Спосіб виготовлення полімерних широкосмугових гвинтових заготовок
Номер патенту: 72232
Опубліковано: 10.08.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович

Формула / Реферат
Спосіб виготовлення полімерних широкосмугових гвинтових заготовок, при якому складену смугову заготовку, одержану накладанням смугових заготовок одну на одну зі співпаданням односторонніх бічних крайок, асиметрично обтискають за допомогою валків, які утворюють між собою клиноподібну щілину, який відрізняється тим, що складену смугову заготовку одержують накладанням гнучких смугових накладок, між якими розміщують пластичний полімерний матеріал, а на виході із зони деформації кожну гнучку смугову накладку відводять шляхом огинання нею суміжного валка.
Текст
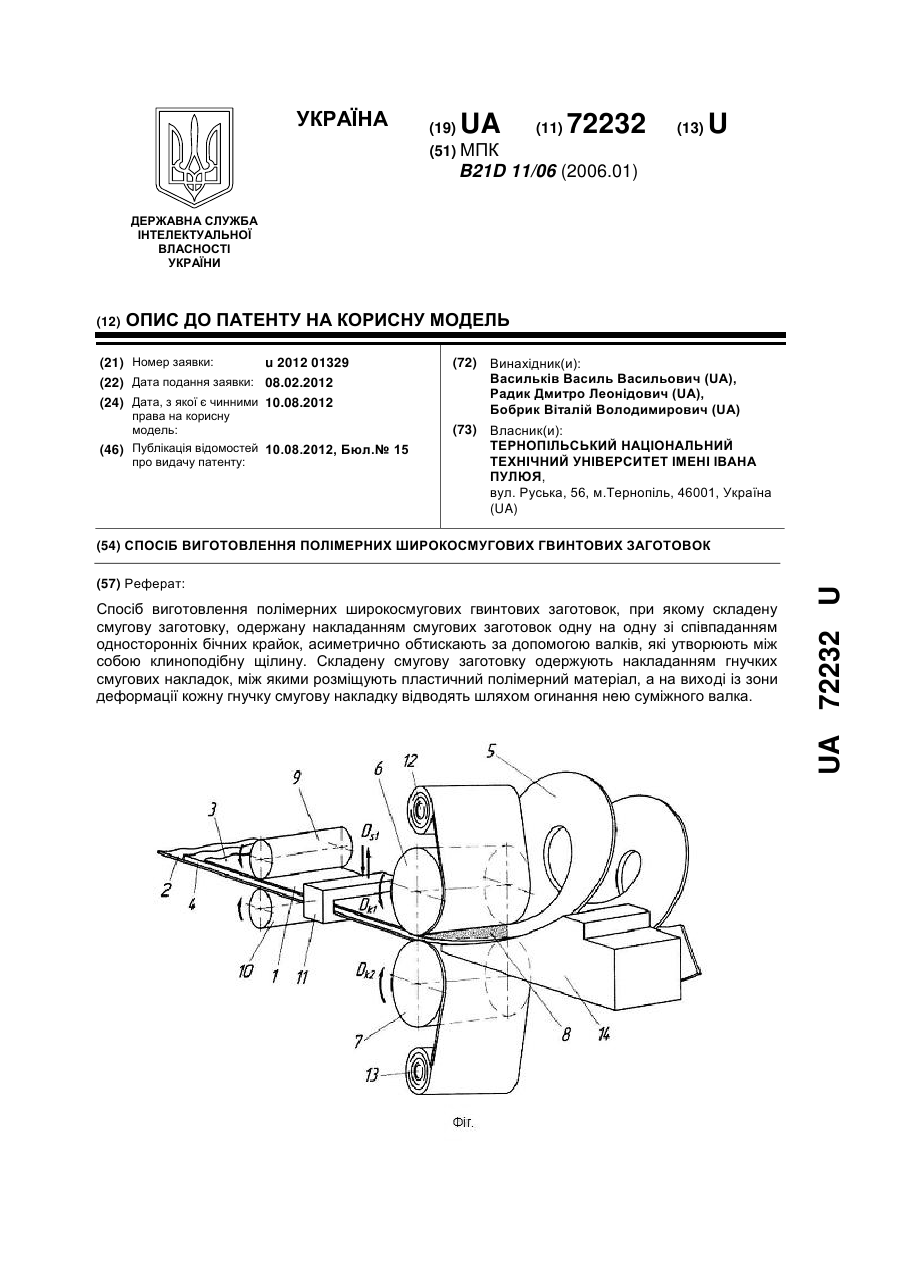
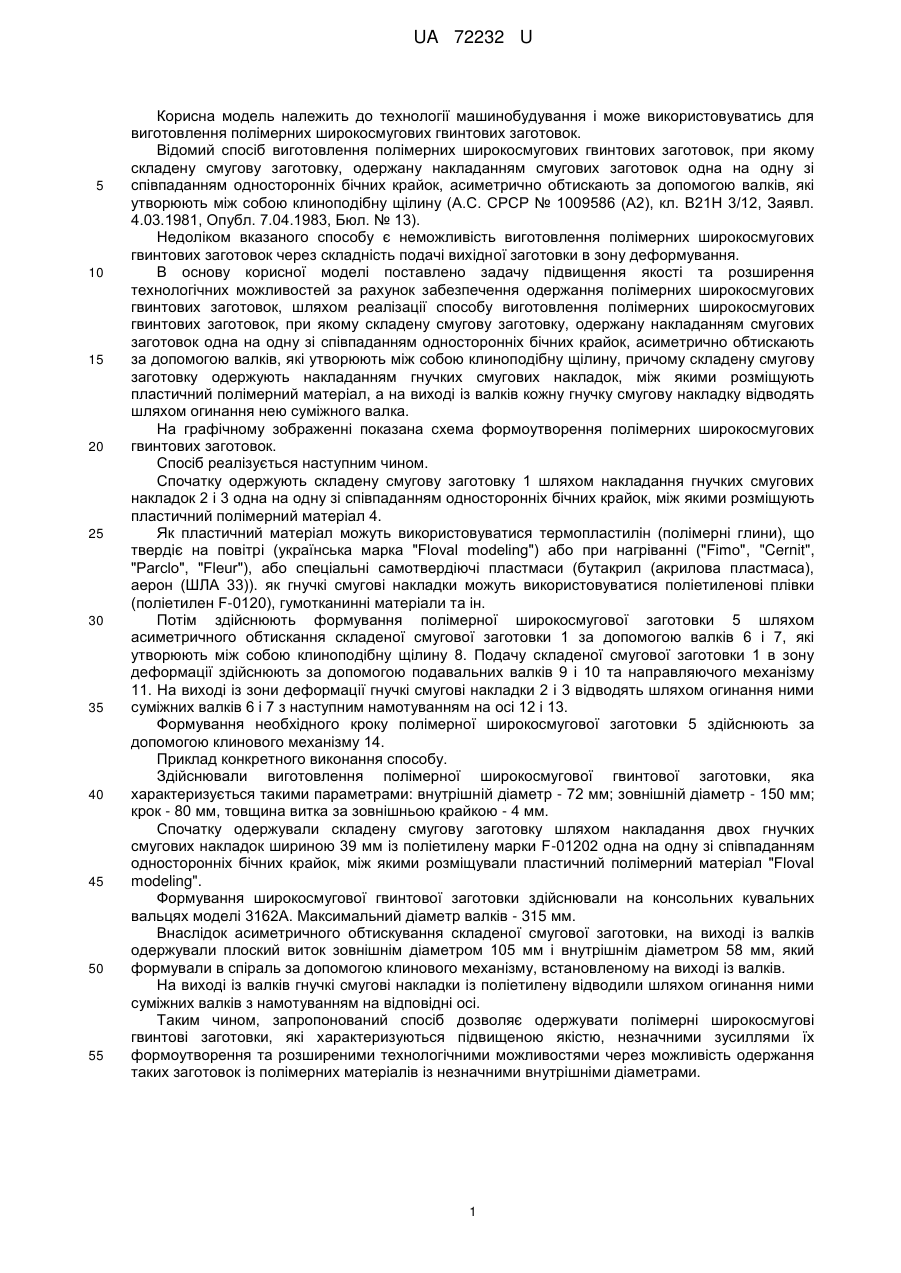
Реферат: Спосіб виготовлення полімерних широкосмугових гвинтових заготовок, при якому складену смугову заготовку, одержану накладанням смугових заготовок одну на одну зі співпаданням односторонніх бічних крайок, асиметрично обтискають за допомогою валків, які утворюють між собою клиноподібну щілину. Складену смугову заготовку одержують накладанням гнучких смугових накладок, між якими розміщують пластичний полімерний матеріал, а на виході із зони деформації кожну гнучку смугову накладку відводять шляхом огинання нею суміжного валка. UA 72232 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОЛІМЕРНИХ ШИРОКОСМУГОВИХ ГВИНТОВИХ ЗАГОТОВОК UA 72232 U UA 72232 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення полімерних широкосмугових гвинтових заготовок. Відомий спосіб виготовлення полімерних широкосмугових гвинтових заготовок, при якому складену смугову заготовку, одержану накладанням смугових заготовок одна на одну зі співпаданням односторонніх бічних крайок, асиметрично обтискають за допомогою валків, які утворюють між собою клиноподібну щілину (А.С. СРСР № 1009586 (А2), кл. В21Н 3/12, Заявл. 4.03.1981, Опубл. 7.04.1983, Бюл. № 13). Недоліком вказаного способу є неможливість виготовлення полімерних широкосмугових гвинтових заготовок через складність подачі вихідної заготовки в зону деформування. В основу корисної моделі поставлено задачу підвищення якості та розширення технологічних можливостей за рахунок забезпечення одержання полімерних широкосмугових гвинтових заготовок, шляхом реалізації способу виготовлення полімерних широкосмугових гвинтових заготовок, при якому складену смугову заготовку, одержану накладанням смугових заготовок одна на одну зі співпаданням односторонніх бічних крайок, асиметрично обтискають за допомогою валків, які утворюють між собою клиноподібну щілину, причому складену смугову заготовку одержують накладанням гнучких смугових накладок, між якими розміщують пластичний полімерний матеріал, а на виході із валків кожну гнучку смугову накладку відводять шляхом огинання нею суміжного валка. На графічному зображенні показана схема формоутворення полімерних широкосмугових гвинтових заготовок. Спосіб реалізується наступним чином. Спочатку одержують складену смугову заготовку 1 шляхом накладання гнучких смугових накладок 2 і 3 одна на одну зі співпаданням односторонніх бічних крайок, між якими розміщують пластичний полімерний матеріал 4. Як пластичний матеріал можуть використовуватися термопластилін (полімерні глини), що твердіє на повітрі (українська марка "Floval modeling") або при нагріванні ("Fimo", "Cernit", "Parclo", "Fleur"), або спеціальні самотвердіючі пластмаси (бутакрил (акрилова пластмаса), аерон (ШЛА 33)). як гнучкі смугові накладки можуть використовуватися поліетиленові плівки (поліетилен F-0120), гумотканинні матеріали та ін. Потім здійснюють формування полімерної широкосмугової заготовки 5 шляхом асиметричного обтискання складеної смугової заготовки 1 за допомогою валків 6 і 7, які утворюють між собою клиноподібну щілину 8. Подачу складеної смугової заготовки 1 в зону деформації здійснюють за допомогою подавальних валків 9 і 10 та направляючого механізму 11. На виході із зони деформації гнучкі смугові накладки 2 і 3 відводять шляхом огинання ними суміжних валків 6 і 7 з наступним намотуванням на осі 12 і 13. Формування необхідного кроку полімерної широкосмугової заготовки 5 здійснюють за допомогою клинового механізму 14. Приклад конкретного виконання способу. Здійснювали виготовлення полімерної широкосмугової гвинтової заготовки, яка характеризується такими параметрами: внутрішній діаметр - 72 мм; зовнішній діаметр - 150 мм; крок - 80 мм, товщина витка за зовнішньою крайкою - 4 мм. Спочатку одержували складену смугову заготовку шляхом накладання двох гнучких смугових накладок шириною 39 мм із поліетилену марки F-01202 одна на одну зі співпаданням односторонніх бічних крайок, між якими розміщували пластичний полімерний матеріал "Floval modeling". Формування широкосмугової гвинтової заготовки здійснювали на консольних кувальних вальцях моделі 3162А. Максимальний діаметр валків - 315 мм. Внаслідок асиметричного обтискування складеної смугової заготовки, на виході із валків одержували плоский виток зовнішнім діаметром 105 мм і внутрішнім діаметром 58 мм, який формували в спіраль за допомогою клинового механізму, встановленому на виході із валків. На виході із валків гнучкі смугові накладки із поліетилену відводили шляхом огинання ними суміжних валків з намотуванням на відповідні осі. Таким чином, запропонований спосіб дозволяє одержувати полімерні широкосмугові гвинтові заготовки, які характеризуються підвищеною якістю, незначними зусиллями їх формоутворення та розширеними технологічними можливостями через можливість одержання таких заготовок із полімерних матеріалів із незначними внутрішніми діаметрами. 1 UA 72232 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб виготовлення полімерних широкосмугових гвинтових заготовок, при якому складену смугову заготовку, одержану накладанням смугових заготовок одну на одну зі співпаданням односторонніх бічних крайок, асиметрично обтискають за допомогою валків, які утворюють між собою клиноподібну щілину, який відрізняється тим, що складену смугову заготовку одержують накладанням гнучких смугових накладок, між якими розміщують пластичний полімерний матеріал, а на виході із зони деформації кожну гнучку смугову накладку відводять шляхом огинання нею суміжного валка. Комп’ютерна верстка M. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing polymer wide strip screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bobryk Vitalii Volodymyrovych
Назва патенту російськоюСпособ изготовления полимерных широкополосных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Бобрик Виталий Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: заготовок, полімерних, виготовлення, гвинтових, широкосмугових, спосіб
Код посилання
<a href="https://ua.patents.su/4-72232-sposib-vigotovlennya-polimernikh-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полімерних широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 56795
Опубліковано: 25.01.2011
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: заготовок, спосіб, гвинтових, широкосмугових, виготовлення
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину.
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: виготовлення, гвинтових, спосіб, заготовок, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 48610
Опубліковано: 25.03.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Босюк Павло Володимирович
МПК: B21C 37/00
Мітки: гвинтових, заготовок, спосіб, виготовлення, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, який містить операції одержання кільцевих заготовок, їх нагрівання і розрізання по радіусу, розтягування в спіраль з наступним зварюванням одна з одною, та проточування, який відрізняється тим, що перед розрізанням здійснюють поздовжнє вальцювання кільцевої заготовки циліндричними валками за декілька переходів, після першого і кожного наступного непарного переходу кільцеву заготовку...
Спосіб виготовлення широкосмугових гвинтових заготовок

Номер патенту: 64309
Опубліковано: 10.11.2011
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, широкосмугових, гвинтових, спосіб, заготовок
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: широкосмугових, виготовлення, гвинтових, спосіб, заготовок
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Попередній патент: Гідросівалка
Наступний патент: Двоярусний спосіб висіву насіння та внесення добрив
Випадковий патент: Спосіб локальної гіпотермії нижньої щелепи після травми та у післяопераційному періоді