Пристрій для зварювання (з одночасним відрізанням) надтонких плівок, тканих, плетених або нетканих термопластичних полімерних матеріалів
Номер патенту: 116808
Опубліковано: 12.06.2017
Автори: Гальчун Анатолій Миколайович, Шадрін Андрій Олександрович, Юрженко Максим Володимирович
Формула / Реферат
Пристрій для зварювання (з одночасним відрізанням) надтонких плівок, тканих, плетених та нетканих термопластичних полімерних матеріалів, що містить у своєму складі робочу поверхню з пружного термостійкого матеріалу, робочу головку з нагрівальним інструментом - струною, та блок живлення, який відрізняється тим, що нагрівальний елемент (струна) виконаний з можливістю як зварювати, так і відрізати, і виконують ці дві операції одним притисканням.
Текст
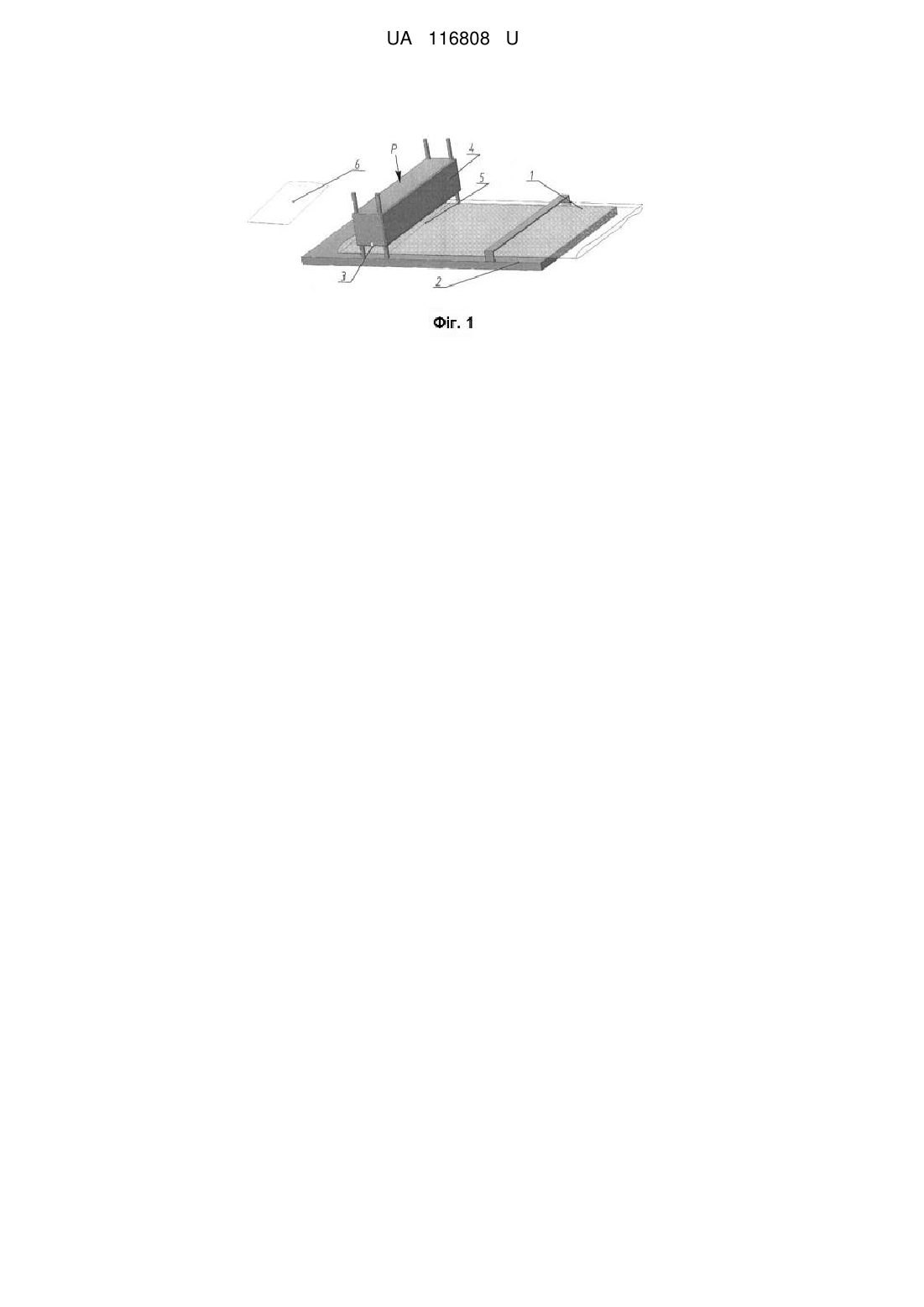
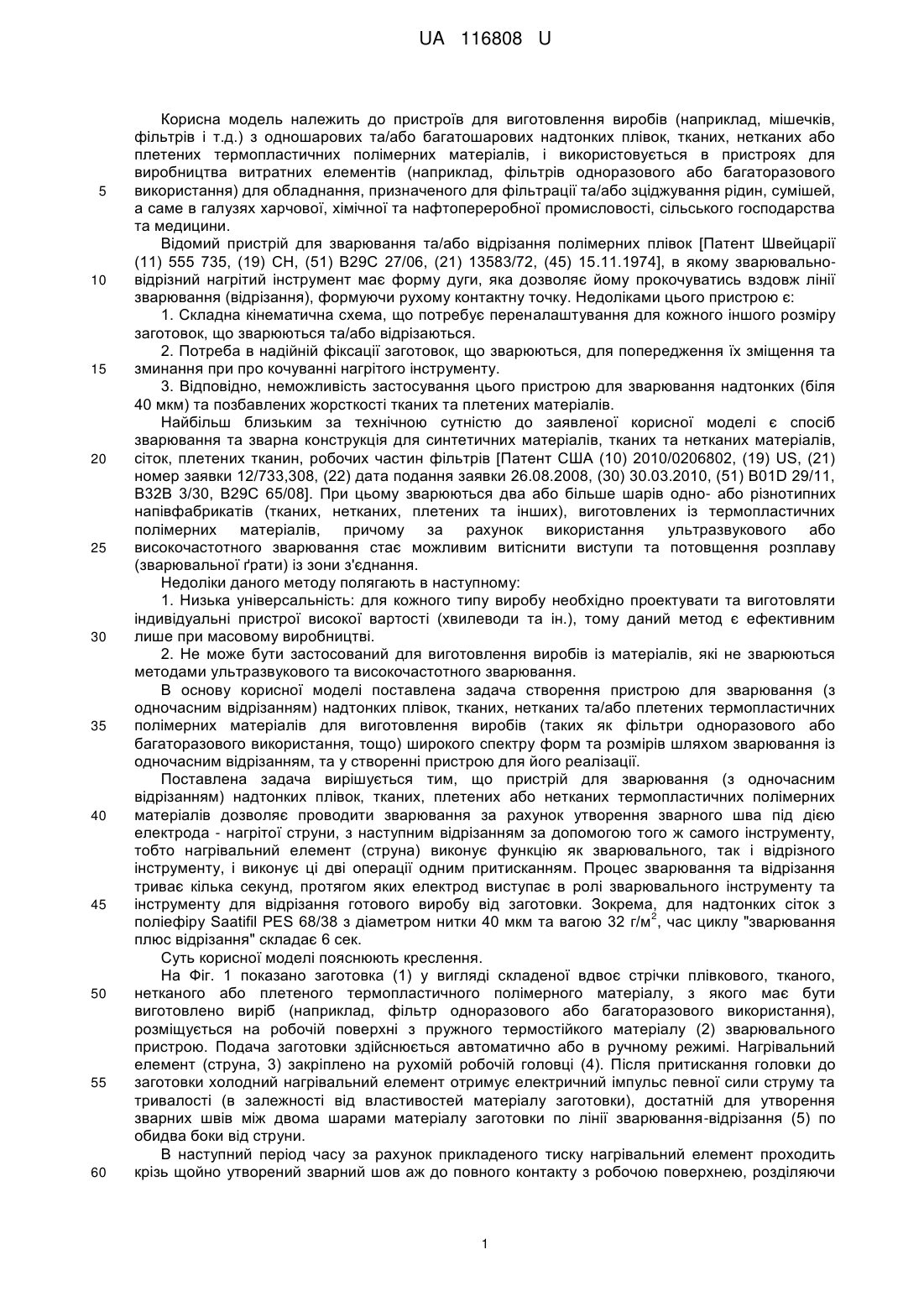
Реферат: Пристрій для зварювання (з одночасним відрізанням) надтонких плівок, тканих, плетених та нетканих термопластичних полімерних матеріалів містить у своєму складі робочу поверхню з пружного термостійкого матеріалу, робочу головку з нагрівальним інструментом - струною, та блок живлення. Нагрівальний елемент (струна) виконаний з можливістю як зварювати, так і відрізати, і виконують ці дві операції одним притисканням. UA 116808 U (12) UA 116808 U UA 116808 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв для виготовлення виробів (наприклад, мішечків, фільтрів і т.д.) з одношарових та/або багатошарових надтонких плівок, тканих, нетканих або плетених термопластичних полімерних матеріалів, і використовується в пристроях для виробництва витратних елементів (наприклад, фільтрів одноразового або багаторазового використання) для обладнання, призначеного для фільтрації та/або зціджування рідин, сумішей, а саме в галузях харчової, хімічної та нафтопереробної промисловості, сільського господарства та медицини. Відомий пристрій для зварювання та/або відрізання полімерних плівок [Патент Швейцарії (11) 555 735, (19) СН, (51) В29С 27/06, (21) 13583/72, (45) 15.11.1974], в якому зварювальновідрізний нагрітий інструмент має форму дуги, яка дозволяє йому прокочуватись вздовж лінії зварювання (відрізання), формуючи рухому контактну точку. Недоліками цього пристрою є: 1. Складна кінематична схема, що потребує переналаштування для кожного іншого розміру заготовок, що зварюються та/або відрізаються. 2. Потреба в надійній фіксації заготовок, що зварюються, для попередження їх зміщення та зминання при про кочуванні нагрітого інструменту. 3. Відповідно, неможливість застосування цього пристрою для зварювання надтонких (біля 40 мкм) та позбавлених жорсткості тканих та плетених матеріалів. Найбільш близьким за технічною сутністю до заявленої корисної моделі є спосіб зварювання та зварна конструкція для синтетичних матеріалів, тканих та нетканих матеріалів, сіток, плетених тканин, робочих частин фільтрів [Патент США (10) 2010/0206802, (19) US, (21) номер заявки 12/733,308, (22) дата подання заявки 26.08.2008, (30) 30.03.2010, (51) B01D 29/11, В32В 3/30, В29С 65/08]. При цьому зварюються два або більше шарів одно- або різнотипних напівфабрикатів (тканих, нетканих, плетених та інших), виготовлених із термопластичних полімерних матеріалів, причому за рахунок використання ультразвукового або високочастотного зварювання стає можливим витіснити виступи та потовщення розплаву (зварювальної ґрати) із зони з'єднання. Недоліки даного методу полягають в наступному: 1. Низька універсальність: для кожного типу виробу необхідно проектувати та виготовляти індивідуальні пристрої високої вартості (хвилеводи та ін.), тому даний метод є ефективним лише при масовому виробництві. 2. Не може бути застосований для виготовлення виробів із матеріалів, які не зварюються методами ультразвукового та високочастотного зварювання. В основу корисної моделі поставлена задача створення пристрою для зварювання (з одночасним відрізанням) надтонких плівок, тканих, нетканих та/або плетених термопластичних полімерних матеріалів для виготовлення виробів (таких як фільтри одноразового або багаторазового використання, тощо) широкого спектру форм та розмірів шляхом зварювання із одночасним відрізанням, та у створенні пристрою для його реалізації. Поставлена задача вирішується тим, що пристрій для зварювання (з одночасним відрізанням) надтонких плівок, тканих, плетених або нетканих термопластичних полімерних матеріалів дозволяє проводити зварювання за рахунок утворення зварного шва під дією електрода - нагрітої струни, з наступним відрізанням за допомогою того ж самого інструменту, тобто нагрівальний елемент (струна) виконує функцію як зварювального, так і відрізного інструменту, і виконує ці дві операції одним притисканням. Процес зварювання та відрізання триває кілька секунд, протягом яких електрод виступає в ролі зварювального інструменту та інструменту для відрізання готового виробу від заготовки. Зокрема, для надтонких сіток з 2 поліефіру Saatifil PES 68/38 з діаметром нитки 40 мкм та вагою 32 г/м , час циклу "зварювання плюс відрізання" складає 6 сек. Суть корисної моделі пояснюють креслення. На Фіг. 1 показано заготовка (1) у вигляді складеної вдвоє стрічки плівкового, тканого, нетканого або плетеного термопластичного полімерного матеріалу, з якого має бути виготовлено виріб (наприклад, фільтр одноразового або багаторазового використання), розміщується на робочій поверхні з пружного термостійкого матеріалу (2) зварювального пристрою. Подача заготовки здійснюється автоматично або в ручному режимі. Нагрівальний елемент (струна, 3) закріплено на рухомій робочій головці (4). Після притискання головки до заготовки холодний нагрівальний елемент отримує електричний імпульс певної сили струму та тривалості (в залежності від властивостей матеріалу заготовки), достатній для утворення зварних швів між двома шарами матеріалу заготовки по лінії зварювання-відрізання (5) по обидва боки від струни. В наступний період часу за рахунок прикладеного тиску нагрівальний елемент проходить крізь щойно утворений зварний шов аж до повного контакту з робочою поверхнею, розділяючи 1 UA 116808 U шов навпіл та забезпечуючи відокремлення готового виробу (6) від заготовки. Дно виробу утворене згином матеріалу заготовки, і, таким чином, для виготовлення одного виробу необхідно провести два цикли зварювання-відрізання. Фази процесу "зварювання плюс відрізання" наведено на фіг. 2. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Пристрій для зварювання (з одночасним відрізанням) надтонких плівок, тканих, плетених та нетканих термопластичних полімерних матеріалів, що містить у своєму складі робочу поверхню з пружного термостійкого матеріалу, робочу головку з нагрівальним інструментом - струною, та блок живлення, який відрізняється тим, що нагрівальний елемент (струна) виконаний з можливістю як зварювати, так і відрізати, і виконують ці дві операції одним притисканням. Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 65/18, B29C 65/74, B29C 65/22
Мітки: надтонких, одночасним, відрізанням, термопластичних, плетених, нетканих, полімерних, зварювання, плівок, матеріалів, тканих, пристрій
Код посилання
<a href="https://ua.patents.su/4-116808-pristrijj-dlya-zvaryuvannya-z-odnochasnim-vidrizannyam-nadtonkikh-plivok-tkanikh-pletenikh-abo-netkanikh-termoplastichnikh-polimernikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зварювання (з одночасним відрізанням) надтонких плівок, тканих, плетених або нетканих термопластичних полімерних матеріалів</a>
Пристрій для зварювання багатошарових труб з термопластичних полімерних матеріалів із збереженням пошарової структури стінок труб в зоні зварного з’єднання
Номер патенту: 116807
Опубліковано: 12.06.2017
Автори: Шадрін Андрій Олександрович, Юрженко Максим Володимирович, Кораб Микола Георгійович, Кондратенко Володимир Юрійович, Гальчун Анатолій Миколайович
МПК: F16L 33/025, B29C 65/02, F16L 41/00
Мітки: зварного, збереженням, термопластичних, структури, труб, полімерних, зварювання, матеріалів, пошарової, з'єднання, стінок, пристрій, зони, багатошарових
Формула / Реферат:
Пристрій для зварювання багатошарових труб з термопластичних полімерних матеріалів із збереженням пошарової структури стінок труб в зоні зварного з′єднання, що містить фіксатори труб та нагрівальний елемент - хомут, який відрізняється тим, що нагрівальний елемент - хомут одягають на поверхню труб, охоплюючи їх таким чином, щоб зона контакту торців труб опинилась посередині нагрівального інструмента, під дією зовнішнього нагрівання...
Електричний інфрачервоний випромінювач для зварювання термопластичних полімерних матеріалів
Номер патенту: 50836
Опубліковано: 15.11.2002
Автори: Чигарьов Валерій Васильович, Кошелєв Веніамін Веніамінович
МПК: B29C 65/14, B29C 65/74
Мітки: полімерних, інфрачервоний, зварювання, електричний, термопластичних, матеріалів, випромінювач
Формула / Реферат:
Електричний інфрачервоний випромінювач для зварювання термопластичних полімерних матеріалів, що містить корпус, прямокутний нагрівальний елемент та контактну колодку, який відрізняється тим, що нагрівальний елемент виконаний у вигляді гофрованих стрічкових штаб з кутом = 20-45 , радіусом r = 1-3 мм, шириною h = 6-12 мм, кроком S = 8-14 мм, паралельно з'єднаних між...
Спосіб зварювання плівок із полімерних матеріалів та пристрій для його здійснення
Номер патенту: 72386
Опубліковано: 15.02.2005
Автори: Фесенко Олександр Михайлович, Крамаренко Лариса Миколаївна
МПК: B29C 65/02
Мітки: пристрій, зварювання, здійснення, матеріалів, плівок, спосіб, полімерних
Формула / Реферат:
1. Спосіб зварювання плівок із полімерних матеріалів, який включає контакт з'єднуваних поверхонь, їх стискання та нагрів за допомогою зварювального електрода, який відрізняється тим, що нагрів з'єднуваних поверхонь проводять за допомогою постійно нагрітого до температури 156-158 °С зварювального електрода, а стискання - з силою 5-6 МПа протягом 3,7-4 сек.2. Пристрій для зварювання плівок із полімерних матеріалів, який включає раму з...
Пристрій для зварювання термопластичних матеріалів
Номер патенту: 30653
Опубліковано: 15.12.2000
Автори: Казаков Ігор Анатольович, Ітунін Віліан Фишлевич, Москаленко Іван Юхимович, Ємченко Ольга Миколаєвна, Поляков Микола Васильович, Піскунов Микола Володимирович, Москаленко Володимир Іванович, Нейман Олександр Ігоревич
МПК: B29C 65/18, B29C 65/38
Мітки: зварювання, пристрій, матеріалів, термопластичних
Формула / Реферат:
Пристрій для зварювання термопластичних матеріалів, що містить опорну та притискну плити, гнучкий нагрівальний елемент, зафіксований на опорній плиті за заданою траєкторією шва і підключений до джерела струму, який відрізняється тим, що нагрівальний елемент закріплено на опорній плиті за допомогою кріпильних елементів, наприклад, скоб, а притискна плита має канавку, розташовану над нагрівальним елементом, яка повторює його конфігурацію по...
Пристрій для термічного зварювання полімерних плівок
Номер патенту: 38009
Опубліковано: 15.05.2001
Автори: Пінчук Віталій Миколайович, Петряков Володимир Олексійович
МПК: B65B 51/10
Мітки: термічного, пристрій, зварювання, плівок, полімерних
Текст:
...губок проводиться шляхом натискування на педаль (9), сполучену тягою (10) з накладкою (11) прикріпленою до середини верхньої губки; нагрівники губок через роз’їм (12) електрично сполучені з блоком живлення (13), крім того, на блок живлення через гніздо (14) може подаватися сигнал з датчика температури, що дозволяє автоматично підтримувати обрану температуру губок з високою точністю. Пристрій працює наступним чином. Механічний блок...
Попередній патент: Пристрій для зварювання багатошарових труб з термопластичних полімерних матеріалів із збереженням пошарової структури стінок труб в зоні зварного з’єднання
Наступний патент: Пристрій контролю періодичності імпульсної послідовності тактової частоти
Випадковий патент: Пристрій для одноканального управління трифазним тиристорним перетворювачем