Шихта електродного дроту
Номер патенту: 1178
Опубліковано: 30.12.1993
Автори: Тагановський Вячеслав Михайлович, Пєтров Олександр Сергійович, Орлов Лєонід Миколайович, Алімов Анатолій Миколайович
Формула / Реферат
1. Шихта электродной проволоки для механизированной сварки в углекислом газе, содержащая диоксид титана, диоксид кремния, оксид натрия, оксид калия, фторид кальция, ферромарганец, железный порошок, отличающаяся тем, что в шихту дополнительно введены ферросилиций и гематит с криолитом при следующем соотношении ингредиентов, мас. %:
диоксид титана
40-60
диоксид кремния
5,0-10
оксид натрия
2,0-4,0
оксид калия
0,2-1,0
фторид кальция
0,5-2,0
ферромарганец
5,0-25,0
ферросилиций
1,0-10,0
железный порошок
1,0-15,0
гематит с криолитом
10-25
при содержании гематита 55-85% (криолит - остальное), причем отношение суммарного количества диоксида титана, диоксида кремния, оксида натрия и оксида калия к количеству смеси гематита с криолитом составляет 2,0-5,0.
2. Шихта по п. 1, отличающаяся тем, что флюсовая составляющая дополнительно содержит порошок алюмомагниевый в количестве 3-10% от массы шихты.
Текст
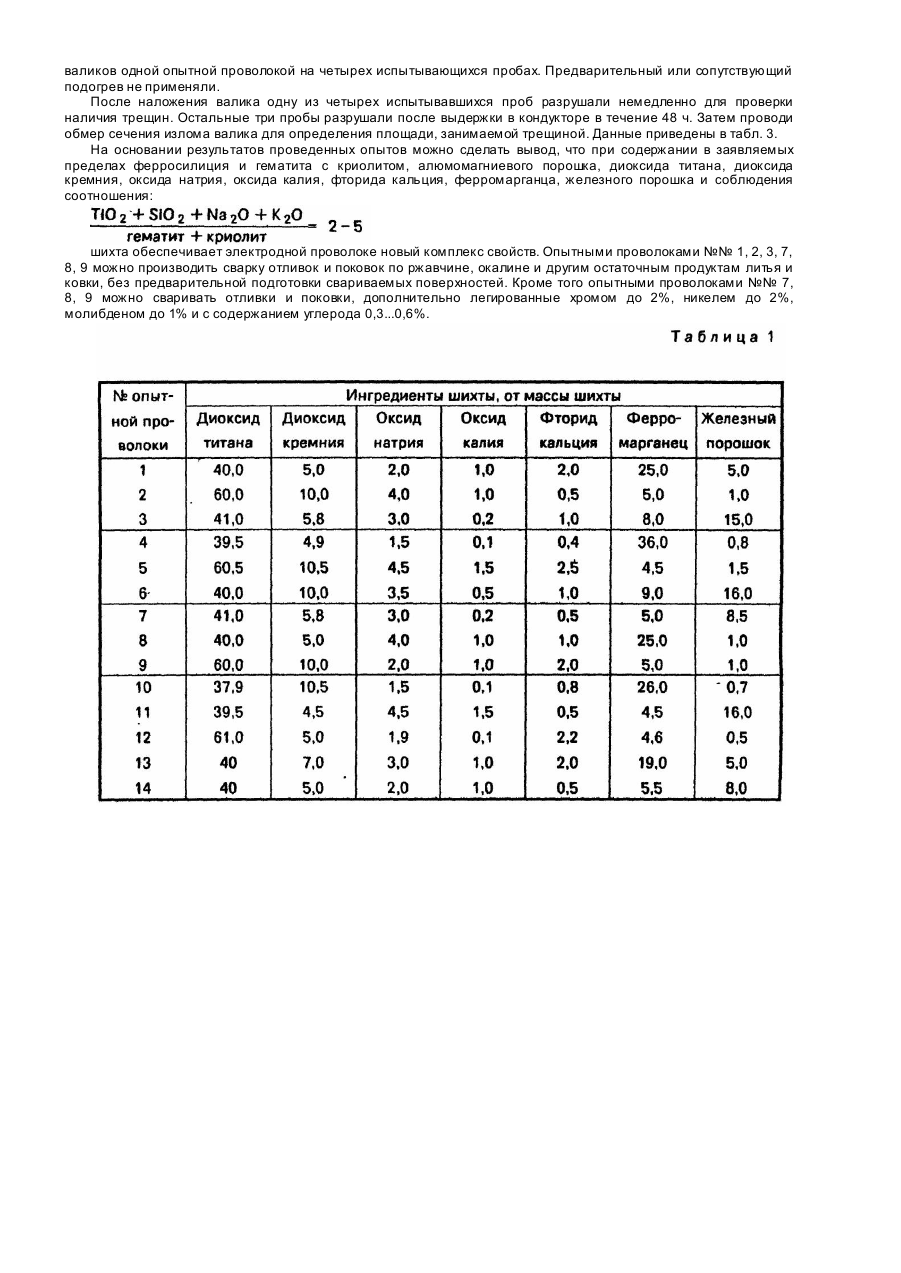
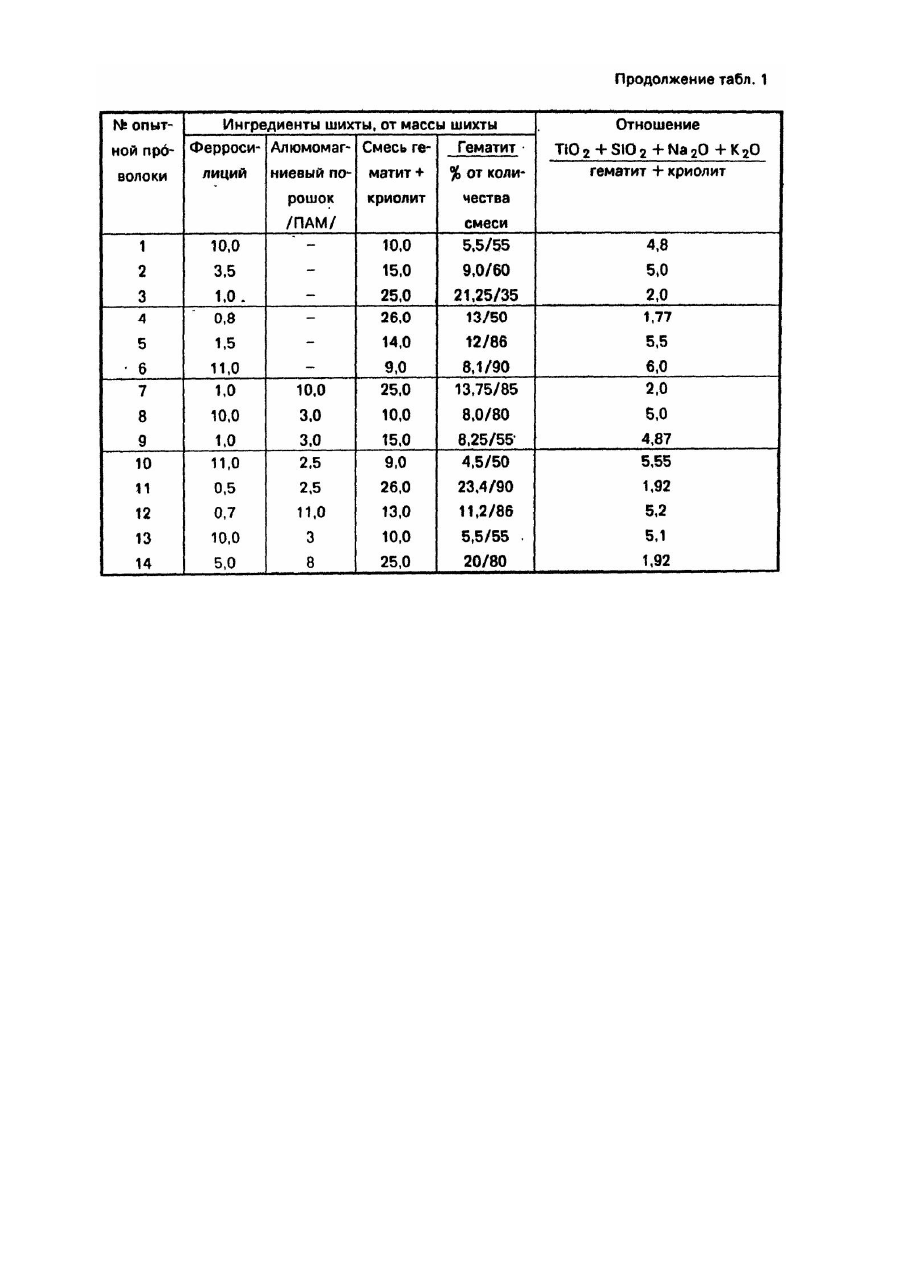
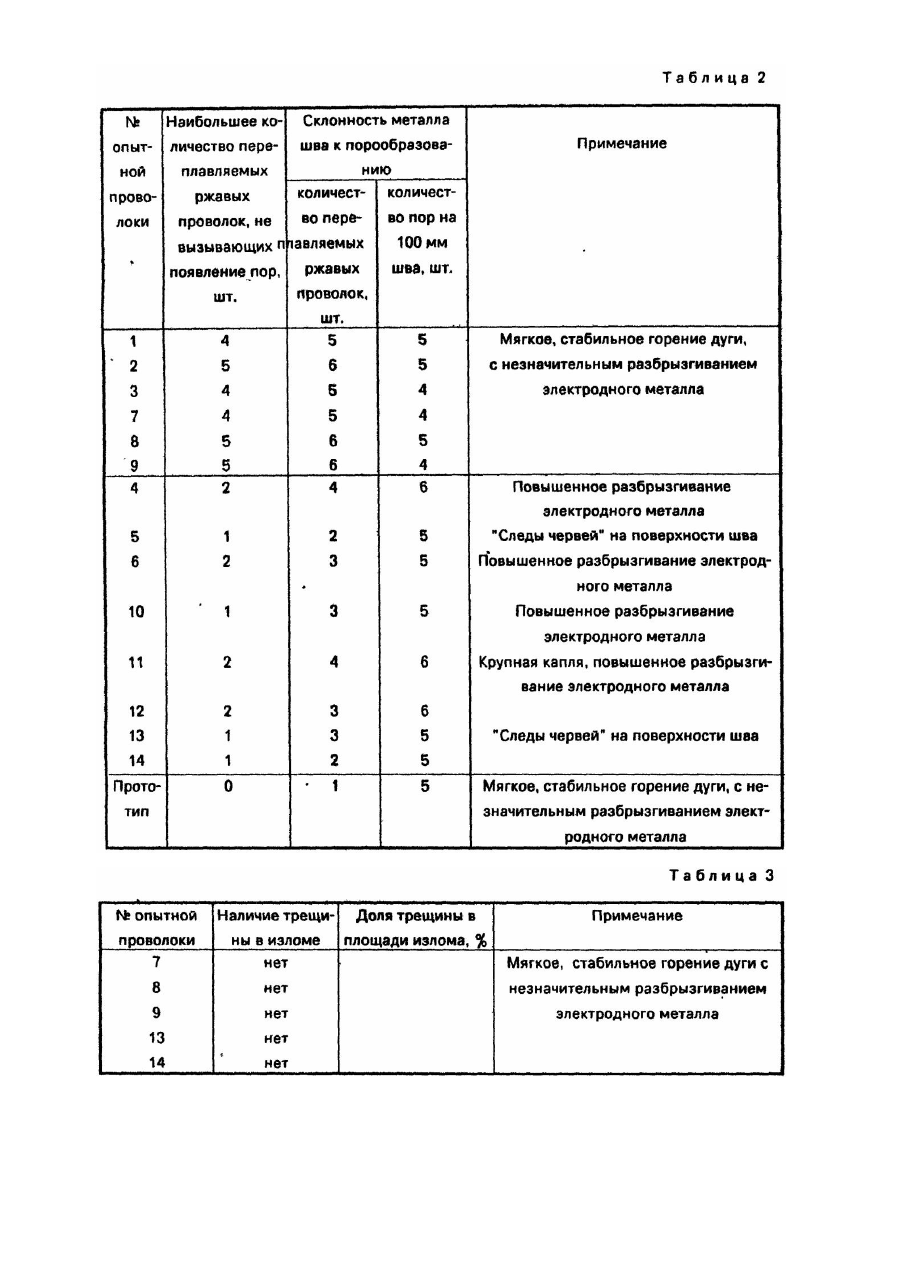
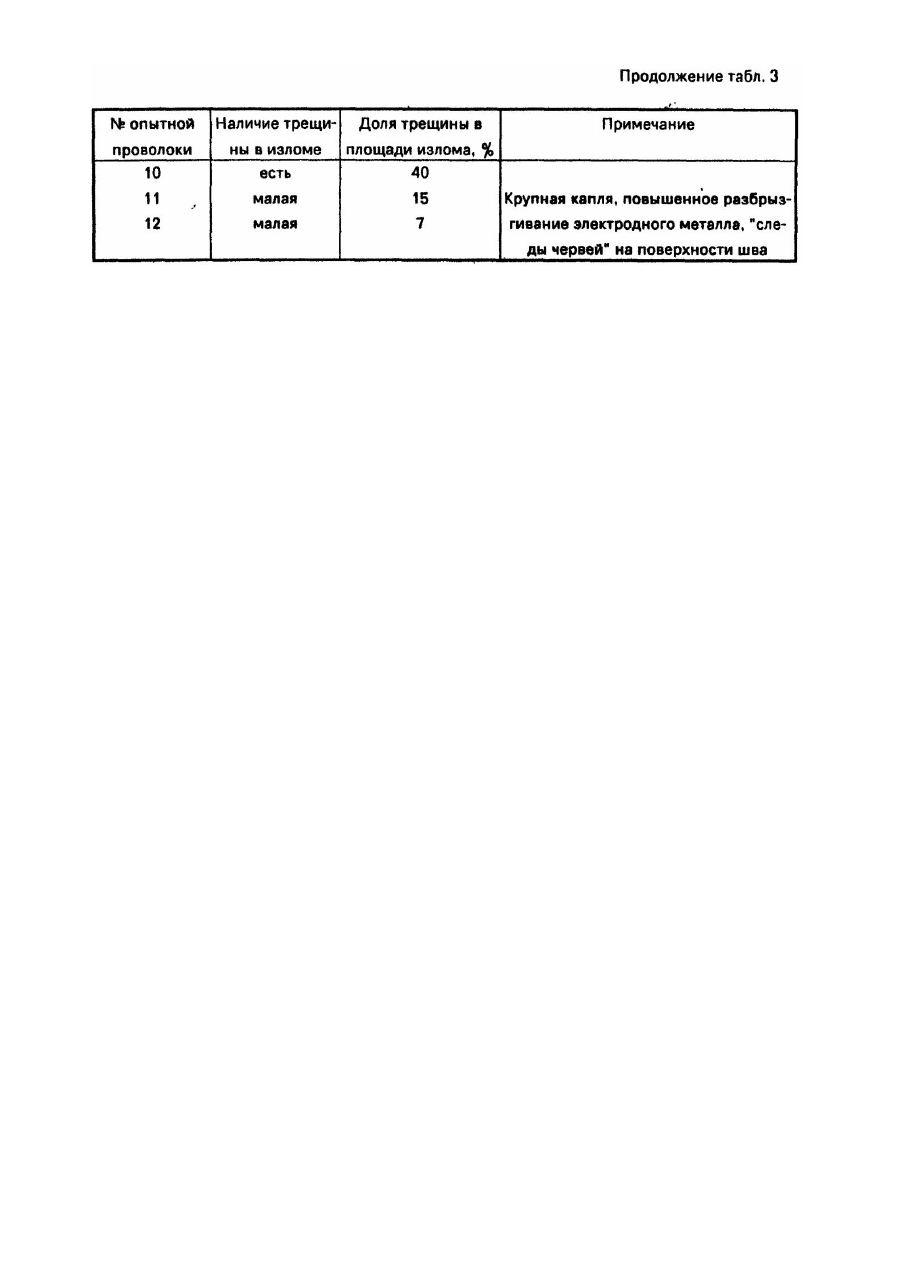
Изобретение относится к сварке, а именно к сварочным материалам, предназначенным для механизированной сварки в углекислом газе стальных отливок и поковок. Наилучшими технологическими свойствами при механизированной сварке в углекислом газе обладают электродные проволоки (порошковые, активированные, профилированные и др.), шлаковая система которых построена на базе диоксида титана (шлаки рутилового типа). Эти проволоки характеризуются мягким, стабильным горением дуги, минимальным разбрызгиванием электродного металла, легкой отделимостью шлаковой корки и отличным формированием швов. Для обеспечения достаточной стойкости швов против образования пор флюсовая составляющая этих проволок содержит фтористые соединения: фторид кальция, фторид натрия, кремнефтористый натрий, криолит и др. Однако для сварки стальных отливок и поковок по ржавчине, окалине и другим поверхностным загрязнениям простое увеличение количества фторида во флюсовой составляющей рутиловы х проволок невозможно из-за существенного ухудшения технологических свойств проволок и снижения их гигиенических показателей. Известны порошковые электродные проволоки, шихта которых с целью снижения склонности швов к пористости, содержит гематит [1]. Однако при введении гематита в состав проволоки увеличивается содержание растворенного кислорода в расплавленном металле электродных капель и сварочной ванны, вследствие чего заметно снижается поверхностное натяжение металла. Электродными проволоками, содержащими гематит в количестве, достаточном для подавления пористости, вызываемой поверхностными загрязнениями стальных отливок и поковок, можно выполнять лишь сварку швов, расположенных в положении "в лодочку", а при наличии ржавчины на свариваемых деталях требуется дополнительная прокалка поверхности для удаления адсорбированной в загрязнениях влаги. Известен состав шихты электродной проволоки для сварки низкоуглеродистых и низколегированных сталей во всех пространственных положениях в углекислом газе [2], содержащий, мас. %: диоксид титана 46...66 диоксид кремния 6...12 оксид магния 0,9...4,5 сумма оксидов натрия и калия 2,4...3,7 оксид железа 1,2...2,2 фторид кальция 0,6...0,9 карбонат кальция 0,2...1,0 оксид кальция 0,2...0,6 ферромарганец 10...18 ферротитан 3...16. Приведенный состав шихты обеспечивает мягкое, стабильное горение дуги, мелкокапельный перенос электродного металла и отличное формирование швов, однако сварка отливок и поковок по ржавчине, окалине и другим поверхностным загрязнениям такой проволокой невозможна из-за низкой стойкости швов против образования пор. Кроме того, данный состав шихты при наличии поверхностных загрязнений не обеспечивает достаточной стойкости сварного соединения к образованию трещин при сварке отливок и поковок, изготовленных из стали, содержащей углерод в количестве 0,3-0,6%; до 2% никеля; до 1% молибдена; до 2% хрома. В основу изобретения поставлена задача усовершенствования состава шихты электродной проволоки за счет дополнительного введения в шихту ферросилиция и гематита с криолитом, чем обеспечивается высокая стойкость сварных швов против образования пор при сварке в углекислом газе стальных отливок и поковок по ржавчине, окалине и другим остаточным продуктам литья и ковки без предварительной подготовки свариваемых поверхностей. Кроме того, за счет дополнительного введения в шихту порошка алюмомагниевого (ПАМ) обеспечивается повышение сопротивляемости сварного соединения образованию трещин при сварке отливок и поковок, изготовленных из углеродистой и легированной стали, с содержанием углерода 0,3-0,6% и легирующих элементов хрома - до 2 %, никеля - до 2 %, молибдена - до 1 %. Поставленная задача решается тем, что в состав шихты электродной проволоки, содержащей диоксид титана, диоксид кремния, оксид натрия, оксид калия, фторид кальция, ферромарганец и железный порошок, согласно изобретению, дополнительно введены ферросилиций и гематит с криолитом при следующем соотношении ингредиентов (мас.%): диоксид титана 40,0...60,0 диоксид кремния 5,0...10,0 оксид натрия 2,0...4,0 оксид калия 0,2... 1,0 фторид кальция 0,5...2,0 ферромарганец 5,0...25,0 ферросилиций 1,0...10,0 железный порошок 1,0...15,0 гематит с криолитом 10,0.,.25,0, при содержании гематита 55...85% (криолит - остальное), причем отношение суммарного количества диоксида титана, диоксида кремния, оксида натрия и оксида калия к количеству гематита с криолитом выбрано в пределах 2,0...5,0, а также дополнительно может быть введен порошок алюмомагниевый (ПАМ) в количестве 3...10% от массы флюсовойсоставляющей. Совместное введение ферросилиция и гематита с криолитом в ши хту электродной проволоки рутилового типа позволяет получить качественно новые технологические характеристики сварочного материала. При плавлении шихты, дополнительно содержащей ферросилиций и смесь гематита с криолитом в количестве 10...25%, негативное влияние остаточных продуктов литья и ковки, попадающих со свариваемых поверхностей в сварочную ванну, полностью нейтрализуется. Ме ханизм повышения стойкости металла швов против образования пор при сварке проволокой с шихтой заявляемого состава следующий. Известно, что в окислительных шлаках протекает восстановление элементов не присутствующи х в шлаке оксидов, причем этот процесс сопровождается увеличением содержания кислорода и неметаллических включений в металле шва. Кроме того, при сварке проволоками рутилового типа восстанавливаемые из шлака титан и кремний препятствуют удалению водорода из сварочной ванны. Совокупность таких процессов взаимодействия расплавленного металла с рутиловым шлаком и является причиной низкой стойкости швов против пор. Присутствие повышенного количества оксидов натрия и калия в составе окислительного рутилового шлака еще более снижает стойкость швов против пористости. При сварке электродной проволокой рутилового типа в углекислом газе отливок и поковок по ржавчине, окалине и другим остаточным продуктам литья и ковки в зону плавления вместе с этими продуктами вносятся дополнительные порции кислорода и водорода, которые растворяются в сварочной ванне и шлаке. Для нейтрализации негативного влияния расплавленных загрязнений необходимо подавить восстановление титана и кремния из шлака в металл и обеспечить при этом достаточную газопроницаемость шлака для удаления из сварочной ванны повышенных количеств кислорода и водорода, вносимых в ванну со свариваемых поверхностей. Это достигается за счет выбора отношения между суммарным содержанием оксида титана, оксида кремния, оксидов натрия и калия к суммарному содержанию гематита и криолита а пределах 0,2...0,5 и изменения равновесных соотношений компонентов реакций восстановления титана и кремния путем введения ферросилиция в количестве 1,0-10,0%. При отношении суммарного количества оксида титана, оксида кремния, оксидов натрия и калия к суммарному содержанию гематита и криолита менее 2,0 и содержании ферросилиция менее 1% стойкость швов против пор недостаточна из-за неполного подавления реакций восстановления титана и кремния из шлака в металл, а при содержании ферросилиция более 10% и выборе указанного отношения более 5 - резко ухудшаются те хнологические характеристики сварочной проволоки (возрастает разбрызгивание электродного металла и ухудшается стабильность горения дуги). Таким образом, введение в состав шихты 1,0-10% ферросилиция и гематита с криолитом в количестве 10...25% при соблюдении полученного экспериментально соотношения компонентов обеспечивает качественно новые свойства сварочной проволоки, что позволяет выполнять сварку отливок и поковок по ржавчине, окалине и другим остаточным загрязнениям без предварительной очистки свариваемых кромок. Минимальное суммарное содержание газов в металле, наплавленном электродной проволокой, содержащей шихту заявляемого состава, обеспечивается при содержании гематита (внутри общего количества суммы гематита с криолитом 10...25%), 55...85%, а остальное - криолит. Меньшее количество гематита и, соответственно, большее количество криолита ухудшает технологические характеристики проволоки (возрастает разбрызгивание и ухудшается стабильность горения дуги). При большем количестве гематита и меньшем криолита ухудшается газопроницаемость шлака и на поверхности шва появляются дефекты - "следы червей", образуемые пузырьками газов, всплывшими из сварочной ванны, но не перешедшими в шлак. Введение диоксида титана в пределах 40...60% позволяет получить рутиловый шлак с наилучшими технологическими свойствами, обеспечивающий хорошее формирование швов. Добавка диоксида кремния в количестве 5...10% улучшает отделимость шлаковой корки с поверхности шва, оксиды натрия 2,0...4,0 и калия 0,2...1,0 служат стабилизаторами горения дуги, фторид кальция 0,5...2,0 делает рутиловый шлак более коротким. Введение ферромарганца, ферросилиция, сильных раскислителей, и железного порошка в пределах 5,0...25,0; 1,0...10,0 и 1,0...15,0 соответственно обеспечивает равномерность плавления шихты приведенного состава и достаточную степень раскисления сварочной ванны. Отливки и поковки, предназначенные для тяжелонагруженных металлоконструкций (например, шнеки угольных комбайнов, кронштейны гребных валов, якорные цепи повышенной прочности и др.) изготавливают из сталей, дополнительно легированных хромом (до 2%), никелем (до 2%), молибденом (до 1 %) и имеющих повышенное (0,3-0,6%) содержание углерода. Для предотвращения склонности сварного соединения на таких сталях к образованию трещин шихта заявляемого состава должна дополнительно содержать порошок алюмомагниевый (ПАМ) в количестве 3-10% от массы флюсовой составляющей. При меньшем содержании ПАМ в шва х и околошовной зоне возможно появление трещин, а при большем - так же, как и при увеличении содержания криолита - резко увеличиваются размеры капель электродного металла и возрастают потери на разбрызгивание. В таблице 1 приведены примеры проверенных на практике композиций шихты электродных проволок, испытанных в лабораторных усло виях. Опытные проволоки №№ 1, 2, 3, 7, 8, 9 соответствуют предмету предлагаемого изобретения как по количественному составу ингредиентов шихты, так и по установленному экспериментально отношению суммарного содержания диоксида титана, диоксида кремния, оксида натрия и оксида калия к количеству гематита с криолитом в пределах 2...5. Электродные проволоки 1, 3, 8 имели коэффициент заполнения 18%, проволоки 2, 4, 7, 9 имели коэффициент заполнения 8%. В качестве металлической основы этих проволок использовали низкоуглеродистую стальную ленту. С использованием этой же металлической основы были изготовлены электродные проволоки №№ 4, 5, 6, 10, 11, 12, с коэффициентом заполнения 13+1 %, ингредиенты шихты которых взяты в соотношениях, выходящи х за пределы значений, предлагаемых в данном изобретении. Для проверки сварочно-технологических свойств опытных электродных проволок №№ 1-12 использовали автомат А-1416 для сварки в среде защитного газа и источник питания ВС-600. Сварку производили проволокой диаметром 1,6 мм на постоянном токе обратной полярности, в среде углекислого газа. Сварочный ток 330 А, напряжение на дуге 30 В. Стойкость швов, выполненных опытными проволоками №№ 1-12, против образования пор оценивали следующим образом. На пластине из стали 15Л, покрытой слоем окалины, переплавляли различное количество проволок диаметром 0,8 мм марки Св-08Г2С, предварительно покрытых слоем ржавчины. Критерием стойкости проволок опытного состава против образования пор приняли количество переплавляемых ржавых проволок, вызывавших появление не более 5 единичных пор на 100 мм длины шва. Переплавляемые проволоки предварительно покрывали равномерным слоем ржавчины путем выдержки над 3% водным раствором в течение 72 часов при температуре 25°С и последующей сушки при температуре 80-90°С. Результаты сварки опытными электродными проволоками №№ 1-12 приведены в табл. 2. Сопротивляемость сварного соединения, заваренного опытными электродными проволоками №№ 7-12, образованию трещин оценивали следующим образом. Составной образец из листовой стали 35ХГСА толщиной 40 мм с наличием на поверхности ржавчины, окалины b и других загрязнений собирали в кондукторе и зажимали с торцов, валики наплавляли с использованием тех же параметров сварки, что и для предыдущи х опытов, с соблюдением равных размеров валика по ширине для каждой серии опытов. В одну серию входит наложение валиков одной опытной проволокой на четырех испытывающихся пробах. Предварительный или сопутствующий подогрев не применяли. После наложения валика одну из четырех испытывавшихся проб разрушали немедленно для проверки наличия трещин. Остальные три пробы разрушали после выдержки в кондукторе в течение 48 ч. Затем проводи обмер сечения излома валика для определения площади, занимаемой трещиной. Данные приведены в табл. 3. На основании результатов проведенных опытов можно сделать вывод, что при содержании в заявляемых пределах ферросилиция и гематита с криолитом, алюмомагниевого порошка, диоксида титана, диоксида кремния, оксида натрия, оксида калия, фторида кальция, ферромарганца, железного порошка и соблюдения соотношения: шихта обеспечивает электродной проволоке новый комплекс свойств. Опытными проволоками №№ 1, 2, 3, 7, 8, 9 можно производить сварку отливок и поковок по ржавчине, окалине и другим остаточным продуктам литья и ковки, без предварительной подготовки свариваемых поверхностей. Кроме того опытными проволоками №№ 7, 8, 9 можно сваривать отливки и поковки, дополнительно легированные хромом до 2%, никелем до 2%, молибденом до 1% и с содержанием углерода 0,3...0,6%.
ДивитисяДодаткова інформація
Назва патенту англійськоюCharge of electrode wire
Автори англійськоюAlimov Anatolii Mykolaiovych, Tahanovskyi Viacheslav Mykhailovych, Pietrov Oleksandr Serhiiovych, Orlov Lieonid Mykolaiovych
Назва патенту російськоюШихта электродной проволоки
Автори російськоюАлимов Анатолий Николаевич, Тагановский Вячеслав Михайлович, Петров Александр Сергеевич, Орлов Леонид Николаевич
МПК / Мітки
МПК: B23K 35/368
Мітки: дроту, електродного, шихта
Код посилання
<a href="https://ua.patents.su/6-1178-shikhta-elektrodnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Шихта електродного дроту</a>
Шихта для одержання плавленого зварювального флюсу типу ан-47
Номер патенту: 183
Опубліковано: 30.04.1993
Автори: Залевський Анатолій Васильович, Роговський Анатолій Антонович, Перельська Людмила Калманівна, Галініч Володимир Іларіонович, Осіпов Микола Якович
МПК: B23K 35/362
Мітки: шихта, зварювального, ан-47, плавленого, одержання, типу, флюсу
Формула / Реферат:
Формула изобретенияШихта для получения плавленого сварочного флюса типа АН-47, содержащая глинозем, марганцеворудный, рутиловый и циркониевый концентраты, фторид кальция, магнезит, кальций - содержащий компонент, а также кварцевый песок, о т л и ч а ю щ а я с я тем, что, с целью снижения уровня выброса загрязняющей среды, расхода энергетических ресурсов и сырьевых материалов за счет выплавки флюса в газопламенных печах, шихта...
Електродний дріт для зварювання низьковуглецевих, низьколегованих сталей в захисних газах
Номер патенту: 864
Опубліковано: 15.12.1993
Автори: Микитенко Олександр Михайлович, Тагановський Вячеслав Михайлович, Воропай Микола Маркович, Алімов Анатолій Миколайович
МПК: B23K 35/368
Мітки: сталей, дріт, зварювання, захисних, низьколегованих, газах, електродний, низьковуглецевих
Формула / Реферат:
1. Электродная проволока для сварки низкоуглеродистых и низколегированных сталей в защитных газах, состоящая из стальной основы, содержащей углерод, марганец, кремний, железо, и флюсовой составляющей, содержащей диоксид титана, диоксид кремния, оксид магния, оксиды натрия и калия, оксид железа, фторид кальция, ферротитан, ферромарганец, отличающаяся тем, что ингредиенты стальной основы находятся в следующем соотношении, мас. %: углерод -...
Флюс для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 678
Опубліковано: 15.12.1993
Автори: Галініч Володимир Іларіонович, Осіпов Микола Якович, Курланов Сергій Олександрович, Залевський Анатолій Васильович, Роговський Анатолій Антонович, Потапов Микола Миколайович
МПК: B23K 35/362
Мітки: флюс, сталей, зварювання, низьколегованих, вуглецевих
Формула / Реферат:
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (11), оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа (III), фтористый кальция, отличающийся тем, что он дополнительно содержит оксиды марганца (III и IV) при следующем соотношении компонентов (мас. %): диоксид кремния 35-45 оксид марганца (II) ...
Пристрій для перемотування дроту
Номер патенту: 645
Опубліковано: 15.12.1993
Автори: Атаманенко Леонід Анатолійович, Зінченко Анатолій Іванович
МПК: B21C 47/00
Мітки: пристрій, дроту, перемотування
Формула / Реферат:
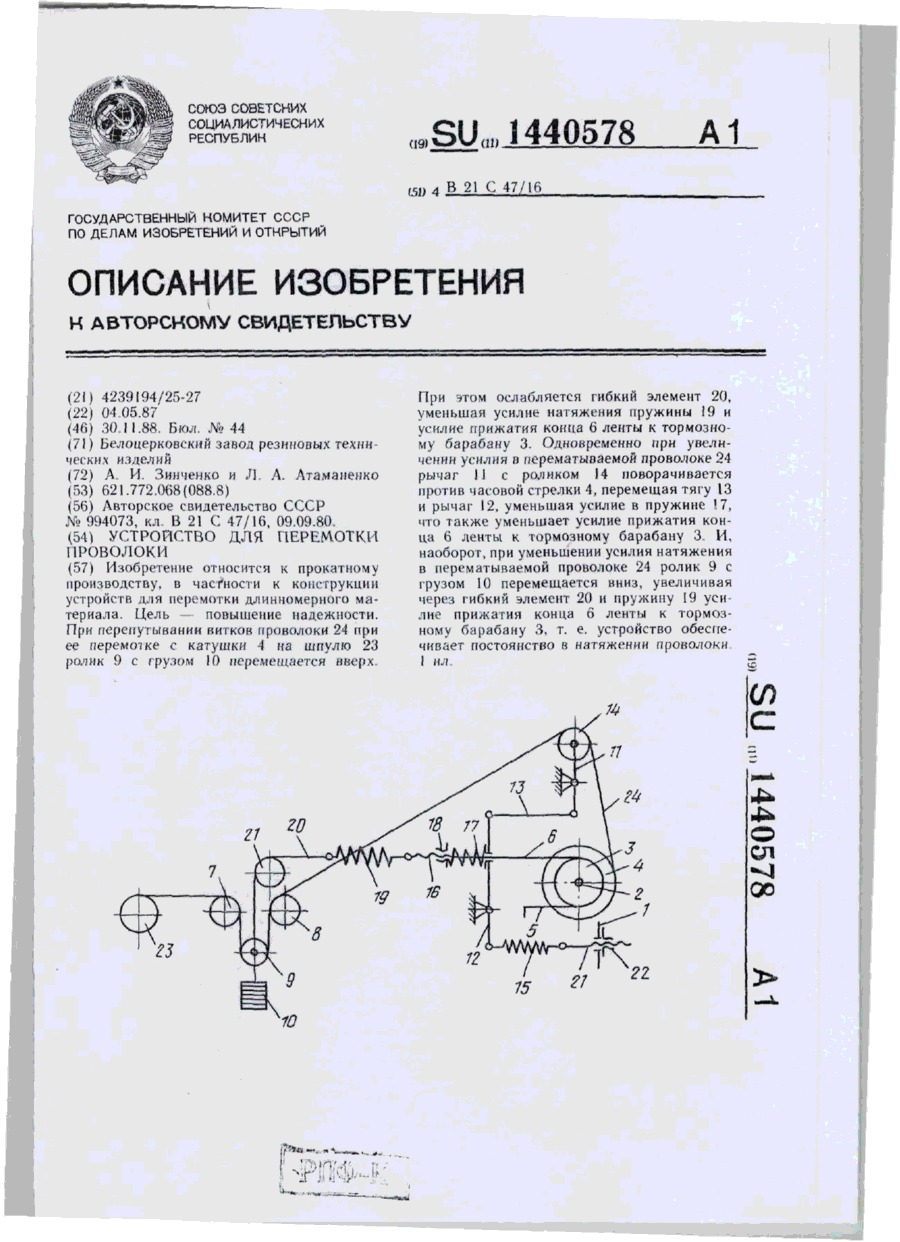
Формула изобретенияУстройство для перемотки проволоки, содержащее смонтированный в опорах корпуса шпиндель для установки катушки, закрепленный на шпинделе тормозной барабан с охватывающей его лентой, зафиксированной одним концом в корпусе, механизм регулировки положения другого конца ленты, а также стабилизатор натяжения проволоки в виде смонтированных на закрепленных в корпусе осях направляющих роликов и размещенного между ними ролика...
Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Чернишев Владислав Анатолійович, Медведська Ельвіда Олександрівна, Матросов Микола Іванович, Раханський Генадій Афанасійович
МПК: B21C 1/00
Мітки: дроту, спосіб, волочіння, гідростатичного
Текст:
...вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа...
Попередній патент: Електродний дріт
Наступний патент: Спосіб електродугового розпилу металів
Випадковий патент: Пристрій для вивантаження коренебульбоплодів