Спосіб зварювання плівок із полімерних матеріалів та пристрій для його здійснення
Номер патенту: 72386
Опубліковано: 15.02.2005
Автори: Крамаренко Лариса Миколаївна, Фесенко Олександр Михайлович
Формула / Реферат
1. Спосіб зварювання плівок із полімерних матеріалів, який включає контакт з'єднуваних поверхонь, їх стискання та нагрів за допомогою зварювального електрода, який відрізняється тим, що нагрів з'єднуваних поверхонь проводять за допомогою постійно нагрітого до температури 156-158 °С зварювального електрода, а стискання - з силою 5-6 МПа протягом 3,7-4 сек.
2. Пристрій для зварювання плівок із полімерних матеріалів, який включає раму з розміщеними на ній зварювальним електродом з нагрівальним елементом та опорним елементом, який відрізняється тим, що зварювальний електрод є знімним, має кільцеподібну форму та з’єднаний з пневмоелектронним блоком для забезпечення постійного нагріву зварювального електрода, потрібної тривалості зварювання та постійної сили стискання зварюваних поверхонь, а опорний елемент із знімним опорним диском розташований на платформі з кінцевим перемикачем з можливістю пересування по ній.
3. Пристрій по п. 2, який відрізняється тим, що опорний диск має гніздо для фіксації зварюваної деталі.
Текст
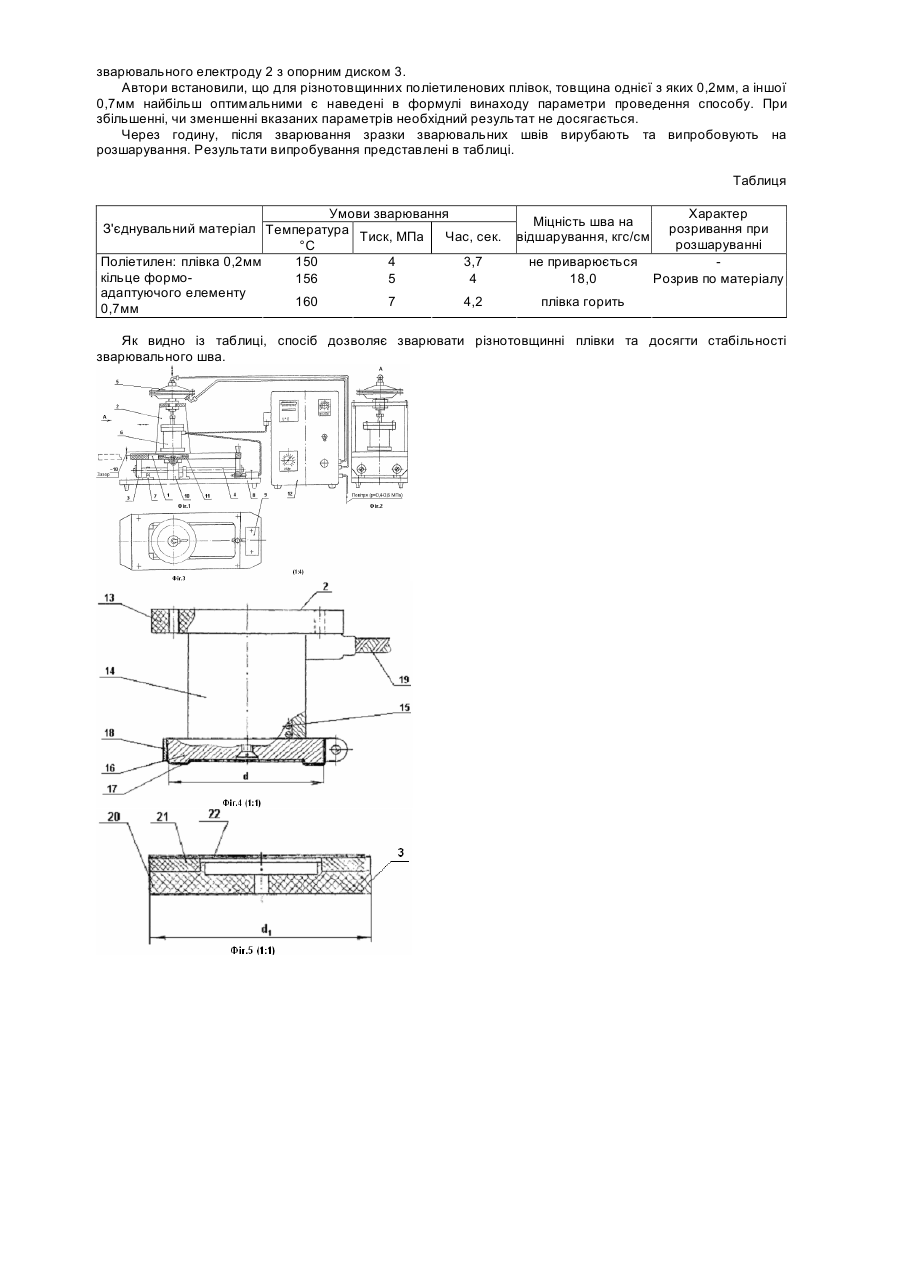
Винахід відноситься до способів зварювання плівок із полімерних матеріалів і може бути використаний для зварювання різно-товщинних полімерних плівок, таких як поліетиленове кільце калоприймача та поліетиленова плівка формоадаптуючого елементу. Найбільш близьким до способу, що заявляється, та вибраним за прототип є спосіб термоімпульсного зварювання плівок, який включає контакт зварювальних поверхонь, їх зжимання та нагрів за допомогою зварювального електроду, який нагрівається при поданні на нього напруги протягом певного часу /див. Инструкция по експлуатации. Машина для сварки полимерных пленок М 6-АП-2С. Вильнюс, 1979/. Відомий пристрій для здійснення способу термоімпульсного зварювання полімерних плівок, який включає раму з розміщеними на ній зварювальним електродом з нагрівальним елементом, напруга на який подається під час нажимания на педаль зварювального пристрою, та опорним елементом /див. Инструкция по эксплуатации. Машина для сварки полимерных пленок М 6-АЛ-2С. Вильнюс, 1979/. Недоліком відомого способу є те, що він не забезпечує зварювання різнотовщинних полімерних плівок, таких як кільце, калоприймача /товщина 0,7мм/ та плівка формоадаптуючого елементу калоприймача /товщина 0,2мм/, оскільки в пристрої для термоімульсного зварювання відбувається короткочасний високотемпературний.розігрів електроду, температура розігріву не контролюється, сила нажимания та час його охолодження залежать від того з якою силою та протягом якого часу відбувається нажимания на педаль зварювального пристрою. За період проходження імпульсу матеріал кільця калоприймача не встигав прогрітися, а плівка навпаки перегорає. Крім цього пристрій не дозволяє фіксації та зварювання деталей у формі кільця. В основу винаходу поставлено задачу удосконалення способу зварювання полімерних плівок та пристрою для його здійснення шляхом забезпечення можливості контролю за температурою нагріву зварювального електроду, силою та тривалістю його стискання, можливості фіксації та зварювання деталей кільцеподібної форми, завдяки чому забезпечується зварювання різнотовщинних полімерних плівок та деталей кільцеподібної форми, покращується зручність пристрою в експлуатації. Поставлена задача вирішується тим, що спосіб зварювання плівок із полімерних матеріалів, включає контакт з'єднувальних поверхонь, їх стискання та нагрів за допомогою зварювального електрода, згідно винаходу, нагрів з'єднуваних поверхонь проводять за допомогою постійно нагрітого до температури 156158°С зварювального електроду, а їх стискання з силою 5-6МПа протягом 3,7-4сек. Поставлену задачу вирішують також тим, що в пристрої для здійснення способу, який включає раму з розміщеними на ній зварювальним електродом з нагрівальним елементом та опорним елементом, згідно винаходу, зварювальний електрод є знімним, має кільцеподібну форму та з'єднаний з пневмоелектронним блоком для забезпечення постійного нагріву зварювального електроду, тривалості зварювання та сили стискання зварюваних поверхонь, а опорний елемент зі знімним опорним диском розташований на рухомій по плиті з кінцевим перемикачем платформі. Опорний диск має гніздо для фіксації зварюваної деталі. Суть винаходу полягає в тому, що зварювальний електрод виконано кільцеподібним та знімним, що дозволяє приварювати поліетиленове кільце до поліетиленової плівки, що також забезпечує швидку заміну зварювального електроду в залежності від діаметра кільця. Опорний елемент також є знімним, має кільцеподібну форму та гніздо для закріплення кільця. Його можна замінювати в залежності від діаметру застосованого кільця. Приєднання зварювального електроду до пневмоелектронного блоку дозволяє забезпечувати постійний нагрів зварювального електроду, тривалість зварювання та силу стискання зварюваних поверхонь, що забезпечує зварювання різнотовщинних полімерних плівок. Розміщення опорного диску на платформі, яка рухається по плиті з кінцевим перемикачем, дозволяє після спрацювання перемикача зварені поліетиленове кільце з плівкою автоматично відокремити від електроду, таким чином забезпечується дотримання режиму зварювання та безпечне користування пристроєм. Пристрій для виконання способу пояснюється кресленнями. На Фіг.1 зображено загальний вигляд пристрою, на Фіг.2 - вигляд збоку, на Фіг.3 - вигляд зверху, на Фіг.4 - вигляд зварювального електрода, на Фіг.5 - вигляд опорного диска. Пристрій складається із рухомої платформи 1, знімного опорного диска 3, знімного зварювального електроду 2, пневмоелектронного блока 4. Платформа 1 складається із стола 5, п-подібної підставки 3, стоєк 7 та закріплених на них направляючих осей 3. Платформа має можливість рухатись по опорам ковзання 9, які кріпляться до плити 10, на якій встановлено кінцевий перемикач 11, а також опорний елемент 12 для розміщення на ньому знімного опорного диска 3. На Фіг.1 показано робоче положення, коли зварювальний електрод 2 та опорний диск 3 знаходяться на одній осі. В вихідному положенні відстань між ними близько 10мм. Зварювальний електрод 2 складається із фланця 13 /азбоцемент електротехнічний, обичайки 14, нагрівального елементу 15, основи 16 та спеціальної плівки 17, що покриває основу тa фіксується за допомогою хомута 18. Електричний провід 19 забезпечує з’єднання з електронним блоком 4 для забезпечення заданого параметру електропостачання. Зварювальні електроди різняться за розміром d. Знімний опорний диск 3 складається з виготовленого з електроізоляційного матеріалу диску 20, гумової шайби 21 та спеціальної плівки 22. Різниця в виконанні за розміром d. Пневмоелектронний блок 4 забезпечує постійний підігрів нагрівального елементу 15 за допомогою термоконтролера до заданої температури та постійний її контроль. За допомогою реле часу контролюється тривалість зварювання та подання повітря в пневмоциліндр 23 для створення необхідного зусилля зжимання зварювального електроду 2 та опорного диска 3. Тиск повітря регулюється· за допомогою редуктора. Пристрій працює наступним чином. Стіл 5 встановлюють в крайнє ліве положення. Підбирають опорний диск 3 необхідного діаметра, в гніздо вставляють кільце такого ж діаметру. На столі 5 розміщують поліетиленову плівку необхідного формату. Підключають пристрій до пневмовлектронного блока, на якому виставляють необхідні параметри температури розігріву зварювального електроду, тиску повітря та тривалості зварювання. Стіл 5 з розміщеною на ньому плівкою переміщають в робоче положення до моменту спрацювання кінцевого перемикача 11, при цьому відбувається зварювання поліетиленової плівки з кільцем за рахунок змикання зварювального електроду 2 з опорним диском 3. Автори встановили, що для різнотовщинних поліетиленових плівок, товщина однієї з яких 0,2мм, а іншої 0,7мм найбільш оптимальними є наведені в формулі винаходу параметри проведення способу. При збільшенні, чи зменшенні вказаних параметрів необхідний результат не досягається. Через годину, після зварювання зразки зварювальних швів вирубають та випробовують на розшарування. Результати випробування представлені в таблиці. Таблиця Умови зварювання З'єднувальний матеріал Температура Час, сек. Тиск, МПа °С Поліетилен: плівка 0,2мм 150 4 3,7 кільце формо156 5 4 адаптуючого елементу 160 7 4,2 0,7мм Міцність шва на відшарування, кгс/см не приварюється 18,0 Характер розривання при розшаруванні Розрив по матеріалу плівка горить Як видно із таблиці, спосіб дозволяє зварювати різнотовщинні плівки та досягти стабільності зварювального шва.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for welding of films of polymer materials
Автори англійськоюKramarenko Larysa Mykolaivna
Назва патенту російськоюСпособ сварки пленок из полимерных материалов и устройство для его осуществления
Автори російськоюКрамаренко Лариса Николаевна
МПК / Мітки
МПК: B29C 65/02
Мітки: полімерних, пристрій, спосіб, здійснення, зварювання, матеріалів, плівок
Код посилання
<a href="https://ua.patents.su/2-72386-sposib-zvaryuvannya-plivok-iz-polimernikh-materialiv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання плівок із полімерних матеріалів та пристрій для його здійснення</a>
Пристрій для термічного зварювання полімерних плівок
Номер патенту: 38009
Опубліковано: 15.05.2001
Автори: Пінчук Віталій Миколайович, Петряков Володимир Олексійович
МПК: B65B 51/10
Мітки: термічного, полімерних, плівок, зварювання, пристрій
Текст:
...губок проводиться шляхом натискування на педаль (9), сполучену тягою (10) з накладкою (11) прикріпленою до середини верхньої губки; нагрівники губок через роз’їм (12) електрично сполучені з блоком живлення (13), крім того, на блок живлення через гніздо (14) може подаватися сигнал з датчика температури, що дозволяє автоматично підтримувати обрану температуру губок з високою точністю. Пристрій працює наступним чином. Механічний блок...
Спосіб ультразвукового зварювання полімерних матеріалів
Номер патенту: 45437
Опубліковано: 15.04.2002
Автори: Шкарлупа Петро Іванович, Нестеренко Микола Петрович, Кораб Георгій Миколайович
МПК: B23K 20/10, B29C 65/08
Мітки: матеріалів, полімерних, ультразвукового, зварювання, спосіб
Формула / Реферат:
Спосіб ультразвукового зварювання полімерних матеріалів, який включає прикладення до з'єднуваних матеріалів статичного зусилля, пропускання ультразвуку, вимірювання електричної потужності, що споживається акустичною системою, і автоматичне вимикання ультразвуку, який відрізняється тим, що автоматичне вимикання ультразвуку проводять у момент закінчення стадії стабілізації електричної потужності і початку її зростання.
Електричний інфрачервоний випромінювач для зварювання термопластичних полімерних матеріалів
Номер патенту: 50836
Опубліковано: 15.11.2002
Автори: Чигарьов Валерій Васильович, Кошелєв Веніамін Веніамінович
МПК: B29C 65/74, B29C 65/14
Мітки: інфрачервоний, електричний, матеріалів, полімерних, термопластичних, зварювання, випромінювач
Формула / Реферат:
Електричний інфрачервоний випромінювач для зварювання термопластичних полімерних матеріалів, що містить корпус, прямокутний нагрівальний елемент та контактну колодку, який відрізняється тим, що нагрівальний елемент виконаний у вигляді гофрованих стрічкових штаб з кутом = 20-45 , радіусом r = 1-3 мм, шириною h = 6-12 мм, кроком S = 8-14 мм, паралельно з'єднаних між...
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Іщенко Анатолій Якович, Лобанов Леонід Михайлович, Лисак Василь Васильович, Патон Борис Євгенович
МПК: B23K 20/12
Мітки: зварювання, здійснення, обертовим, диском, спосіб, тертям, пристрій
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Спосіб зварювання розрізаних навскіс рамних профілів з пластмаси з вкладеними ущільненнями та пристрій для його здійснення
Номер патенту: 48173
Опубліковано: 15.08.2002
Автор: Валентин Манфред
МПК: B29C 65/18, B29C 65/02
Мітки: навскіс, профілів, вкладеними, ущільненнями, зварювання, пластмаси, пристрій, розрізаних, рамних, спосіб, здійснення
Формула / Реферат:
1. Спосіб зварювання розрізаних на скіс рамних профілів з пластмаси для вікон чи дверей з прокладеними в них ущільненнями, що проходять по всій довжині профілю, із здатного до зварювання матеріалу, переважно з термопласту, що складаються з кріпильної ніжки і, щонайменше, однієї ущільнювальної манжети, при якому поверхні скосу і сусідні ділянки рамного профілю нагрівають за допомогою зварювального дзеркала до температури зварювання,...
Попередній патент: Спосіб управління синхронним генератором
Наступний патент: Пляшка для збереження алкогольного напою
Випадковий патент: Імпульсний зарядний пристрій