Електродний дріт
Номер патенту: 1177
Опубліковано: 30.12.1993
Автори: Алімов Анатолій Миколайович, Тагановський Вячеслав Михайлович

Формула / Реферат
Электродная проволока для механизированной сварки в углекислом газе металлоконструкций из низкоуглеродистых и низколегированных сталей, состоящая из низкоуглеродистой стальной основы и флюсового сердечника, включающего шлакообразующие компоненты, компоненты, содержащие элементы-раскислители, соединения щелочных или щелочноземельных металлов, отличающаяся тем, что сердечник составляет 5-15% от массы проволоки и содержит в качестве шлакообразующих компонентов компоненты, содержащие оксиды железа, при следующем соотношении ингредиентов, мас. %:
компонент, содержащий оксиды железа
- 36,0-65,0
компоненты, содержащие элементы-раскислители
- 20,0-55,0
соединения щелочных или щелочноземельных металлов
- 5,0-15,0
причем, суммарное содержание элементов-раскислителей в компонентах, их содержащих, составляет 40-85%, а отношение количества оксидов железа к суммарному содержанию элементов-раскислителей составляет 1,2-4,0.
Текст
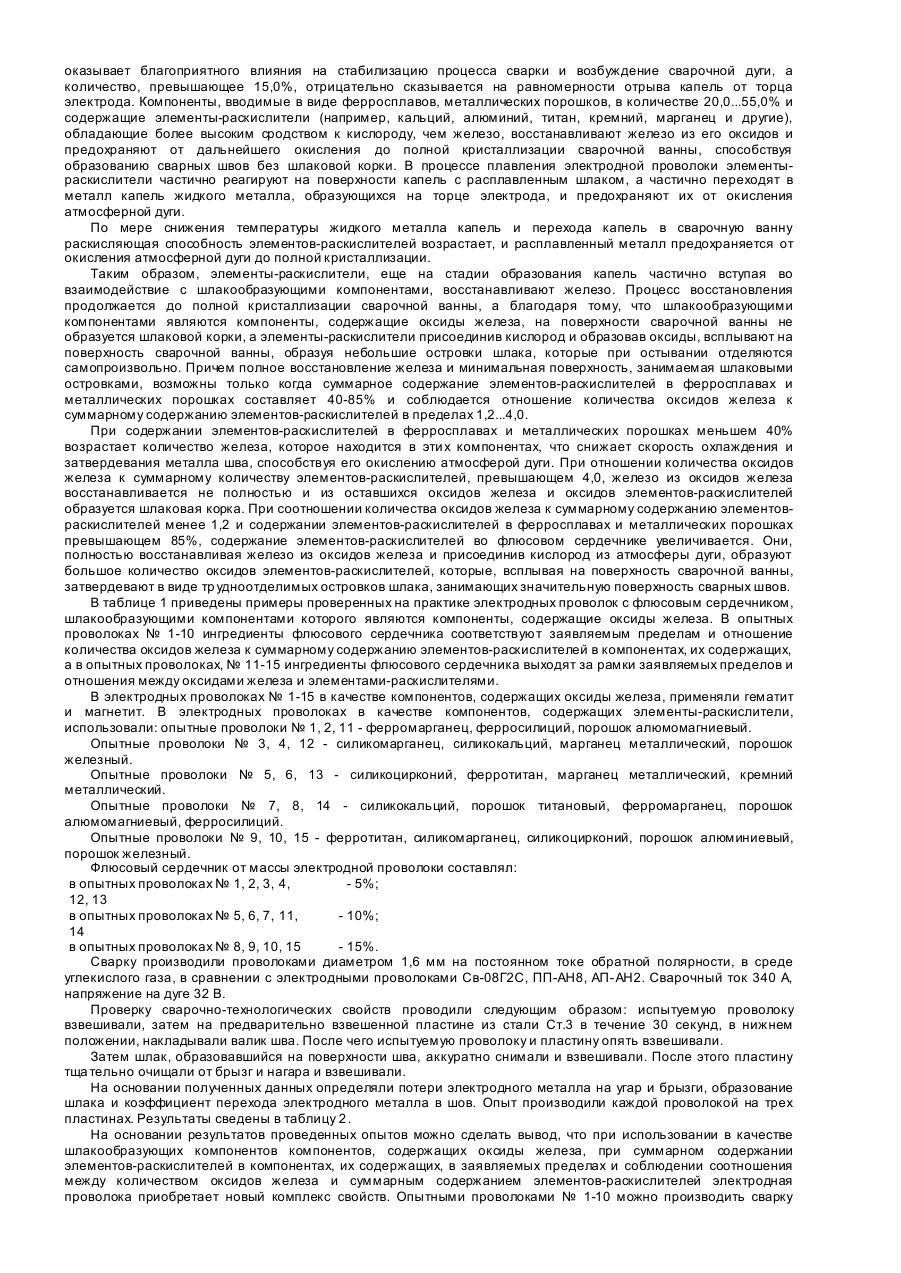
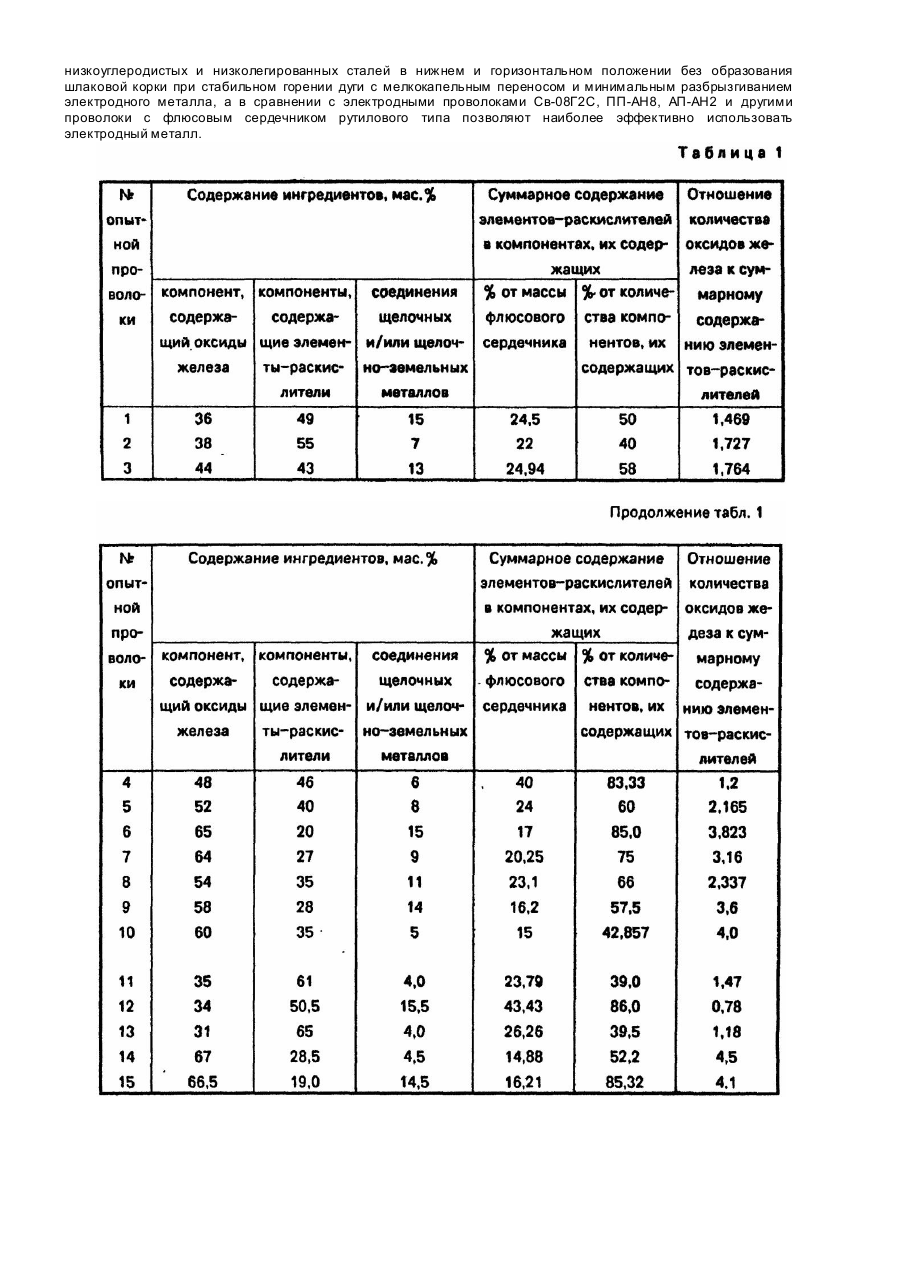
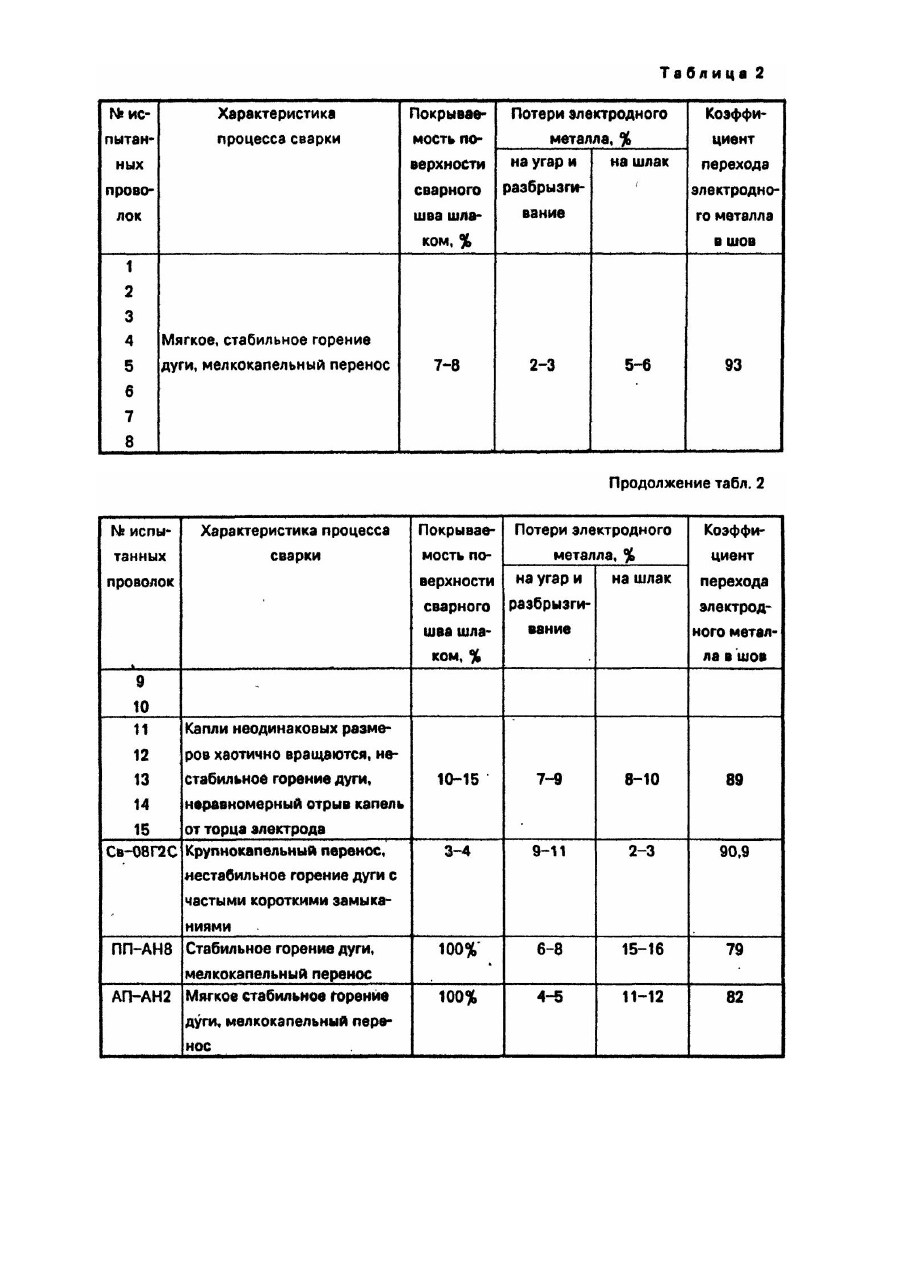
Изобретение относится к сварке, а именно к электродной проволоке, предназначенной для механизированной и роботизированной сварки в углекислом газе швов, расположенных в нижнем и горизонтальном положениях, металлоконструкций из низкоуглеродистых и низколегированных сталей. Известны кремнемарганцевые проволоки сплошного сечения, например, Св-08ГС, СВ-08Г2С, СВ-10ХГ2С (ГОСТ 2246-70), применяемые для механизированной и роботизированной сварки в углекислом газе швов, расположенных в нижнем и горизонтальном положениях, при изготовлении металлоконструкций из низкоуглеродистых и низколегированных сталей. Процесс сварки этими проволоками характеризуется крупнокапельным переносом электродного металла. Швы получаются плотные, с требуемыми механическими свойствами при полном отсутствии шлаковой корки. Однако при крупнокапельном переносе наблюдаются резкие колебания длины дугового промежутка, что приводит к нестабильности сварочного процесса и значительному разбрызгиванию электродного металла. Это снижает коэффициент использования электродной проволоки и требует дополнительных затрат по очистке изделий от брызг. Кроме того швы имеют грубочешуйчатую поверхность, неблагоприятную форму поперечного сечения с усилением к середине шва и местами покрываются трудноотделимыми островками шлака, основу которого составляют железомарганцевые силикаты. Применение электродных проволок, состоящих из стальной оболочки и флюсового сердечника (порошковые, активированные и др.), при сварке в углекислом газе металлоконструкций из низкоуглеродистых и низколегированных сталей позволяет снизить разбрызгивание металла и улучшить формирование сварных швов. По типу флюсового сердечника, который определяется основным шлакообразующим компонентом, эти проволоки разделяются на рутиловые, рутил-флюоритные и ильменитовые [1]. Наилучшими сварочнотехнологическими свойствами при сварке в углекислом газе обладают проволоки с флюсовым сердечником рутилового типа, в состав которого входят шлакообразующие компоненты (основной шлакообразующий компонент, рутиловый концентрат (диоксид титана)), стабилизирующие компоненты (соединения щелочных или щелочноземельных металлов, Na, К, Са, обладающие низким потенциалом ионизации) и раскисляющие компоненты (ферросплавы и металлические порошки, содержащие элементы - раскислители марганец, кремний, титан, алюминий и другие). В качестве прототипа взята проволока [2], в которой основным шлакообразующим компонентом флюсового сердечника является рутиловый концентрат (диоксид титана), в качестве стабилизирующих компонентов соединения Na, К, Са (оксид натрия, оксид калия, карбонат кальция), а в качестве раскисляющих компонентов ферротитан, ферромарганец и порошок алюмомагниевый, которые содержат элементы - раскислители марганец, титан, алюминий, кремний и магний. Процесс сварки этой проволокой характеризуется мягким стабильным горением дуги, мелкокапельным переносом с незначительным разбрызгиванием электродного металла. Шлаковая корка, образующаяся при плавлении, обладает хорошими формирующими свойствами и покрывает весь сварной шов, а швы формируются с гладкой поверхностью, плоскими или слегка выпуклыми. Но наличие сердечника, при плавлении образующего шлаковую корку, снижает коэффициент перехода электродного металла в шов, а удаление шлаковой корки с поверхности швов требует дополнительных трудозатрат. Кроме того при сварке угловых швов, а в особенности угловых и стыковых швов в разделке, шлаковая корка отделяется с большим трудом из-за заклинивания шлака между кромками свариваемого металла при остывании. В основу изобретения поставлена задача усовершенствования состава электродной проволоки, в котором за счет построения шлакообразующей системы сердечника на основе оксидов железа и выбора соотношения ингредиентов, обеспечивающего восстановление оксидов железа при сварке, исключается образование шлаковой корки на поверхности швов и увеличивается коэффициент перехода электродного металла в шов. Поставленная задача решается тем, что в электродной проволоке для механизированной сварки в углекислом газе металлоконструкций из низкоуглеродистых и низколегированных сталей, состоящей из низкоуглеродистой стальной основы и флюсового сердечника, включающего шлакообразующие компоненты, компоненты, содержащие элементы-раскислители, соединения щелочных или щелочноземельных металлов, согласно изобретению, сердечник составляет 5-15% от массы проволоки и содержит в качестве шлакообразующих компонентов компоненты, содержащие оксиды железа, при следующем соотношении ингредиентов, мас. %: - компоненты, содержащие оксиды 36,0-65,0 железа - компоненты, содержащие 20,0-55,0 элементы-раскислители - соединения щелочных или 5,0-15,0, щелочноземельных металлов причем суммарное содержание элементов-раскислителей в компонентах, их содержащих, составляет 40...85%, а отношение количества оксидов железа к суммарному содержанию элементов-раскислителей находится в пределах 1,2...4,0. Применение компонентов, содержащих оксиды железа, в качестве шлакообразующи х компонентов позволяет получить на поверхности капель, образующи хся в процессе сварки на торце электрода, шлак с высокой поверхностной активностью и низким поверхностным натяжением. При наличии компонентов, содержащих оксиды железа в количестве 36-65% от массы флюсового сердечника расплавленный шлак на поверхности капель имеет минимальное поверхностное натяжение и способствует образованию и равномерному отрыву капель минимальных размеров (диаметр капель не превышает 1,5 диаметра электрода при сварке на оптимальных режимах). Введение компонентов, содержащих оксиды железа, в количестве менее 36,0% является недостаточным для обеспечения мелкокапельного переноса металла. При введении компонентов, содержащих оксиды железа, более 65,0% также резко ухудшается перенос электродного металла. Капли неодинаковых размеров хаотично перемещаются вокруг электрода и, отрываясь от него, часто вместо сварочной ванны попадают на сопло горелки и свариваемое изделие. Возрастает при этом угар элементов из проволоки и ухудшаются ее гигиенические характеристики. Присутствие во флюсовом сердечнике соединений щелочных или щелочноземельных металлов в количестве 5,0...15,0% обеспечивает необходимую степень ионизации дугового промежутка, что обеспечивает мягкое, стабильное горение дуги и заставляет капли электродного металла соосно со сварочной дугой лететь в сварочную ванну. Введение стабилизирующих добавок менее 5,0% не оказывает благоприятного влияния на стабилизацию процесса сварки и возбуждение сварочной дуги, а количество, превышающее 15,0%, отрицательно сказывается на равномерности отрыва капель от торца электрода. Компоненты, вводимые в виде ферросплавов, металлических порошков, в количестве 20,0...55,0% и содержащие элементы-раскислители (например, кальций, алюминий, титан, кремний, марганец и другие), обладающие более высоким сродством к кислороду, чем железо, восстанавливают железо из его оксидов и предохраняют от дальнейшего окисления до полной кристаллизации сварочной ванны, способствуя образованию сварных швов без шлаковой корки. В процессе плавления электродной проволоки элементыраскислители частично реагируют на поверхности капель с расплавленным шлаком, а частично переходят в металл капель жидкого металла, образующихся на торце электрода, и предохраняют их от окисления атмосферной дуги. По мере снижения температуры жидкого металла капель и перехода капель в сварочную ванну раскисляющая способность элементов-раскислителей возрастает, и расплавленный металл предохраняется от окисления атмосферной дуги до полной кристаллизации. Таким образом, элементы-раскислители, еще на стадии образования капель частично вступая во взаимодействие с шлакообразующими компонентами, восстанавливают железо. Процесс восстановления продолжается до полной кристаллизации сварочной ванны, а благодаря тому, что шлакообразующими компонентами являются компоненты, содержащие оксиды железа, на поверхности сварочной ванны не образуется шлаковой корки, а элементы-раскислители присоединив кислород и образовав оксиды, всплывают на поверхность сварочной ванны, образуя небольшие островки шлака, которые при остывании отделяются самопроизвольно. Причем полное восстановление железа и минимальная поверхность, занимаемая шлаковыми островками, возможны только когда суммарное содержание элементов-раскислителей в ферросплавах и металлических порошках составляет 40-85% и соблюдается отношение количества оксидов железа к суммарному содержанию элементов-раскислителей в пределах 1,2...4,0. При содержании элементов-раскислителей в ферросплавах и металлических порошках меньшем 40% возрастает количество железа, которое находится в эти х компонентах, что снижает скорость охлаждения и затвердевания металла шва, способствуя его окислению атмосферой дуги. При отношении количества оксидов железа к суммарному количеству элементов-раскислителей, превышающем 4,0, железо из оксидов железа восстанавливается не полностью и из оставшихся оксидов железа и оксидов элементов-раскислителей образуется шлаковая корка. При соотношении количества оксидов железа к суммарному содержанию элементовраскислителей менее 1,2 и содержании элементов-раскислителей в ферросплавах и металлических порошках превышающем 85%, содержание элементов-раскислителей во флюсовом сердечнике увеличивается. Они, полностью восстанавливая железо из оксидов железа и присоединив кислород из атмосферы дуги, образуют большое количество оксидов элементов-раскислителей, которые, всплывая на поверхность сварочной ванны, затвердевают в виде тр удноотделимых островков шлака, занимающих значительную поверхность сварных швов. В таблице 1 приведены примеры проверенных на практике электродных проволок с флюсовым сердечником, шлакообразующими компонентами которого являются компоненты, содержащие оксиды железа. В опытных проволоках № 1-10 ингредиенты флюсового сердечника соответствуют заявляемым пределам и отношение количества оксидов железа к суммарному содержанию элементов-раскислителей в компонентах, их содержащих, а в опытных проволоках, № 11-15 ингредиенты флюсового сердечника выходят за рамки заявляемых пределов и отношения между оксидами железа и элементами-раскислителями. В электродных проволоках № 1-15 в качестве компонентов, содержащих оксиды железа, применяли гематит и магнетит. В электродных проволоках в качестве компонентов, содержащих элементы-раскислители, использовали: опытные проволоки № 1, 2, 11 - ферромарганец, ферросилиций, порошок алюмомагниевый. Опытные проволоки № 3, 4, 12 - силикомарганец, силикокальций, марганец металлический, порошок железный. Опытные проволоки № 5, 6, 13 - силикоцирконий, ферротитан, марганец металлический, кремний металлический. Опытные проволоки № 7, 8, 14 - силикокальций, порошок титановый, ферромарганец, порошок алюмомагниевый, ферросилиций. Опытные проволоки № 9, 10, 15 - ферротитан, силикомарганец, силикоцирконий, порошок алюминиевый, порошок железный. Флюсовый сердечник от массы электродной проволоки составлял: в опытных проволоках № 1, 2, 3, 4, - 5%; 12, 13 в опытных проволоках № 5, 6, 7, 11, - 10%; 14 в опытных проволоках № 8, 9, 10, 15 - 15%. Сварку производили проволоками диаметром 1,6 мм на постоянном токе обратной полярности, в среде углекислого газа, в сравнении с электродными проволоками Св-08Г2С, ПП-АН8, АП-АН2. Сварочный ток 340 А, напряжение на дуге 32 В. Проверку сварочно-технологических свойств проводили следующим образом: испытуемую проволоку взвешивали, затем на предварительно взвешенной пластине из стали Ст.3 в течение 30 секунд, в нижнем положении, накладывали валик шва. После чего испытуемую проволоку и пластину опять взвешивали. Затем шлак, образовавшийся на поверхности шва, аккуратно снимали и взвешивали. После этого пластину тща тельно очищали от брызг и нагара и взвешивали. На основании полученных данных определяли потери электродного металла на угар и брызги, образование шлака и коэффициент перехода электродного металла в шов. Опыт производили каждой проволокой на трех пластинах. Результаты сведены в таблицу 2 . На основании результатов проведенных опытов можно сделать вывод, что при использовании в качестве шлакообразующих компонентов компонентов, содержащих оксиды железа, при суммарном содержании элементов-раскислителей в компонентах, их содержащих, в заявляемых пределах и соблюдении соотношения между количеством оксидов железа и суммарным содержанием элементов-раскислителей электродная проволока приобретает новый комплекс свойств. Опытными проволоками № 1-10 можно производить сварку низкоуглеродистых и низколегированных сталей в нижнем и горизонтальном положении без образования шлаковой корки при стабильном горении дуги с мелкокапельным переносом и минимальным разбрызгиванием электродного металла, а в сравнении с электродными проволоками Св-08Г2С, ПП-АН8, АП-АН2 и другими проволоки с флюсовым сердечником рутилового типа позволяют наиболее эффективно использовать электродный металл.
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode wire
Автори англійськоюAlimov Anatolii Mykolaiovych, Tahanovskyi Viacheslav Mykhailovych
Назва патенту російськоюЭлектродная проволока
Автори російськоюАлимов Анатолий Николаевич, Тагановский Вячеслав Михайлович
МПК / Мітки
МПК: B23K 35/368
Мітки: електродний, дріт
Код посилання
<a href="https://ua.patents.su/4-1177-elektrodnijj-drit.html" target="_blank" rel="follow" title="База патентів України">Електродний дріт</a>
Електродний дріт для зварювання низьковуглецевих, низьколегованих сталей в захисних газах
Номер патенту: 864
Опубліковано: 15.12.1993
Автори: Тагановський Вячеслав Михайлович, Воропай Микола Маркович, Алімов Анатолій Миколайович, Микитенко Олександр Михайлович
МПК: B23K 35/368
Мітки: низьколегованих, захисних, газах, електродний, зварювання, дріт, низьковуглецевих, сталей
Формула / Реферат:
1. Электродная проволока для сварки низкоуглеродистых и низколегированных сталей в защитных газах, состоящая из стальной основы, содержащей углерод, марганец, кремний, железо, и флюсовой составляющей, содержащей диоксид титана, диоксид кремния, оксид магния, оксиды натрия и калия, оксид железа, фторид кальция, ферротитан, ферромарганец, отличающаяся тем, что ингредиенты стальной основы находятся в следующем соотношении, мас. %: углерод -...
Катод для електродугових процесів
Номер патенту: 150
Опубліковано: 30.04.1993
Автори: Ковалевський Євген Валентинович, Лакомський Віктор Йосипович, Таран Олександр Якович
МПК: B23K 35/24
Мітки: процесів, електродугових, катод
Формула / Реферат:
1. Катод для электродуговых процессов, содержащий защитную пленку, состоящую из оксидов и нитридов элементов подгруппы титана и оксидов щелочноземельных металлов, отличающийся тем, что, с целью повышения качества обработки путем улучшения стабильности электрических параметров дуги, пленка дополнительно содержит оксид алюминия при следующем соотношении компонентов, мас.%:оксиды щелочноземельных металлов 3 -...
Спосіб виготовлення каталізатору для очистки відпрацьованих газів від монооксиду вуглецю
Номер патенту: 1200
Опубліковано: 30.12.1993
Автори: Озерова Лідія Сергійовна, Денисов Олександр Олександрович, П'ятничко Олександр Іванович, Охапкін Олександр Григорович, Лебедєв Віктор Миколайович
МПК: B01J 23/10, B01J 37/02
Мітки: каталізатору, очистки, відпрацьованих, виготовлення, монооксиду, спосіб, газів, вуглецю
Формула / Реферат:
Способ приготовления катализатора для очистки отходящих газов от монооксида углерода, включающий пропитку пористого блочного носителя водным раствором, содержащим соединения редкоземельных элементов, сушку и прокаливание катализаторной массы, отличающийся тем, что в качестве пропиточного раствора используют отходы азотнокислотной обработки полиметаллических руд, содержащих соединение редкоземельных элементов, причем указанные отходы перед...
Флюс для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 678
Опубліковано: 15.12.1993
Автори: Роговський Анатолій Антонович, Залевський Анатолій Васильович, Галініч Володимир Іларіонович, Потапов Микола Миколайович, Курланов Сергій Олександрович, Осіпов Микола Якович
МПК: B23K 35/362
Мітки: сталей, зварювання, вуглецевих, флюс, низьколегованих
Формула / Реферат:
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (11), оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа (III), фтористый кальция, отличающийся тем, что он дополнительно содержит оксиды марганца (III и IV) при следующем соотношении компонентов (мас. %): диоксид кремния 35-45 оксид марганца (II) ...
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Гребенюков Анатолій Васильович, Бондаренко Микола Андрійович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Кущенко Олександр Іванович
МПК: C21C 5/04
Мітки: виробництва, печі, подовий, сталі, спосіб
Формула / Реферат:
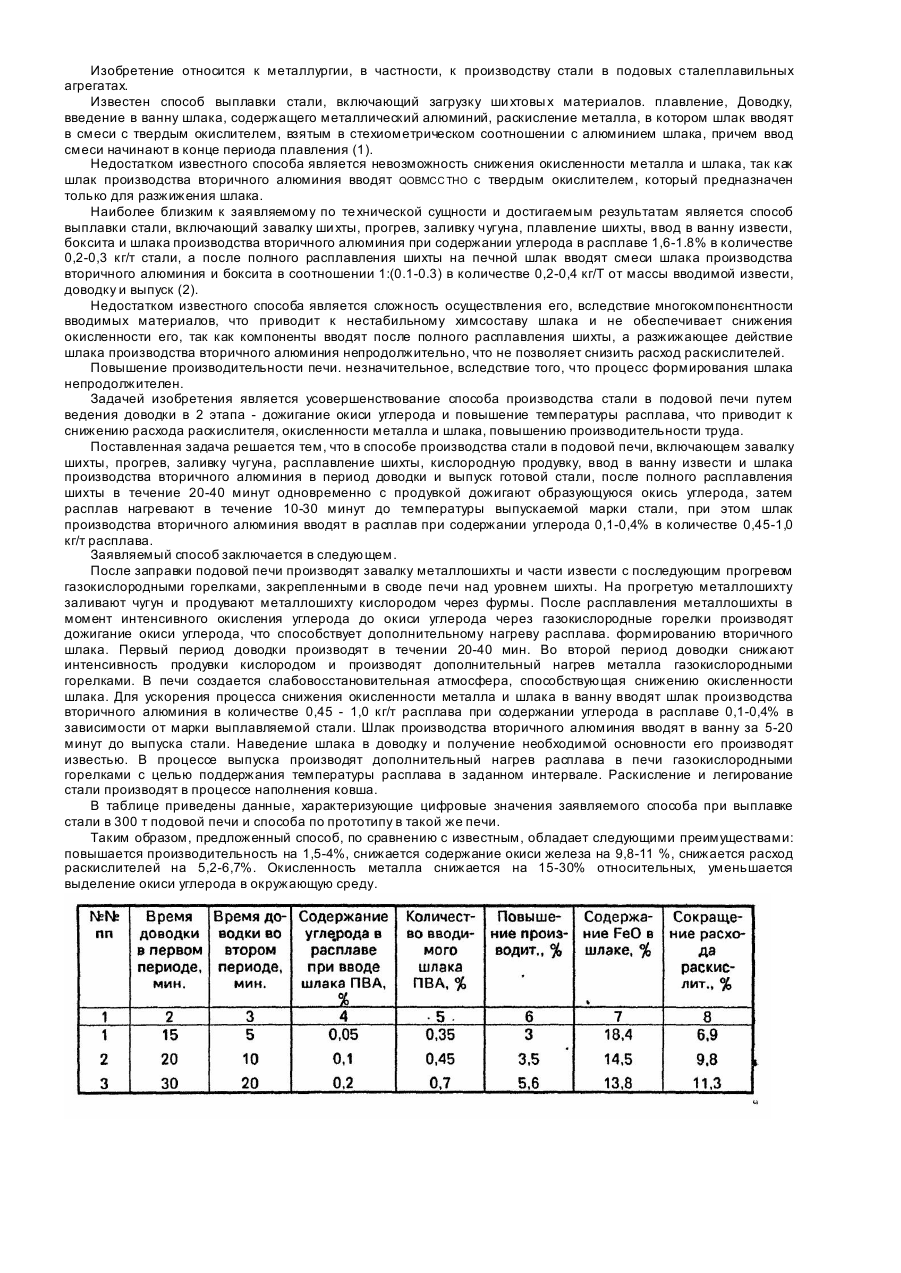
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Попередній патент: Концентратор магнітного потоку
Наступний патент: Шихта електродного дроту
Випадковий патент: Стенд для нахилу сталерозливного ковша