Спосіб визначення параметрів прокатки рулонів на стані стеккеля
Номер патенту: 117875
Опубліковано: 10.07.2017
Автори: Пісмарьов Костянтин Євгенович, Зінченко Юрій Анатолійович, Змазнева Єлизавета Василівна, Курпе Олександр Геннадійович

Формула / Реферат
1. Спосіб визначення параметрів прокатки рулонів на стані Стеккеля, що містить розрахунок технологічних параметрів прокатки, який відрізняється тим, що при розрахунку втрат температури шляхом випромінювання і конвекцією, час охолодження металу т, у секундах, розраховується на основі формули:
![]()
де ![]() - відстань між кліттю та пічною моталкою, м;
- відстань між кліттю та пічною моталкою, м;
![]() - швидкість прокатки в кліті, м/с.
- швидкість прокатки в кліті, м/с.
2. Спосіб за п. 1, який відрізняється тим, що розрахунок температури металу у пічній моталці виконують за умов одностороннього нагріву термічно тонкого тіла з товщиною, рівною товщині метала у іншому проході, за час, рівний часу намотки останнього витка на барабан.
3. Спосіб за п. 2, який відрізняється тим, що розрахунок часу намотки останнього витка на барабан у секундах виконують на основі формули:
![]()
де ![]() - швидкість руху полоси металу (швидкість прокатки), м/с;
- швидкість руху полоси металу (швидкість прокатки), м/с;
![]() - радіус барабана пічної моталки з металом, м.
- радіус барабана пічної моталки з металом, м.
Текст
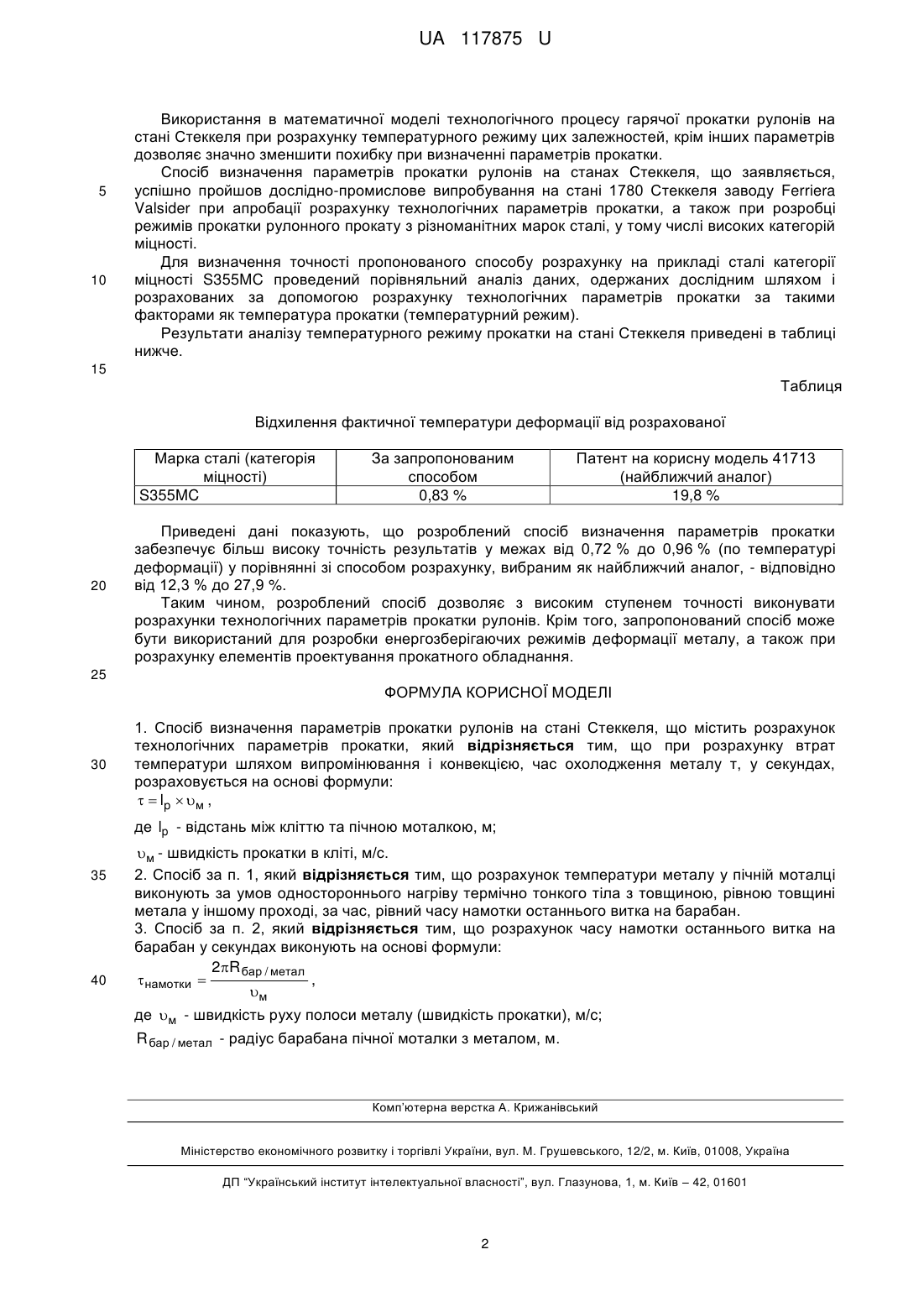
Реферат: Cпосіб визначення параметрів гарячої прокатки рулонів на стані Стеккеля включає розрахунок технологічних параметрів прокатки, розрахунок втрат температури шляхом випромінювання, розрахунок температури металу у пічній моталці за умов одностороннього нагріву. Розроблений спосіб дозволяє з високим ступенем точності виконувати розрахунки технологічних параметрів прокатки рулонів. UA 117875 U (54) СПОСІБ ВИЗНАЧЕННЯ ПАРАМЕТРІВ ПРОКАТКИ РУЛОНІВ НА СТАНІ СТЕККЕЛЯ UA 117875 U UA 117875 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до чорної металургії, а саме до виробництва прокату на станах гарячої прокатки, і може використовуватись для розрахунку технологічних параметрів прокатки. У практиці виробництва прокату на станах гарячої прокатки використовується велика кількість методик визначення параметрів прокатки, в тому числі температурних режимів прокатки. Відома методика розрахунку енергетичних параметрів прокатки у клітях ШСГП [Коновалов Ю.В. Расчет параметров листовой прокатки: Справочник / Ю.В. Коновалов, А.Л. Остапенко, В.И. Пономарев. - М.: Металлургия, 1986], основний недолік якої - похибка при розрахунках коефіцієнта тертя в результаті відсутності обліку впливу таких факторів як хімічний склад прокатуваної сталі, стан поверхні робочих валків, тип технологічних мастил. Крім того, при розрахунках температурного режиму мають місце складності через необхідність визначення теплотехнічних властивостей прокатуваного металу і деформуючого інструменту при кожному пропуску, а також не враховуються втрати тепла шляхом випромінюванням, та розігрів у пічних моталках. Відомий, вибраний як найближчий аналог, спосіб визначення параметрів прокатки товстих листів, що містить розрахунок технологічних параметрів прокатки [Патент на корисну модель 41713 Україна, МПК (2009) В21В 1/26. Спосіб визначення параметрів прокатки товстих листів / Д.А. Лівшиц, О.Б. Ковура та ін. - № u200811407; заяв. 22.09.2008; опубл. 10.06.2009, Бюл. №11, 2009р.]. Недоліком цього способу є те, що при розрахунку температурного режиму у разі прокатки на стані Стеккеля враховуються тільки втрати тепла конвекцією, випромінюванням, при контакті поверхні метала з валками, при гідрозбиванні окалини, а також при розігріві металу від деформації для всієї поверхні розкату при кожному проході, і не враховується те, що метал одночасно знаходиться у прокатній кліті та у пічних моталках, тобто не врахований розігрів у пічних моталках, що в свою чергу призводить до значної похибки у розрахунках. Таким чином, у відомих способах визначення параметрів гарячої прокатки при визначенні температурного режиму, враховуються не всі фактори, що впливають на величину параметрів. Відсутні рекомендації авторів щодо методик розрахунку для станів Стеккеля. Наприклад, при розрахунку параметрів температурного режиму для стану Стеккеля, втрати температури шляхом випромінювання і конвекцією повинні враховуватись тільки за той проміжок часу, за який частина прокату пройде відстань між кліттю та пічною моталкою, а не протягом загального часу прокатування усього розкату, а також повинно враховуватись збільшення температури металу в результаті нагріву в пічних моталках. За таких умов, похибка при визначенні температурних параметрів прокатки, а відповідно і інших параметрів прокатки коливається у широкому діапазоні: від 12 % до близько 27 %. Не достатній ступінь точності визначення температурно-деформаційних режимів в підсумку призводить до неефективної організації технологічного процесу прокатки, а також може призвести до недосягнення необхідних механічних характеристик в готовому прокаті, та неможливості виконання розробленої технології на існуючому обладнанні. В основу корисної моделі поставлена задача вдосконалити спосіб визначення параметрів прокатки рулонів на стані Стеккеля, а саме визначення температурного режиму, а також усього комплексу параметрів гарячої прокатки рулонів, шляхом зменшення похибки розрахунку. Поставлена задача вирішується тим, що в способі визначення параметрів гарячої прокатки рулонів на стані Стеккеля, що містить розрахунок технологічних параметрів прокатки, відповідно до корисної моделі, при розрахунку втрат температури шляхом випромінювання і конвекцією, час охолодження металу т, у секундах, розраховується на основі формули: lp м де lp - відстань між кліттю та пічною моталкою, м; 50 55 м - швидкість прокатки в кліті, м/с. Розрахунок температури металу у пічній моталці виконують за умов одностороннього нагріву термічно тонкого тіла з товщиною, рівною товщині метала у іншому проході, за час, рівний часу намотки останнього витка на барабан. Розрахунок часу намотки останнього витка на барабан у секундах виконують на основі формули: 2R бар / метал , намотки м де м - швидкість руху полоси металу (швидкість прокатки), м/с; R бар / метал - радіус барабана пічної моталки з металом, м. 1 UA 117875 U 5 10 Використання в математичної моделі технологічного процесу гарячої прокатки рулонів на стані Стеккеля при розрахунку температурного режиму цих залежностей, крім інших параметрів дозволяє значно зменшити похибку при визначенні параметрів прокатки. Спосіб визначення параметрів прокатки рулонів на станах Стеккеля, що заявляється, успішно пройшов дослідно-промислове випробування на стані 1780 Стеккеля заводу Ferriera Valsider при апробації розрахунку технологічних параметрів прокатки, а також при розробці режимів прокатки рулонного прокату з різноманітних марок сталі, у тому числі високих категорій міцності. Для визначення точності пропонованого способу розрахунку на прикладі сталі категорії міцності S355MC проведений порівняльний аналіз даних, одержаних дослідним шляхом і розрахованих за допомогою розрахунку технологічних параметрів прокатки за такими факторами як температура прокатки (температурний режим). Результати аналізу температурного режиму прокатки на стані Стеккеля приведені в таблиці нижче. 15 Таблиця Відхилення фактичної температури деформації від розрахованої Марка сталі (категорія міцності) S355MC 20 За запропонованим способом 0,83 % Патент на корисну модель 41713 (найближчий аналог) 19,8 % Приведені дані показують, що розроблений спосіб визначення параметрів прокатки забезпечує більш високу точність результатів у межах від 0,72 % до 0,96 % (по температурі деформації) у порівнянні зі способом розрахунку, вибраним як найближчий аналог, - відповідно від 12,3 % до 27,9 %. Таким чином, розроблений спосіб дозволяє з високим ступенем точності виконувати розрахунки технологічних параметрів прокатки рулонів. Крім того, запропонований спосіб може бути використаний для розробки енергозберігаючих режимів деформації металу, а також при розрахунку елементів проектування прокатного обладнання. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 1. Спосіб визначення параметрів прокатки рулонів на стані Стеккеля, що містить розрахунок технологічних параметрів прокатки, який відрізняється тим, що при розрахунку втрат температури шляхом випромінювання і конвекцією, час охолодження металу т, у секундах, розраховується на основі формули: l p м , де lp - відстань між кліттю та пічною моталкою, м; 35 40 м - швидкість прокатки в кліті, м/с. 2. Спосіб за п. 1, який відрізняється тим, що розрахунок температури металу у пічній моталці виконують за умов одностороннього нагріву термічно тонкого тіла з товщиною, рівною товщині метала у іншому проході, за час, рівний часу намотки останнього витка на барабан. 3. Спосіб за п. 2, який відрізняється тим, що розрахунок часу намотки останнього витка на барабан у секундах виконують на основі формули: 2R бар / метал намотки , м де м - швидкість руху полоси металу (швидкість прокатки), м/с; R бар / метал - радіус барабана пічної моталки з металом, м. Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюZmazneva Yelyzaveta Vasylivna
Автори російськоюЗмазнева Елизавета Васильевна
МПК / Мітки
МПК: B21B 1/26
Мітки: рулонів, прокатки, параметрів, спосіб, стані, стеккеля, визначення
Код посилання
<a href="https://ua.patents.su/4-117875-sposib-viznachennya-parametriv-prokatki-ruloniv-na-stani-stekkelya.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення параметрів прокатки рулонів на стані стеккеля</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: гарячої, спосіб, прокатки, стані, штаб, широкоштабовому
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля
Номер патенту: 79184
Опубліковано: 25.05.2007
Автори: Райхель Хайко, Кірштайн Хартмут
МПК: B21B 1/30
Мітки: установка, гарячої, прокатній, стеккеля, спосіб, кліті, прокатки, штаб
Формула / Реферат:
1. Спосіб гарячої прокатки штаб, при якому штабу піддають реверсивній прокатці у прокатній кліті (8) Стеккеля і транспортують між двома пічними моталками (9, 10), кожна з яких розташована з одного боку прокатної кліті (8) Стеккеля, за допомогою тягнучих пристроїв (17, 18), розташованих між відповідною пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля, причому штабу обрізують, який відрізняється тим, що штабу під час реверсивної прокатки...
Спосіб прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках
Номер патенту: 85791
Опубліковано: 25.11.2013
Автори: Хохлов Олександр Сергійович, Коновалов Юрій В'ячеславович
МПК: B21B 41/00
Мітки: стані, двоклітьовому, змотуванням, спосіб, пічних, моталках, прокатки, смуг
Формула / Реферат:
Спосіб прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках, що включає реверсивну прокатку смуги в двоклітьовій чистовій групі і змотування після кожного проходу смуги в рулон в пічний моталці при температурі її робочого простору вище температури смуги з розмотуванням перед подальшим проходом, який відрізняється тим, що процес прокатки однієї смуги ведуть із заданням іншої смуги в двоклітьову чистову групу, при цьому після...
Спосіб визначення параметрів границі текучості деформованого матеріалу при складному напруженому стані
Номер патенту: 7640
Опубліковано: 15.07.2005
Автори: Бастун Володимир Миколайович, Бєлокуров Володимир Миколайович
Мітки: матеріалу, визначення, текучості, складному, деформованого, параметрів, напруженому, спосіб, границі, стані
Формула / Реферат:
Спосіб визначення параметрів границі текучості деформованого матеріалу при складному напруженому стані, що здійснюється за допомогою розрахунку за результатами випробувань на одноосьовий розтяг зразків, вирізаних під довільними кутами щодо напрямку попереднього деформування, який відрізняється тим, що параметри границі текучості при складному напруженому стані розраховують за результатами випробувань зразків, вирізаних з об'єму попередньо...
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: спосіб, широкоштабовому, гарячої, стані, чистовий, групи, прокатки, штаб
Формула / Реферат:
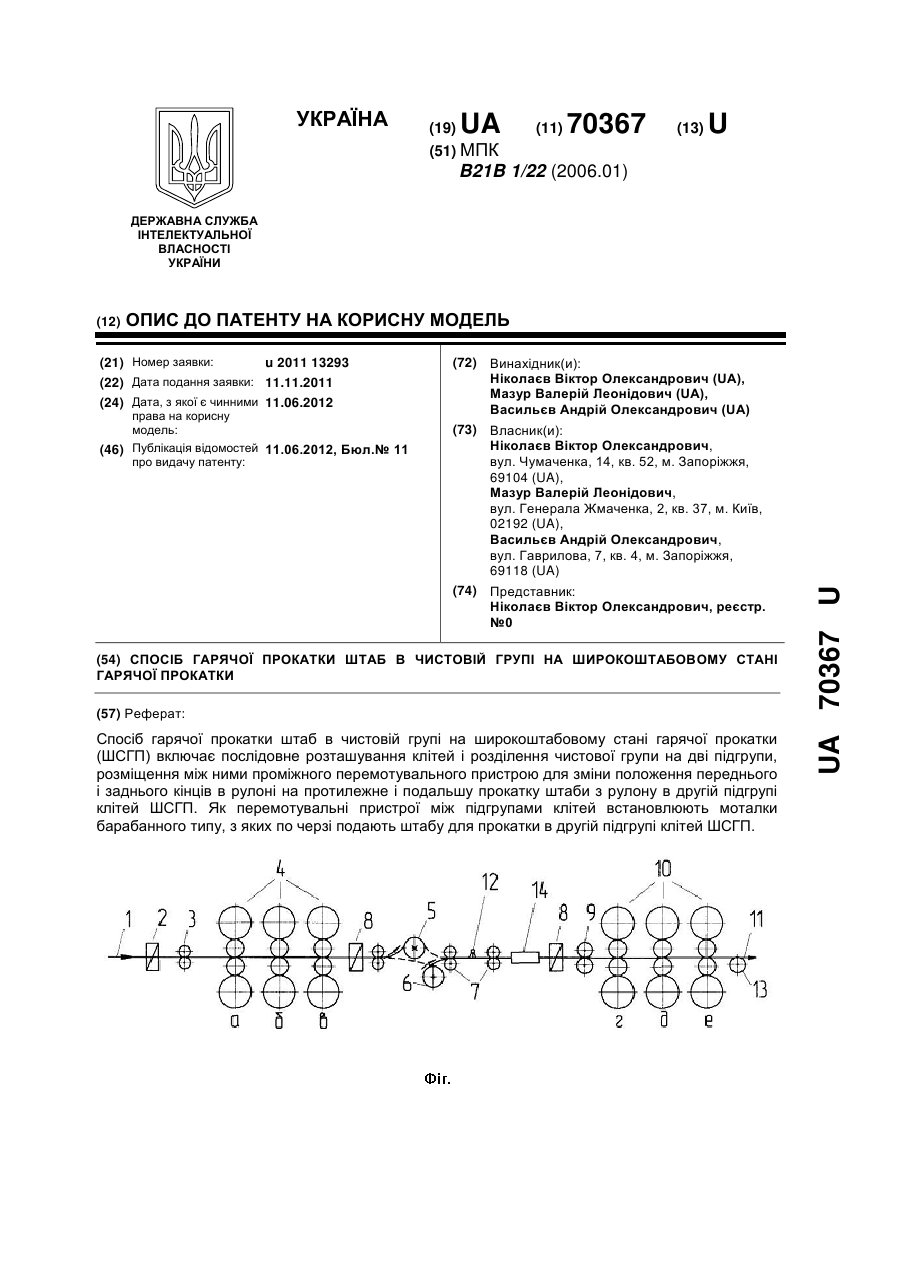
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Попередній патент: Профільна запобіжно-компенсуюча канатна муфта
Наступний патент: Перетворювач трифазної змінної напруги
Випадковий патент: Спосіб вимірювання витрати крові в коронарних судинах