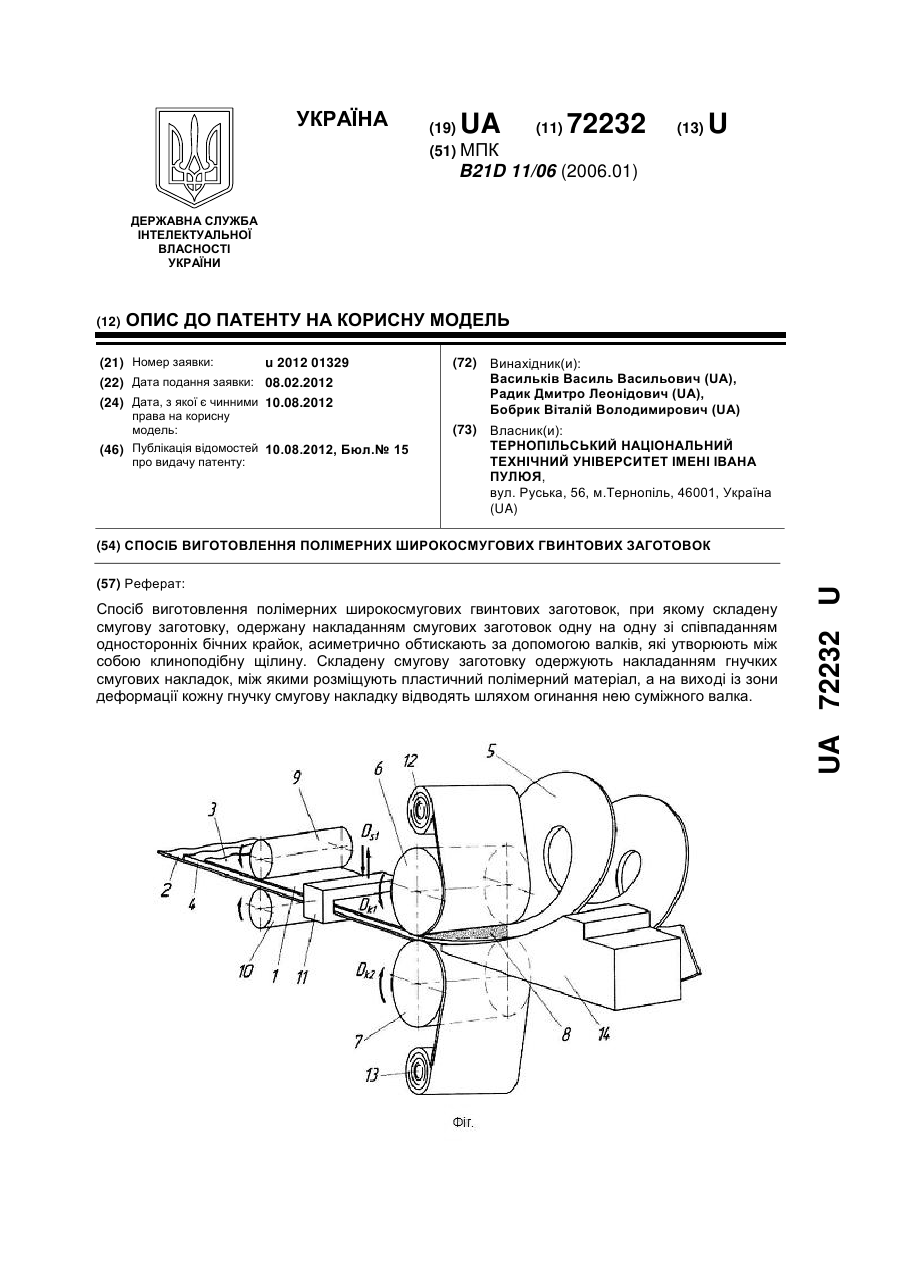
Спосіб виготовлення полімерних широкосмугових гвинтових заготовок, при якому складену смугову заготовку, одержану накладанням смугових заготовок одну на одну зі співпаданням односторонніх бічних крайок, асиметрично обтискають за допомогою валків, які утворюють між собою клиноподібну щілину, який відрізняється тим, що складену смугову заготовку одержують накладанням гнучких смугових накладок, між якими розміщують пластичний полімерний...
Спосіб формування полімерних виробів з листових полімерних заготовок з використанням інфрачервоних нагрівачів
Номер патенту: 82365
Опубліковано: 25.07.2013
Автори: Кривошеєв Вячеслав Семенович, Колосов Олександр Євгенович, Сокольський Олександр Леонідович, Плахотний Ігор Анатолійович, Сівецький Володимир Іванович, Слісаренко Інна Володимирівна
МПК: H05B 3/02, B29C 51/26
Мітки: листових, нагрівачів, використанням, полімерних, інфрачервоних, заготовок, формування, спосіб, виробів
Формула / Реферат:
1. Спосіб формування полімерних виробів з листових полімерних заготовок з використанням інфрачервоних нагрівачів, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану інфрачервоними нагрівачами, причому ті ділянки заготовки, що підлягають більшому витягуванню, закривають від випромінювання напівпрозорими екранами, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по...
Спосіб формування полімерних виробів з листових полімерних заготовок
Номер патенту: 82364
Опубліковано: 25.07.2013
Автори: Кривошеєв Вячеслав Семенович, Сокольський Олександр Леонідович, Плахотний Ігор Анатолійович, Слісаренко Інна Володимирівна, Сівецький Володимир Іванович, Колосов Олександр Євгенович
МПК: B29C 51/26, H05B 3/02
Мітки: виробів, заготовок, спосіб, листових, полімерних, формування
Формула / Реферат:
1. Спосіб формування полімерних виробів з листових полімерних заготовок, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану, попередню механічну дію на заготовку, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, зняття перепаду тиску, охолодження виробу на поверхні форми та зняття...
Попередній патент: Багатофункціональні відеодвері “орлине око”
Наступний патент: Застосування спрацьованих пасів передач тертям з гнучким зв’язком як початкових штучних заготовок для виготовлення шнекових заготовок
Випадковий патент: Спосіб одержання ангідридів 1-етил-6-фтор-7-хлор4-оксо-1,4-дігідро-хінолін-3-карбонової кислоти та борних кислот