Спосіб виготовлення полімерних шнекових заготовок
Номер патенту: 93920
Опубліковано: 27.10.2014
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович

Формула / Реферат
Спосіб виготовлення полімерних шнекових заготовок, при якому навивають заготовку вкладанням її у гвинтову канавку шнекової втулки, встановленої на оправі, яка здійснює обертовий та поступальний рухи, який відрізняється тим, що навивання здійснюють шляхом видавлювання пластичного полімерного матеріалу з утворенням криволінійної полімерної заготовки з одночасним її вкладанням в у гвинтову канавку шнекової втулки, виконаної з того ж полімерного пластичного матеріалу, до утворення пластичної полімерної шнекової заготовки з наступним її відпалюванням.
Текст
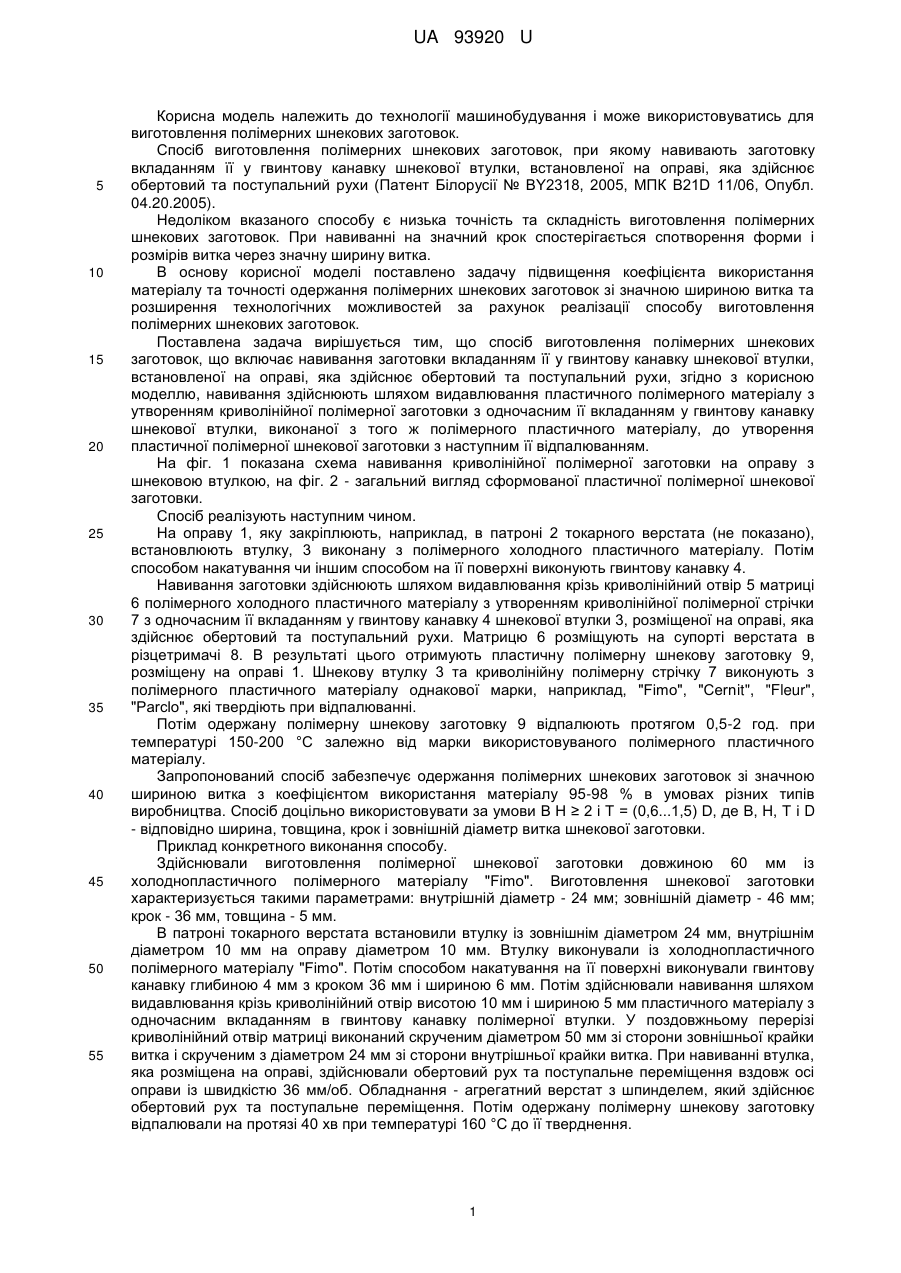
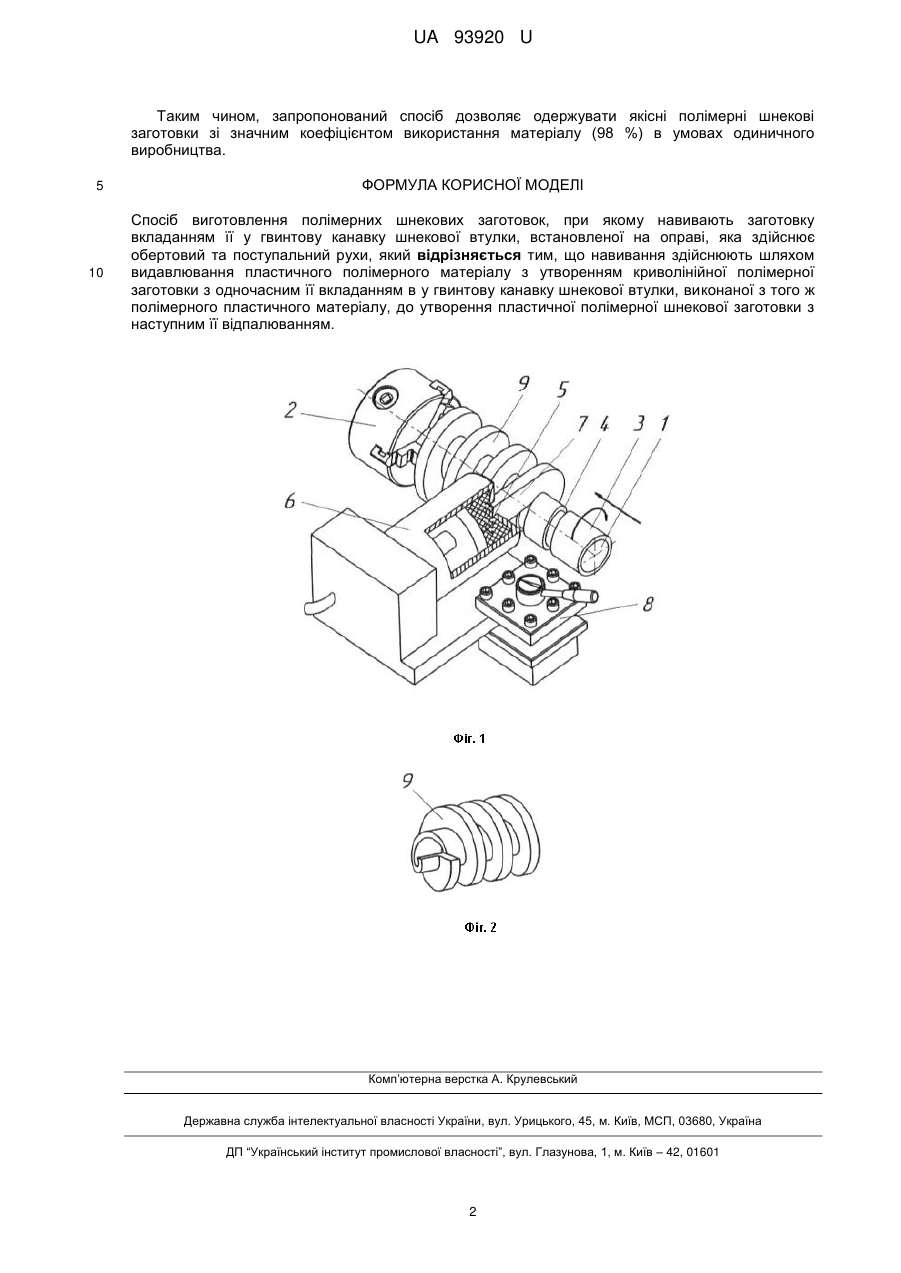
Реферат: UA 93920 U UA 93920 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення полімерних шнекових заготовок. Спосіб виготовлення полімерних шнекових заготовок, при якому навивають заготовку вкладанням її у гвинтову канавку шнекової втулки, встановленої на оправі, яка здійснює обертовий та поступальний рухи (Патент Білорусії № BY2318, 2005, МПК B21D 11/06, Опубл. 04.20.2005). Недоліком вказаного способу є низька точність та складність виготовлення полімерних шнекових заготовок. При навиванні на значний крок спостерігається спотворення форми і розмірів витка через значну ширину витка. В основу корисної моделі поставлено задачу підвищення коефіцієнта використання матеріалу та точності одержання полімерних шнекових заготовок зі значною шириною витка та розширення технологічних можливостей за рахунок реалізації способу виготовлення полімерних шнекових заготовок. Поставлена задача вирішується тим, що спосіб виготовлення полімерних шнекових заготовок, що включає навивання заготовки вкладанням її у гвинтову канавку шнекової втулки, встановленої на оправі, яка здійснює обертовий та поступальний рухи, згідно з корисною моделлю, навивання здійснюють шляхом видавлювання пластичного полімерного матеріалу з утворенням криволінійної полімерної заготовки з одночасним її вкладанням у гвинтову канавку шнекової втулки, виконаної з того ж полімерного пластичного матеріалу, до утворення пластичної полімерної шнекової заготовки з наступним її відпалюванням. На фіг. 1 показана схема навивання криволінійної полімерної заготовки на оправу з шнековою втулкою, на фіг. 2 - загальний вигляд сформованої пластичної полімерної шнекової заготовки. Спосіб реалізують наступним чином. На оправу 1, яку закріплюють, наприклад, в патроні 2 токарного верстата (не показано), встановлюють втулку, 3 виконану з полімерного холодного пластичного матеріалу. Потім способом накатування чи іншим способом на її поверхні виконують гвинтову канавку 4. Навивання заготовки здійснюють шляхом видавлювання крізь криволінійний отвір 5 матриці 6 полімерного холодного пластичного матеріалу з утворенням криволінійної полімерної стрічки 7 з одночасним її вкладанням у гвинтову канавку 4 шнекової втулки 3, розміщеної на оправі, яка здійснює обертовий та поступальний рухи. Матрицю 6 розміщують на супорті верстата в різцетримачі 8. В результаті цього отримують пластичну полімерну шнекову заготовку 9, розміщену на оправі 1. Шнекову втулку 3 та криволінійну полімерну стрічку 7 виконують з полімерного пластичного матеріалу однакової марки, наприклад, "Fimo", "Cernit", "Fleur", "Parclo", які твердіють при відпалюванні. Потім одержану полімерну шнекову заготовку 9 відпалюють протягом 0,5-2 год. при температурі 150-200 °С залежно від марки використовуваного полімерного пластичного матеріалу. Запропонований спосіб забезпечує одержання полімерних шнекових заготовок зі значною шириною витка з коефіцієнтом використання матеріалу 95-98 % в умовах різних типів виробництва. Спосіб доцільно використовувати за умови В Н ≥ 2 і Т = (0,6...1,5) D, де В, Н, Т і D - відповідно ширина, товщина, крок і зовнішній діаметр витка шнекової заготовки. Приклад конкретного виконання способу. Здійснювали виготовлення полімерної шнекової заготовки довжиною 60 мм із холоднопластичного полімерного матеріалу "Fimo". Виготовлення шнекової заготовки характеризується такими параметрами: внутрішній діаметр - 24 мм; зовнішній діаметр - 46 мм; крок - 36 мм, товщина - 5 мм. В патроні токарного верстата встановили втулку із зовнішнім діаметром 24 мм, внутрішнім діаметром 10 мм на оправу діаметром 10 мм. Втулку виконували із холоднопластичного полімерного матеріалу "Fimo". Потім способом накатування на її поверхні виконували гвинтову канавку глибиною 4 мм з кроком 36 мм і шириною 6 мм. Потім здійснювали навивання шляхом видавлювання крізь криволінійний отвір висотою 10 мм і шириною 5 мм пластичного матеріалу з одночасним вкладанням в гвинтову канавку полімерної втулки. У поздовжньому перерізі криволінійний отвір матриці виконаний скрученим діаметром 50 мм зі сторони зовнішньої крайки витка і скрученим з діаметром 24 мм зі сторони внутрішньої крайки витка. При навиванні втулка, яка розміщена на оправі, здійснювали обертовий рух та поступальне переміщення вздовж осі оправи із швидкістю 36 мм/об. Обладнання - агрегатний верстат з шпинделем, який здійснює обертовий рух та поступальне переміщення. Потім одержану полімерну шнекову заготовку відпалювали на протязі 40 хв при температурі 160 °С до її тверднення. 1 UA 93920 U Таким чином, запропонований спосіб дозволяє одержувати якісні полімерні шнекові заготовки зі значним коефіцієнтом використання матеріалу (98 %) в умовах одиничного виробництва. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб виготовлення полімерних шнекових заготовок, при якому навивають заготовку вкладанням її у гвинтову канавку шнекової втулки, встановленої на оправі, яка здійснює обертовий та поступальний рухи, який відрізняється тим, що навивання здійснюють шляхом видавлювання пластичного полімерного матеріалу з утворенням криволінійної полімерної заготовки з одночасним її вкладанням в у гвинтову канавку шнекової втулки, виконаної з того ж полімерного пластичного матеріалу, до утворення пластичної полімерної шнекової заготовки з наступним її відпалюванням. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bobryk Vitalii Volodymyrovych
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Бобрик Виталий Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: заготовок, полімерних, виготовлення, спосіб, шнекових
Код посилання
<a href="https://ua.patents.su/4-93920-sposib-vigotovlennya-polimernikh-shnekovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полімерних шнекових заготовок</a>
Спосіб виготовлення полімерних широкосмугових гвинтових заготовок
Номер патенту: 72232
Опубліковано: 10.08.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: заготовок, полімерних, виготовлення, спосіб, гвинтових, широкосмугових
Формула / Реферат:
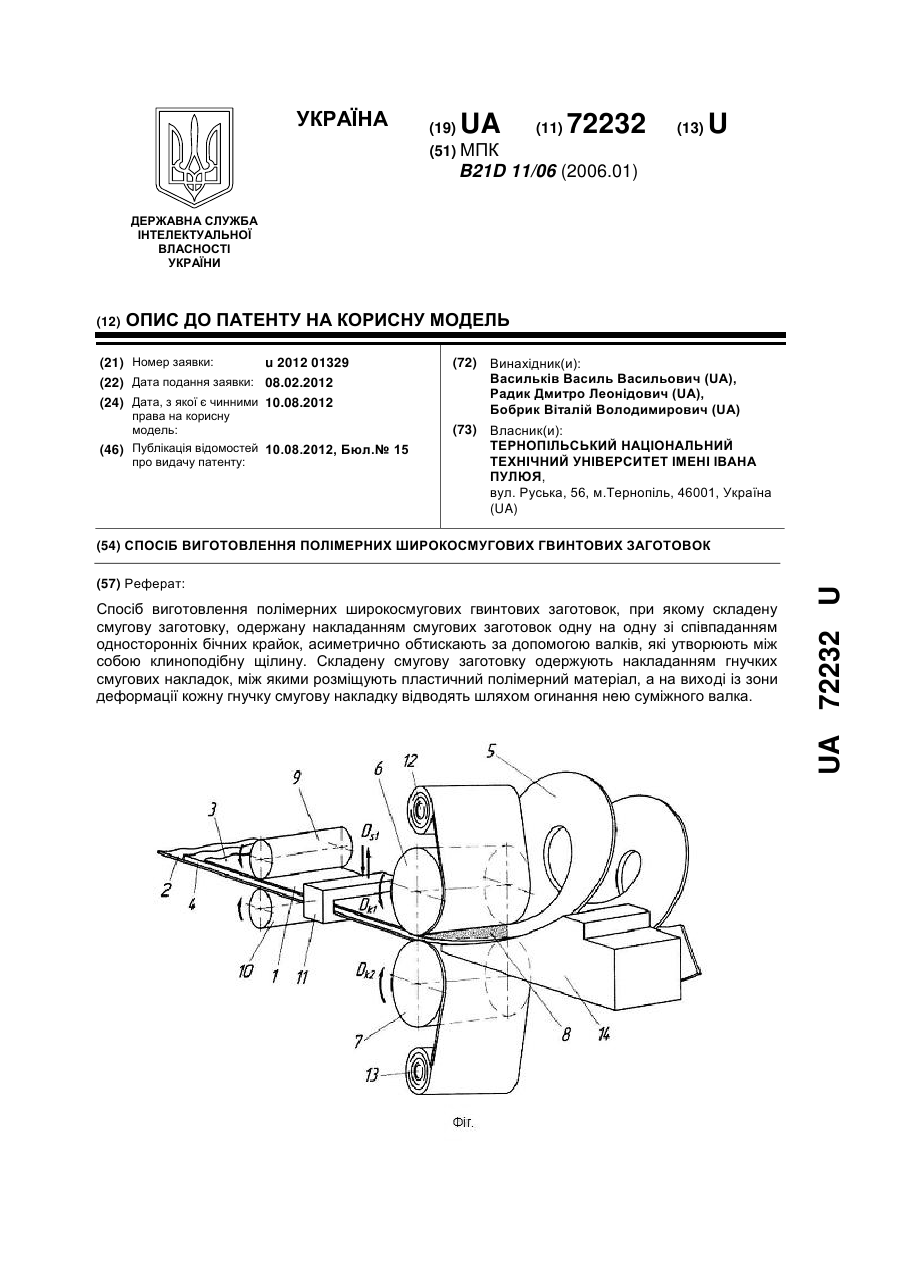
Спосіб виготовлення полімерних широкосмугових гвинтових заготовок, при якому складену смугову заготовку, одержану накладанням смугових заготовок одну на одну зі співпаданням односторонніх бічних крайок, асиметрично обтискають за допомогою валків, які утворюють між собою клиноподібну щілину, який відрізняється тим, що складену смугову заготовку одержують накладанням гнучких смугових накладок, між якими розміщують пластичний полімерний...
Спосіб формування полімерних виробів з листових полімерних заготовок з використанням інфрачервоних нагрівачів
Номер патенту: 82365
Опубліковано: 25.07.2013
Автори: Колосов Олександр Євгенович, Кривошеєв Вячеслав Семенович, Сокольський Олександр Леонідович, Плахотний Ігор Анатолійович, Сівецький Володимир Іванович, Слісаренко Інна Володимирівна
МПК: B29C 51/26, H05B 3/02
Мітки: полімерних, спосіб, формування, виробів, інфрачервоних, нагрівачів, листових, заготовок, використанням
Формула / Реферат:
1. Спосіб формування полімерних виробів з листових полімерних заготовок з використанням інфрачервоних нагрівачів, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану інфрачервоними нагрівачами, причому ті ділянки заготовки, що підлягають більшому витягуванню, закривають від випромінювання напівпрозорими екранами, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по...
Спосіб формування полімерних виробів з листових полімерних заготовок
Номер патенту: 82364
Опубліковано: 25.07.2013
Автори: Слісаренко Інна Володимирівна, Колосов Олександр Євгенович, Сівецький Володимир Іванович, Плахотний Ігор Анатолійович, Кривошеєв Вячеслав Семенович, Сокольський Олександр Леонідович
МПК: H05B 3/02, B29C 51/26
Мітки: заготовок, формування, листових, виробів, спосіб, полімерних
Формула / Реферат:
1. Спосіб формування полімерних виробів з листових полімерних заготовок, що включає в себе затискання листової полімерної заготовки, нагрівання її до пластичного стану, попередню механічну дію на заготовку, герметизацію простору між заготовкою та поверхнею форми, створення перепаду тиску по обидва боки листової полімерної заготовки до притискання її до поверхні форми, зняття перепаду тиску, охолодження виробу на поверхні форми та зняття...
Механізм змикання півформ прес-форми установки для виготовлення порожнистих виробів з заготовок із полімерних матеріалів у пластичному стані
Номер патенту: 22146
Опубліковано: 10.04.2007
Автор: Семирозум Олександр Іванович
МПК: B29C 49/56, B29C 49/28
Мітки: прес-форми, механізм, пластичному, установки, півформ, виготовлення, полімерних, стані, виробів, змикання, заготовок, порожнистих, матеріалів
Формула / Реферат:
Механізм змикання півформ прес-форми установки для виготовлення порожнистих виробів з заготовок із полімерних матеріалів у пластичному стані, що містить раму, до якої шарнірно прикріплені однойменні кінці півформ з можливістю їх коливального руху на осі відповідного шарніра до примусового замикання або розмикання півформ, а вільні торці півформ прес-форми кінематично з'єднані з рушієм, прикріпленим до рами, який відрізняється тим, що півформи...
Механізм змикання напівформ прес-форми установки для виготовлення порожнистих виробів з заготовок із полімерних матеріалів у пластичному стані
Номер патенту: 82432
Опубліковано: 25.07.2013
Автори: Суворов Олександр Володимирович, Семирозум Олександр Іванович
МПК: B29C 49/30, B29C 49/56
Мітки: порожнистих, полімерних, матеріалів, прес-форми, змикання, заготовок, стані, пластичному, механізм, напівформ, установки, виготовлення, виробів
Формула / Реферат:
Механізм змикання напівформ прес-форми установки для виготовлення порожнистих виробів з заготовок із полімерних матеріалів у пластичному стані, що містить раму, виконану у вигляді замкнутої жорсткої конструкції, у порожнинному об'ємі якої розташовані напівформи прес-форми з гніздами, що відповідають формі порожнистих виробів, однойменні кінці напівформ прес-форми шарнірно прикріплені до рами з можливістю їх коливального руху на осі...
Попередній патент: Автоматичний гідрореактивний трансформатор
Наступний патент: Клин в’язальної машини
Випадковий патент: Спосіб ультразвукової діагностики пружності анатомічних структур статевого члена