Спосіб виправлення листового проката
Номер патенту: 11749
Опубліковано: 25.12.1996
Автори: Дубиня Олександр Андрійович, Подгайський Михайло Серафимович, Хвостіков Віталій Григорійович
Формула / Реферат
Способ правки листового проката путем его знакопеременного упругопластического изгиба между роликами с растяжением за счет разности окружных скоростей роликов входной и выходной секций, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества правки, окружные скорости роликов входной и выходной секций выбирают из соотношения
где V1 - окружная скорость роликов входной секции, м/с;
V2 - окружная скорость роликов выходной секции, м/с;
m - коэффициент трения материалов проката и роликов;
Е - модуль упругости материала проката, Н/мм2;
sТ - предел текучести материала проката, Н/мм2;
h - толщина проката, мм;
t - шаг точек перегиба проката, мм.
Текст
Изобретение относится к металлургическому производству, а именно к правке лис Изобретение относится к металлургическому производству, а именно к правке листового проката Целью изобретения является расширение технологических возможностей за счет снижения величины крутящих моментов на роликах, что обеспечивает возможность правки проката с более высокими прочно* стными характеристиками при обеспечении высокого качества правки Плавку листового проката осуществляют в роликовой машине знакопеременным упругопластическим изгибом с натяжением получаемых посредством различных окружных скоростей роликов во входной и выходной секциях правильной машины Соотношение скоростей определяют по формуле Vi V2 0,67 E - h Or • t I (1) тового проката Целью изобретенач І,А расширение технологических т о т о ж н о стей зл счет снижения величины крутящих моментов на роликах что обеспечизает возможность правки проката с более высокими прочностными характеристиками при обеспечении высокого ^зчecтвa правка Правку листового проката осуществляют в роликовой машине знакопеременным упруго-пластическим изгибом с натяжением которое обеспечивается за счет разности окружных скоростей роликов входной и выходной секций правильной машины Соотношение этих скоростей определяют по математической зависимости приведенной в формупе изобретения где Vi и V2 - окружные скорости роликов во входной и выходной секциях м/с, ц коэффициент трения при буксовании проката, Е, (h~ модуль упругости и предел текучести выпрямляемого проката Н/мн 2 , h - толщиьа проката мм, t - шаг точек перегиба п р о к а т , мм Изгибающие напряжен г действую щие а полосе при ее знакопеременном упругоплзстическом изгибе в правильной машине, суммируются с растягивающими напряжениями, возникающими от разницы скоростей во входной и выходной секциях обеспечивая высокое качество правки э зз счет уменьшения влияния продольных смл в прокате происходит выравнивание технологически/ нагрузок по шпинделям и уменьшение крутящих моментов во входной секции при захвате и обработке листа Соотношение скоростей определяется величинами момента буксования в выходJ*tf**.. 1690887 ной секции и необходимым для качественной правки крутящим моментом от входной секции правильной машины. Численное значение крутящего момента Мпл, расходуемого на пластическую деформацию при правке, имеет вид Приравнивая (3) и (4) получаем V 2 = 34,43(1) Задаваясь условием, что Nt •* N2; 71 = Щ щ = П2 определяем соотношение скоростей правки Мпл - В h От ^- £Пл ' где В - ширина листового проката, мм; D N2 • П2 ЬЕ 10 v2 0,61 ft Е • h От - t диаметр рабочих роликов, мм; £пл = 8 й> h / t 2 - степень пластической деформации; { у Реализация предлагаемого способа поясняется результатами правки листов 14 х прогиб листа при правке, мм. 15 150 мм при 620°С Полоса имела предел Отсюда текучести От ** 240 Н/мм 2 и модуль упругости D (^ Правка выполнена на девйтироликовой машине с диаметром рабочих роликов 120 мм (шаг роликов 140 мм). Соотношение скоростей определено по формуле (1) и составляет Крутящий момент, расходуемый на пластическую деформацию, составляет около 90% величины суммарного крутя *его момента 25 Отсюда крутящий момент во входной секции, достаточный для качественной правки листа Мкр , составит мІ ф 30 (2) Крутящий момент также равен М к р - 51 N D ^ / V n , 35 (3) где N - мощность привода секции, кВт; г\КПД передачи, п число рабочих роликов секции Приравнивая (2) и (3), получаем 40 V2 = 0,67 • 0,02 160000 • 14 = 0,9 240 • 140 Указанное соотношение скоростей во входной и выходной секциях достигнуто изменением тока якоря двигателей Правка осуществлена с натяжением, создаваемым за счет разницы скоростей по секциям машины и обеспечивает при заданной конечной плоскости расширение технологических возможностей правильной машины за счет увеличения толщины выправляемых листов от 14 до 18 мм или ширины от 150 мм до 200 мм или предела текучести от 240 до 300 Н/мм 2 . Это достигнуто за счет перераспределения величины крутящих скоростей секций Формула изобретения Способ правки листового проката путем его знакопеременного упругопластического • пі 45 изгиба между роликами с растяжением за счет разности окружных скоростей роликов В выходной секции правильной машивходной и выходной секций, о т л и ч а ю ны максимально возможное значение крущийся тем, что, с целью расширения тящего момента (МКр) равно моменту технологических возможностей и повышебуксований и составляет 50 ния качества правки, окружные скорости роликов входной и выходной секций выбиD макс Мкр= ^ рают из соотношения где fi - коэффициент трения при буксировании Рмакс -2ЕІ//\ізг * t • C S Ocx УСИЛИЙ O ,/* на рабочем ролике, н р изг — 16 ai/x 2 - кривизна изгиба листа, мм , I ™ b h /12 - момент ИНерЦИИ СечеНИЯ. MM COSOcx = 0,9 косинус угла гходз листа с ролика V|/V2 =0,67/*- Е п / с м , где Vi - окружная скорость роликов входной секции, м/с, V2 - окружная скорость роликов выход ной секции м/с. 5 1690887 6 fi - коэффициент трения материалов проката и роликов, O - предел текучести материала прокаV та, Н/мм ; h - толщина проката, мм, Е - модуль упругости материала прокаt - шаг точек перегиба проката, Н/мм2; 5 та. мм. Редактор Ю Середа Составитель И.Хоптяная Техред М.Моргентал Корректор Т Палий Заказ 3882 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of straightening sheet products
Автори англійськоюDubynia Oleksandr Andriiovych, Khvostikov Vitalii Hryhoriiovych, Podhaiskii Mykhailo Serafymovych
Назва патенту російськоюСпособ правки листового проката
Автори російськоюДубиня Александр Андреевич, Хвостиков Виталий Григорьевич, Подгайский Михаил Серафимович
МПК / Мітки
МПК: B21D 1/00
Мітки: листового, виправлення, проката, спосіб
Код посилання
<a href="https://ua.patents.su/4-11749-sposib-vipravlennya-listovogo-prokata.html" target="_blank" rel="follow" title="База патентів України">Спосіб виправлення листового проката</a>
Пристрій для виправлення листового матеріалу
Номер патенту: 11748
Опубліковано: 25.12.1996
Автори: Дубиня Олександр Андрійович, Дмитриєв Василь Дмитрович, Пілюшенко Віталій Лаврентьович, Наливайченко Тетяна Михайлівна, Максимов Олександр Борисович, Подгайський Михайло Серафимович
Мітки: матеріалу, виправлення, листового, пристрій
Формула / Реферат:
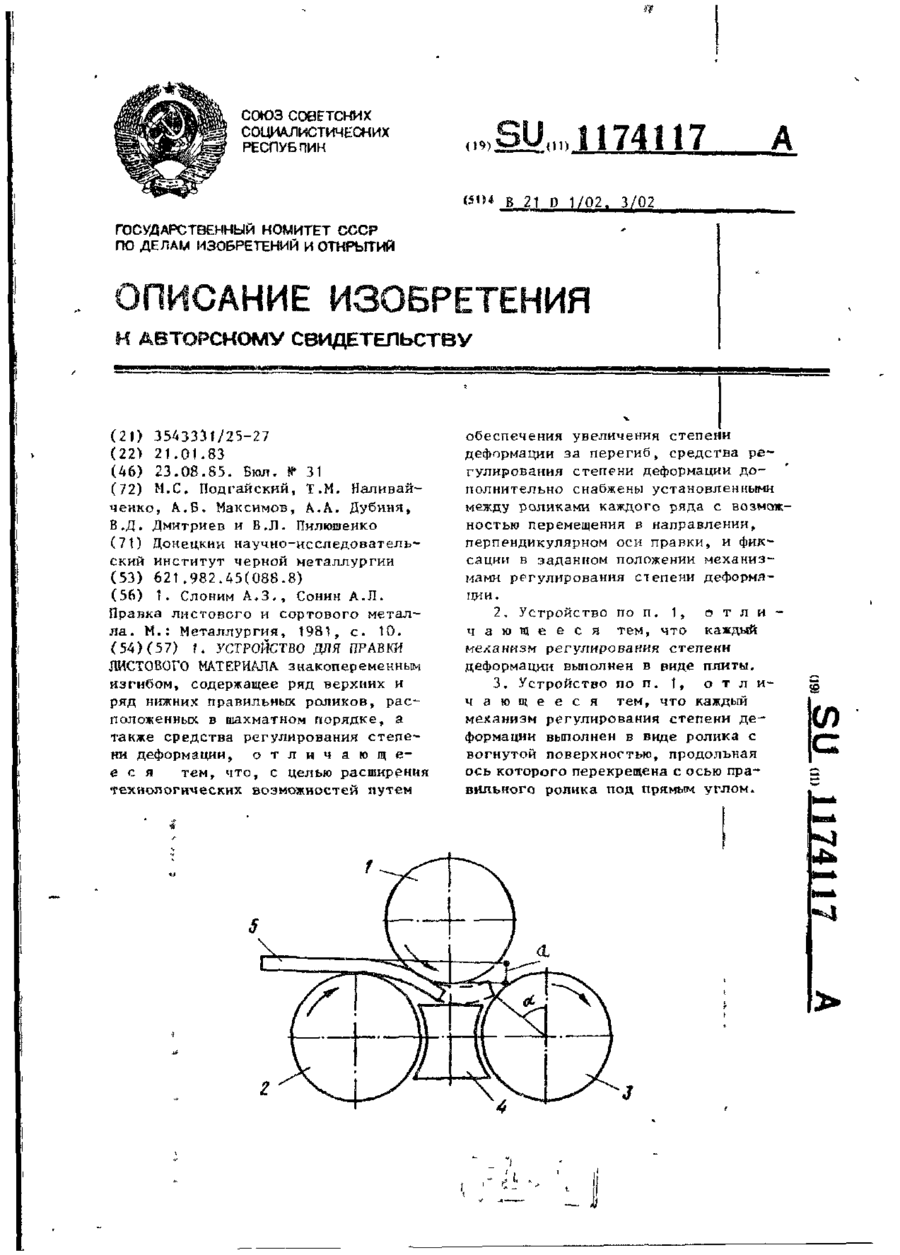
1. Устройство для правки листового материала знакопеременным изгибом, содержащее ряд верхних и ряд нижних правильных роликов, расположенных в шахматном порядке, а также средства регулирования степени деформации, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения увеличения степени деформации за перегиб, средства регулирования степени деформации дополнительно снабжены установленными между роликами...
Спосіб поверхневої обробки проката, який рухається
Номер патенту: 7887
Опубліковано: 26.12.1995
Автори: Максаков Анатолій Іванович, Смирнов Євген Миколайович, Пілюшенко Віталій Лаврентійович, Мінаєв Олександр Анатолійович, Шульгін Григорій Митрофанович
МПК: C21D 1/62, B21B 45/02
Мітки: рухається, проката, поверхневої, обробки, спосіб
Формула / Реферат:
Способ поверхностной обработки движущегося проката, включающий подачу плоских струй охлаждающей жидкости на прокат через движущийся вдоль него поток этой жидкости, отличающийся тем, что, с целью повышения производительности путем обеспечения равномерного охлаждения двух движущихся рядом профилей проката, плоские струи охладителя подают в плоскости касания профилей под давлением, превышающим давление продольного потока охлаждающей...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Міллєр Віктор Вікторович, Паталаха Анатолій Кузьмич, Мочонов Валерій Георгійович, Антипенко Валентин Григорович, Тарасов Віктор Іванович, Локтіонов Петро Якович, Крицький Володимир Леонідович
МПК: B21B 1/38
Мітки: спосіб, вироблення, листового, прокату
Формула / Реферат:
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Штамп для рубки профільного і листового прокату
Номер патенту: 9933
Опубліковано: 30.09.1996
Автор: Голубничий Іван Єгорович
МПК: B21D 28/14, B23D 23/00
Мітки: листового, прокату, рубки, штамп, профільного
Формула / Реферат:
Штамп для рубки профильного и листового проката, содержащий подвижную и неподвижную плиты, матрицу с подвижной секцией, пуансон с подвижной секцией и механизм переключения с ползушкой, отличающийся тем, что он снабжен установленной на неподвижной плите обоймой, при этом секция матрицы и пуансона подпружинена и установлена в обойме с возможностью поступательного перемещения в вертикальной плоскости на величину, равную зазору между обоймой и...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Півень Євген Григорович, Порошин Григорій Васильович, Кокурін Олександр Миколайович
МПК: B32B 37/00, B29C 69/00
Мітки: листового, шаруватого, матеріалу, спосіб, виготовлення
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Попередній патент: Пристрій для виправлення листового матеріалу
Наступний патент: Спосіб термічної обробки рухомого прокату
Випадковий патент: П`єзоелектричний перетворювач механічних величин