Спосіб формування полімерних виробів з листових полімерних заготовок
Номер патенту: 82364
Опубліковано: 25.07.2013
Автори: Сокольський Олександр Леонідович, Слісаренко Інна Володимирівна, Сівецький Володимир Іванович, Колосов Олександр Євгенович, Кривошеєв Вячеслав Семенович, Плахотний Ігор Анатолійович

Формула / Реферат
1. Спосіб формування полімерних виробів з листових полімерних заготовок, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану, попередню механічну дію на заготовку, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, зняття перепаду тиску, охолодження виробу на поверхні форми та зняття виробу, який відрізняється тим, що, варіюють значення прикладених зусиль і температури та експериментально визначають степінь розтягнення листової полімерної заготовки при різних значеннях прикладених зусиль у залежності від температури, а нагрівання полімерної заготовки до пластичного стану здійснюють одночасно з попередньою механічною дією на полімерну заготовку шляхом її притискання до нагрівальної поверхні зі зворотного боку із зусиллями, величини яких залежать від зміни, зокрема, зростання температури заготовки та степеню розтягнення листової полімерної заготовки в різних точках її поверхні до досягнення рівної товщини стінки виробу по всій його поверхні.
2. Спосіб по п. 1, який відрізняється тим, що величину зусилля притискання полімерної заготовки до нагрівальної поверхні регулюють пружними елементами або еластичною пластиною.
3. Спосіб по п. 1, який відрізняється тим, що деформацію при притисканні кожної ділянки поверхні пружного елемента або еластичної пластини до листової полімерної заготовки вибирають відповідно до розрахованих зусиль притискання за залежністю
![]() ,
,
де ![]() - зусилля притискання пружного елемента або еластичної пластини на ділянці його поверхні даної висоти, Н,
- зусилля притискання пружного елемента або еластичної пластини на ділянці його поверхні даної висоти, Н,
![]() - площа даної ділянки поверхні пружного елемента або еластичної пластини, м2,
- площа даної ділянки поверхні пружного елемента або еластичної пластини, м2,
![]() - модуль пружності пружного елемента або матеріалу еластичної пластини, МПа.
- модуль пружності пружного елемента або матеріалу еластичної пластини, МПа.
![]() - відносна деформація пружного елемента або матеріалу еластичної пластини, безрозмірна величина.
- відносна деформація пружного елемента або матеріалу еластичної пластини, безрозмірна величина.
Текст
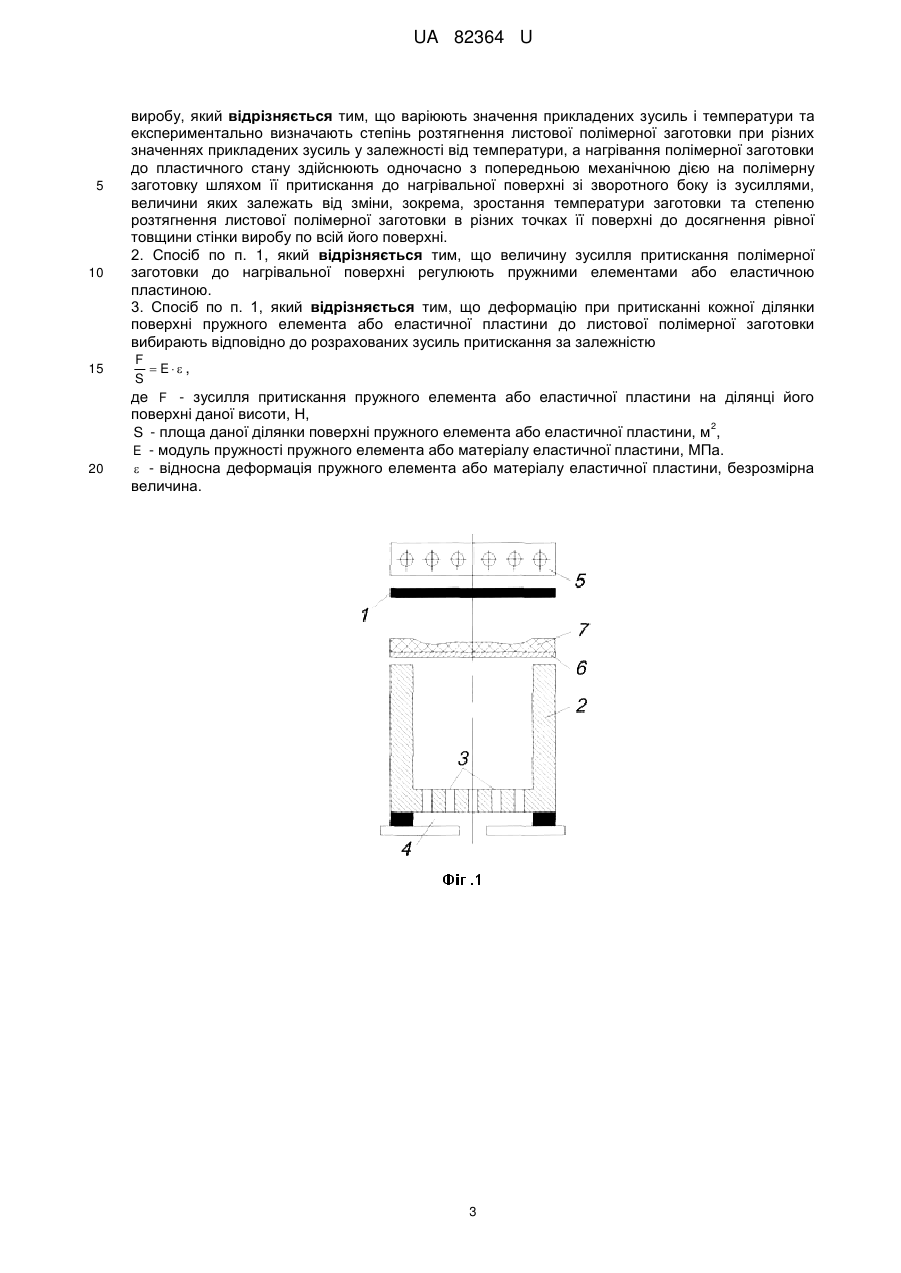
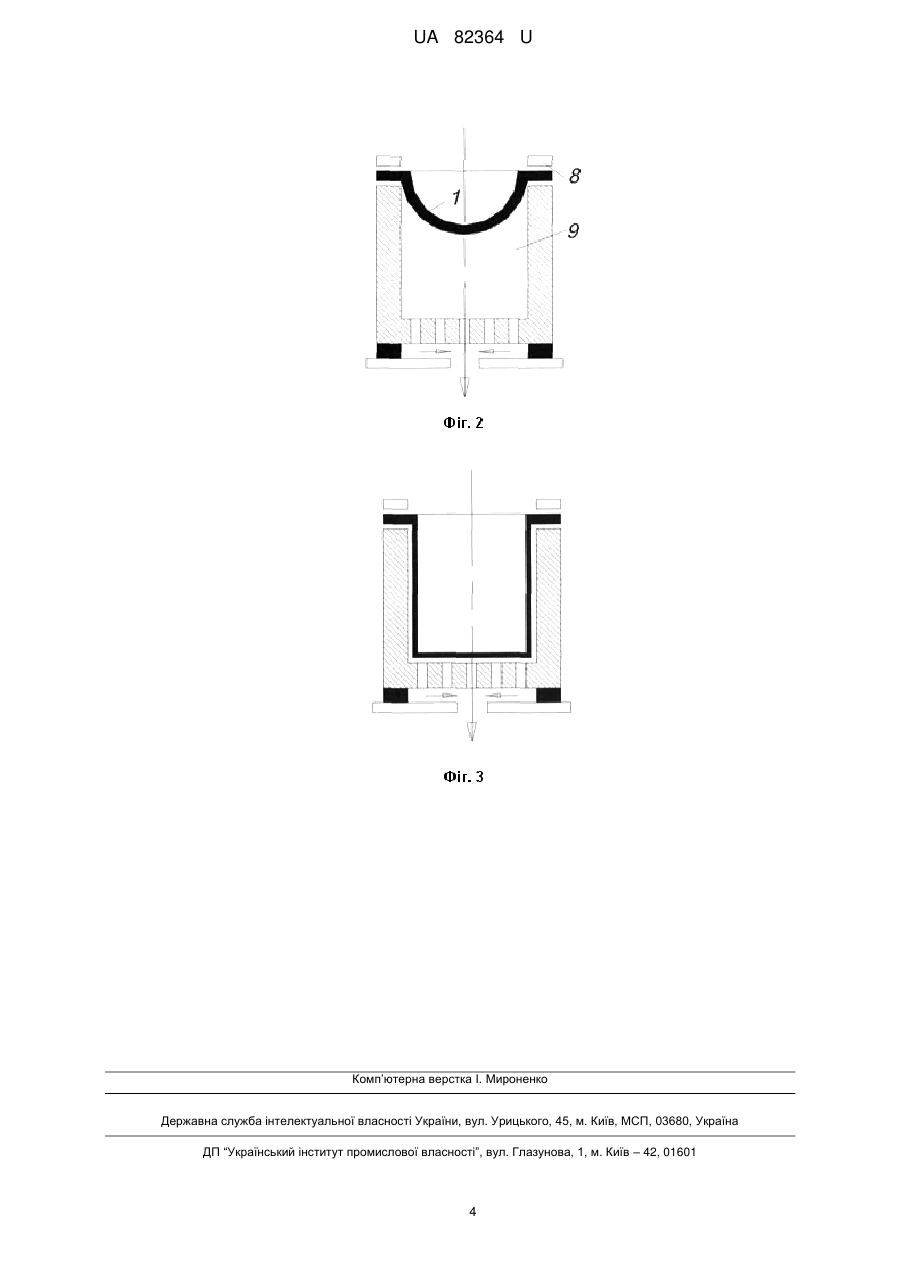
Реферат: Спосіб формування полімерних виробів з листових полімерних заготовок, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану, попередню механічну дію на заготовку, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, зняття перепаду тиску, охолодження виробу на поверхні форми та зняття виробу, при якому варіюють значення прикладених зусиль і температури та експериментально визначають степінь розтягнення листової полімерної заготовки при різних значеннях прикладених зусиль у залежності від температури, а нагрівання полімерної заготовки до пластичного стану здійснюють одночасно з попередньою механічною дією на полімерну заготовку шляхом її притискання до нагрівальної поверхні зі зворотного боку із зусиллями, величини яких залежать від зміни, зокрема, зростання температури заготовки та степеню розтягнення листової полімерної заготовки в різних точках її поверхні до досягнення рівної товщини стінки виробу по всій його поверхні. UA 82364 U (12) UA 82364 U UA 82364 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів формування виробів з листових заготовок термопластичних полімерів методами термоформування (пнемо- або вакуумформування), і може бути використана у виробництві полімерної тари, посуду та ін. Відомий спосіб термоформування, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, зняття перепаду тиску, охолодження виробу на поверхні форми та зняття виробу [1]. Недоліком способу аналога є значна різнотовщинність отримуваних таким чином виробів внаслідок різного степеню розтягування листової полімерної заготовки в різних точках, що може призвести до дефектів, зокрема короблення виробів, та зайвої витрати полімерної сировини для забезпечення мінімальної заданої товщини стінки виробів. Як найбільш близький аналог вибраний спосіб термоформування, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану, попередньої механічної дії на заготовку, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, зняття перепаду тиску, охолодження виробу на поверхні форми та зняття виробу [2]. Недоліком способу найближчого аналога є недостатня рівнотовщинність отримуваних таким чином виробів. В основу корисної моделі поставлена задача забезпечення рівнотовщинності виробів, отримуваних методом термоформування, шляхом забезпечення різної температури нагрівання листової полімерної заготовки в різних точках у зворотній відповідності від степеня розтягнення листової полімерної заготовки, що приведе до вирівнювання товщини виробу по всій його площині. Поставлена задача вирішується тим, що у способі формування полімерних виробів з листових полімерних заготовок, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану, попередню механічну дію на заготовку, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, зняття перепаду тиску, охолодження виробу на поверхні форми та зняття виробу, новим є те, що, варіюють значення прикладених зусиль і температури та експериментально визначають степінь розтягнення листової полімерної заготовки при різних значеннях прикладених зусиль у залежності від температури, а нагрівання полімерної заготовки до пластичного стану здійснюють одночасно з попередньою механічною дією на полімерну заготовку шляхом її притискання до нагрівальної поверхні зі зворотного боку із зусиллями, величини яких залежать від зміни, зокрема, зростання температури заготовки та степеню розтягнення листової полімерної заготовки в різних точках її поверхні до досягнення рівної товщини стінки виробу по всій його поверхні. Величину зусилля притискання полімерної заготовки до нагрівальної поверхні регулюють пружними елементами або еластичною пластиною. Деформацію при притисканні кожної ділянки поверхні пружного елемента або еластичної пластини до листової полімерної заготовки вибирають відповіднодо розрахованих зусиль притискання за залежністю F E S , де F - зусилля притискання пружного елемента або еластичної пластини на ділянці його поверхні даної висоти, Н, S - площа даної ділянки поверхні пружного елемента або еластичної пластини, м 2, E - модуль пружності пружного елемента або матеріалу еластичної пластини, МПа, - відносна деформація пружного елемента або матеріалу еластичної пластини, безрозмірна величина. Перераховані ознаки способу складають сутність корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Товщина виробу в кожній точці поверхні залежить від початкової товщини заготовки, степеня її розтягування та температури розігріву. При цьому чим більший степінь розтягнення заготовки, тим меншою буде товщина виробу в даній точці. У той же час чим більша температура, до якої розігріта заготовка в даній точці в межах діапазону пластичності, тим більшими стають деформівні властивості полімеру, тобто тим 1 UA 82364 U 5 10 15 20 25 30 35 40 45 50 сильніше може зменшуватись товщина заготовки. Також чим більше зусилля притискання заготовки до нагрівальної поверхні, тим швидшим буде теплообмін між ними і температура заготовки в даній точці зростатиме швидше. Якщо притискання заготовки до нагрівальної поверхні здійснювати з зусиллям в різних точках поверхні в зворотній відповідності від степеня розтягнення листової полімерної заготовки, ті ділянки заготовки, що розтягуватимуться сильніше, будуть розігріті до меншої температури. Внаслідок цього і їх товщина зменшуватиметься в меншій мірі, ніж на більш розігрітих ділянках, що приведе до вирівнювання товщини виробу по всій його площині. Спосіб ілюструється фіг. 1-3, де на фіг. 1 показано стадію нагрівання заготовки, на фіг. 2 проміжну стадію формування, а на фіг. 3 - кінцеву стадію формування. Цифрами на фіг. 1-3 позначено: 1 - листова заготовка. 2 - форма, 3 - отвори для вакуумування, 4 -вакуум-колектор, 5 - нагрівальна поверхня, 6 - плита притискання, 7 - еластична пластина, 8 - ущільнення, 9 простір між заготовкою та поверхнею форми. Розроблений спосіб реалізують наступним чином. Попередньо експериментальним або розрахунковим шляхом визначають розподіл товщин стінки термоформованого виробу, отриманого без використання попередньої механічної дії на заготовку, відповідно до способу [1]. Після цього експериментально визначають залежність між навантаженням і степенем деформації полімеру, з якого виготовлена заготовка, для різних значень температури. Далі експериментальним шляхом визначають залежність між прикладеним зусиллям притискання зразка листової заготовки до нагрівальної поверхні і часом розігріву листової заготовки до різних температур в діапазоні пластичності полімеру, з якого виготовлена заготовка. Після цього встановлюють залежність між необхідним зусиллям притискання зразка листової заготовки до нагрівальної поверхні, степенем деформації заготовки та температурою заготовки в будь-якій точці для досягнення однакової товщини виробу. Нагрівання листової заготовки здійснюють притисканням листової заготовки до нагрівальної поверхні на протязі визначеного раніше періоду часу та з зусиллями в кожній точці, необхідними для досягнення заготовкою однакової по поверхні виробу товщини стінки. Зусилля можуть бути прикладені притисканням зі зворотного від нагрівальної поверхні боку регульованими пружними елементами або еластичною пластиною, рельєф якої сформовано відповідно до розрахованих зусиль, наприклад, за формулою: F E S , де F - зусилля притискання на ділянці поверхні даної висоти, Н; S - площа даної ділянки поверхні, м; E - модуль пружності пружного елемента або матеріалу еластичної пластини, МПа; - відносна деформація пружного елемента або матеріалу еластичної пластини, безрозмірна величина. Далі простір між заготовкою та поверхнею форми герметизується, наприклад, притисканням заготовки по контуру до ущільнень, і створюється перепад тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, що може бути здійснено подачею надлишкового тиску на зовнішню поверхню заготовки та/або вакуумуванням простору між заготовкою та поверхнею форми. Після цього перепад тиску знімається, виріб охолоджується на поверхні форми та виймається з форми. Розроблений спосіб може бути використаний для виготовлення полімерних виробів методами термоформування з підвищеною рівномірністю товщини стінки.Джерела інформації: 1. Басов Н. И. Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов. - М.: Химия, 1991.-352 с. 2. Основы технологии переработки пластмасс: Учебник для вузов /СВ. Власов, Л.Б. Кандырин, В.Н. Кулезнев и др. - М.: Химия, 2004.-600 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 1. Спосіб формування полімерних виробів з листових полімерних заготовок, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану, попередню механічну дію на заготовку, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, зняття перепаду тиску, охолодження виробу на поверхні форми та зняття 2 UA 82364 U 5 10 15 20 виробу, який відрізняється тим, що варіюють значення прикладених зусиль і температури та експериментально визначають степінь розтягнення листової полімерної заготовки при різних значеннях прикладених зусиль у залежності від температури, а нагрівання полімерної заготовки до пластичного стану здійснюють одночасно з попередньою механічною дією на полімерну заготовку шляхом її притискання до нагрівальної поверхні зі зворотного боку із зусиллями, величини яких залежать від зміни, зокрема, зростання температури заготовки та степеню розтягнення листової полімерної заготовки в різних точках її поверхні до досягнення рівної товщини стінки виробу по всій його поверхні. 2. Спосіб по п. 1, який відрізняється тим, що величину зусилля притискання полімерної заготовки до нагрівальної поверхні регулюють пружними елементами або еластичною пластиною. 3. Спосіб по п. 1, який відрізняється тим, що деформацію при притисканні кожної ділянки поверхні пружного елемента або еластичної пластини до листової полімерної заготовки вибирають відповідно до розрахованих зусиль притискання за залежністю F E , S де F - зусилля притискання пружного елемента або еластичної пластини на ділянці його поверхні даної висоти, Н, 2 S - площа даної ділянки поверхні пружного елемента або еластичної пластини, м , E - модуль пружності пружного елемента або матеріалу еластичної пластини, МПа. - відносна деформація пружного елемента або матеріалу еластичної пластини, безрозмірна величина. 3 UA 82364 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming polymeric products from sheet polymeric blanks
Автори англійськоюKolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Sokolskyi Oleksandr Leonidovych, Kryvosheiev Viacheslav Semenovych, Slisarenko Inna Volodymyrivna, Plakhotnyi Ihor Anatoliiovych
Назва патенту російськоюСпособ формирования полимерных изделий из листовых полимерных заготовок
Автори російськоюКолосов Александр Евгеньевич, Сивецкий Владимир Иванович, Сокольский Александр Леонидович, Кривошеев Вячеслав Семенович, Слисаренко Инна Владимировна, Плахотный Игорь Анатольевич
МПК / Мітки
МПК: B29C 51/26, H05B 3/02
Мітки: виробів, заготовок, листових, спосіб, формування, полімерних
Код посилання
<a href="https://ua.patents.su/6-82364-sposib-formuvannya-polimernikh-virobiv-z-listovikh-polimernikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування полімерних виробів з листових полімерних заготовок</a>
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Борис Руслан Степанович, Титов Вячеслав Андрійович, Тривайло Михайло Семенович
МПК: B21C 23/22, B21D 22/20
Мітки: біметалевих, листових, спосіб, виробів, виготовлення, заготовок
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 65392
Опубліковано: 12.12.2011
Автори: Титов Вячеслав Андрійович, Богодіст Егор Ігорович, Борис Руслан Степанович
МПК: B21C 23/22
Мітки: спосіб, листових, заготовок, виробів, біметалевих, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, а на зовнішній поверхні верхньої заготовки після першої витяжки формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки мають хвилястий профіль та...
Спосіб відтворення складних за формою лекальних виробів із листових заготовок
Номер патенту: 35479
Опубліковано: 25.09.2008
Автори: Токар Ірина Миколаївна, Токар Микола Іванович, Дрючко Олександр Григорович, Токар Дмитро Миколайович
МПК: B27C 5/00
Мітки: заготовок, лекальних, спосіб, формою, відтворення, виробів, листових, складних
Формула / Реферат:
Спосіб відтворення складних за формою лекальних виробів із листових, дощатих заготовок, який відрізняється тим, що:-обробку заготовки і одночасний безперервний контроль відхилення її форми від форми зразка-копіра, зблокованого з заготовкою, здійснюють у С-подібній опорній конструкції із просторово рознесених жорстко зафіксованих співвісно навпроти фрезера і обкатуючого копір опорного ролика;-заготовка й зразок-копір об'єднані у...
Спосіб формування кромок (створення фасок, галтелей, четвертей) на складних за формою лекальних виробах із листових заготовок
Номер патенту: 35480
Опубліковано: 25.09.2008
Автори: Токар Ірина Миколаївна, Токар Микола Іванович, Токар Дмитро Миколайович, Дрючко Олександр Григорович
МПК: B27C 5/00
Мітки: виробах, галтелей, четвертей, складних, формою, фасок, заготовок, спосіб, кромок, формування, листових, створення, лекальних
Формула / Реферат:
Спосіб формування кромок (створення фасок, галтелей, четвертей) на складних за формою лекальних виробах із листових дощатих заготовок, який відрізняється тим, що:-створення фасок, галтелей, четвертей на заготовці виконують фрезеруванням з одночасним безперервним відслідковуванням опорним роликом контуру верхньої частини раніше сформованої бокової поверхні самої заготовки у С-подібній опорній конструкції із просторово рознесених жорстко...
Пристрій для безперервного виготовлення листових виробів з полімерних матеріалів
Номер патенту: 74451
Опубліковано: 15.12.2005
Автори: Домущєй Генадій Тимофійович, Оберемок Дмитро Миколайович, Кузяєв Іван Михайлович
МПК: B29D 7/00
Мітки: листових, пристрій, матеріалів, виготовлення, полімерних, виробів, безперервного
Формула / Реферат:
Пристрій для безперервного виготовлення листових виробів з полімерних матеріалів з армувальною основою, що містить спряжені валки й клиновий пристрій, який складається з двох основ і двох наконечників, при цьому основи з валками утворюють нагнітальні зазори, а наконечники з валками утворюють розділювальні зазори, крім того, основи й наконечники утворюють між собою канали клинчастої форми для подачі матеріалу в центральну щілину, утворену...
Попередній патент: Спосіб корекції больового синдрому при синдромі печії порожнини рота
Наступний патент: Спосіб формування полімерних виробів з листових полімерних заготовок з використанням інфрачервоних нагрівачів
Випадковий патент: Спосіб відсадки корисних копалин