Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля
Формула / Реферат
1. Спосіб гарячої прокатки штаб, при якому штабу піддають реверсивній прокатці у прокатній кліті (8) Стеккеля і транспортують між двома пічними моталками (9, 10), кожна з яких розташована з одного боку прокатної кліті (8) Стеккеля, за допомогою тягнучих пристроїв (17, 18), розташованих між відповідною пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля, причому штабу обрізують, який відрізняється тим, що штабу під час реверсивної прокатки у прокатній кліті (8) Стеккеля обрізують за допомогою єдиних летючих кінцевих ножиць (20), розташованих між тягнучим пристроєм (17) і прокатною кліттю (8) Стеккеля.
2. Спосіб за п. 1, який відрізняється тим, що обрізані штаби прокатують у прокатній кліті (8) Стеккеля до кінцевих товщин 2 мм і менше.
3. Установка для гарячої прокатки штаб, що містить реверсивну прокатну кліть (8) Стеккеля, з кожної сторони якої розташовано по одній пічний моталці (9, 10), а між пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля передбачений тягнучий пристрій (17, 18), а також ножиці для обрізування, яка відрізняється тим, що між тягнучим пристроєм (17) і прокатною кліттю (8) Стеккеля розташовані єдині летючі кінцеві ножиці (20).
4. Установка за п. 3, яка відрізняється тим, що кінцеві ножиці (20) виконані у вигляді барабанно-ножових кінцевих ножиць з верхнім і нижнім підвідними ножовими барабанами (28а, b) для летючого обрізування штабового матеріалу, причому відповідний ножовий барабан (28а, b) виконаний з можливістю переміщення між віддаленим від штабового матеріалу положенням під час прокатки і положенням обрізування.
5. Установка за п. 4, яка відрізняється тим, що у проміжку між відповідним ножовим барабаном (28а, b), переміщеним у віддалене від штабового матеріалу положення, і штабовим матеріалом передбачений відповідний поворотний теплозахисний екран (41 а, b).
6. Установка за п. 5, яка відрізняється тим, що нижній теплозахисний екран (41b) нижнього ножового барабана (28b) обладнаний щонайменше одним несучим роликом (47) для штабового матеріалу, який у вихідному положенні теплозахисного екрана (41b) здатний запобігати провисанню штаби при проходженні.
7. Установка за будь-яким з пп. 5 або 6, яка відрізняється тим, що додатково передбачений пристрій для охолодження відповідного ножового барабана охолоджувальним середовищем, причому верхній теплозахисний екран (41 а) верхнього ножового барабана (28а) служить як уловлювальний жолоб для охолоджувального середовища і для захисту штабового матеріалу.
8. Установка за будь-яким з пп. 5-7, яка відрізняється тим, що відповідний поворотний теплозахисний екран (41 а, b) встановлений на осі відповідних ножових барабанів (28а, b).
9. Установка за будь-яким з пп. 4-8, яка відрізняється тим, що ножові барабани (28а, b) встановлені з можливістю переміщення за допомогою верхньої і нижньої колінно-важільних систем (24-27а, b) між віддаленим від штабового матеріалу положенням прокатки і підведеним до штабового матеріалу положенням обрізування.
10. Установка за п. 9, яка відрізняється тим, що верхня і нижня колінно-важільні системи (24-27а, b) об'єднані у замкненій рамі (32) ножиць.
11. Установка за будь-яким з пп. 3-10, яка відрізняється тим, що безпосередньо з кінцевими ножицями (20) межує зона рольганга, виконана для транспортування штабового матеріалу через ножиці за допомогою двох відповідно незалежних поворотних рольгангових вузлів (42, 43), причому для видалення обрізаних кінців відповідний рольганговий вузол (42, 43) встановлений з можливістю повороту із горизонтального положення для забезпечення можливості безперешкодного падіння вниз обрізаного кінця через рольганговий вузол (42, 43), при цьому рольганговий вузол (42, 43) встановлений з можливістю повороту далі до горизонтального положення зі збереженням колишнього напряму повороту.
Текст
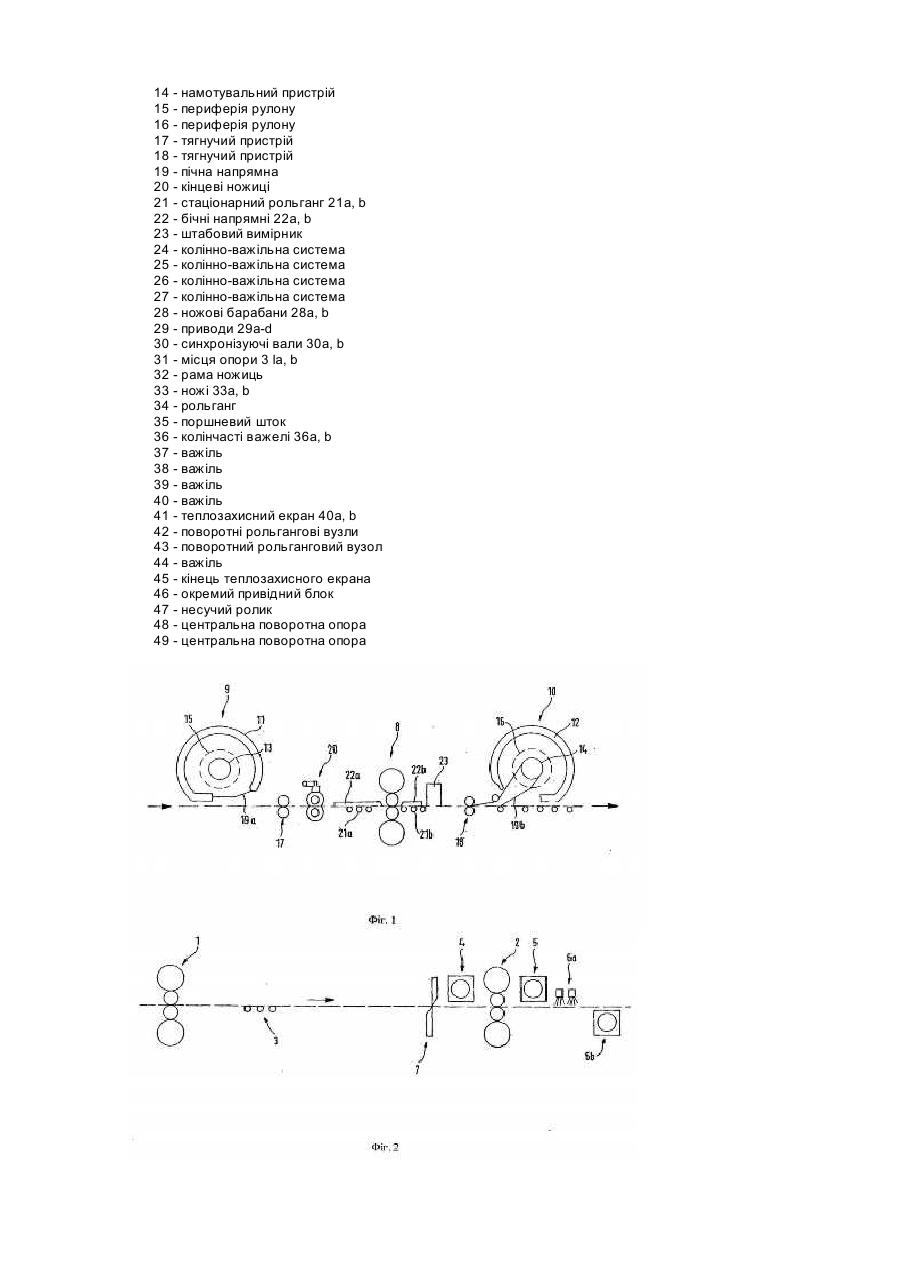
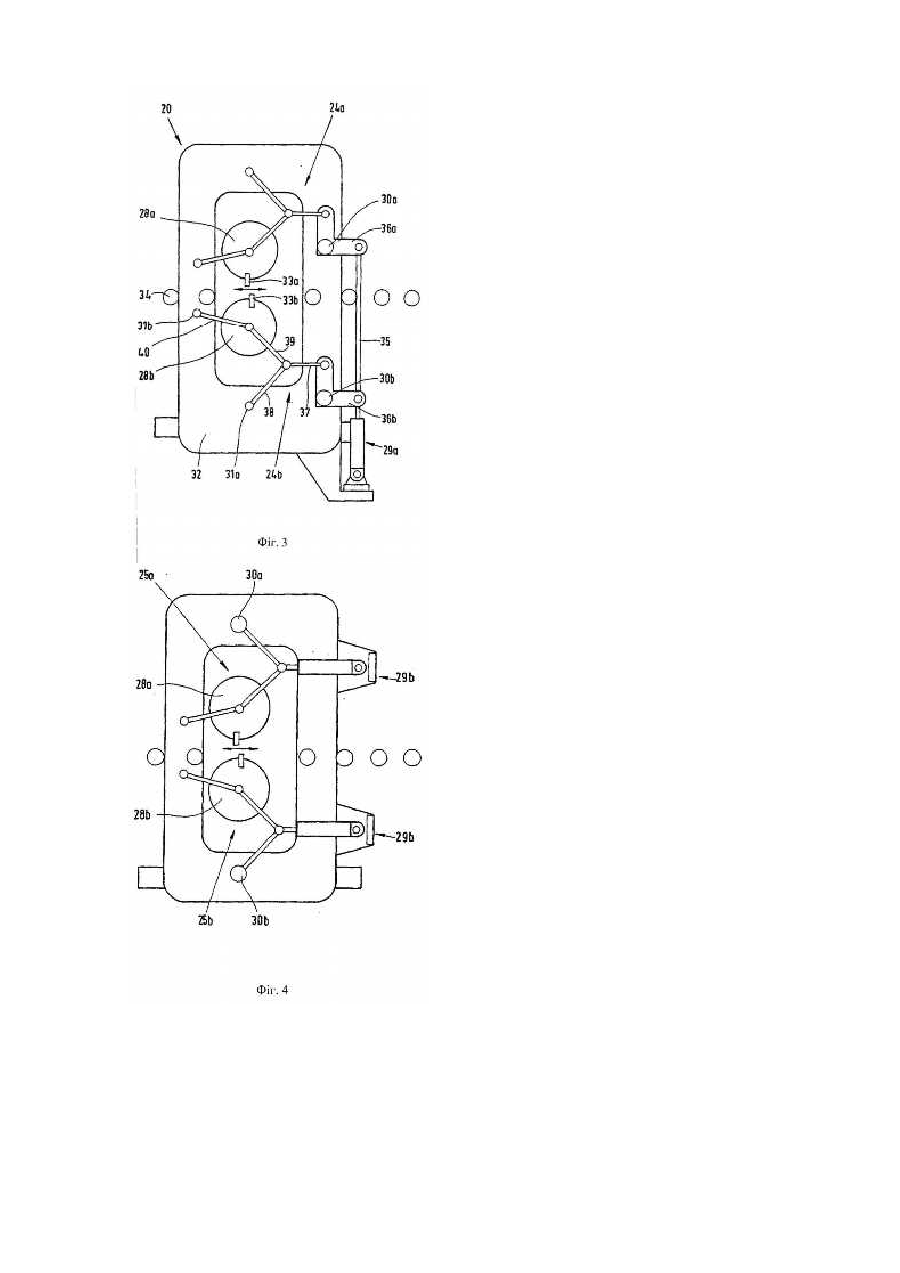
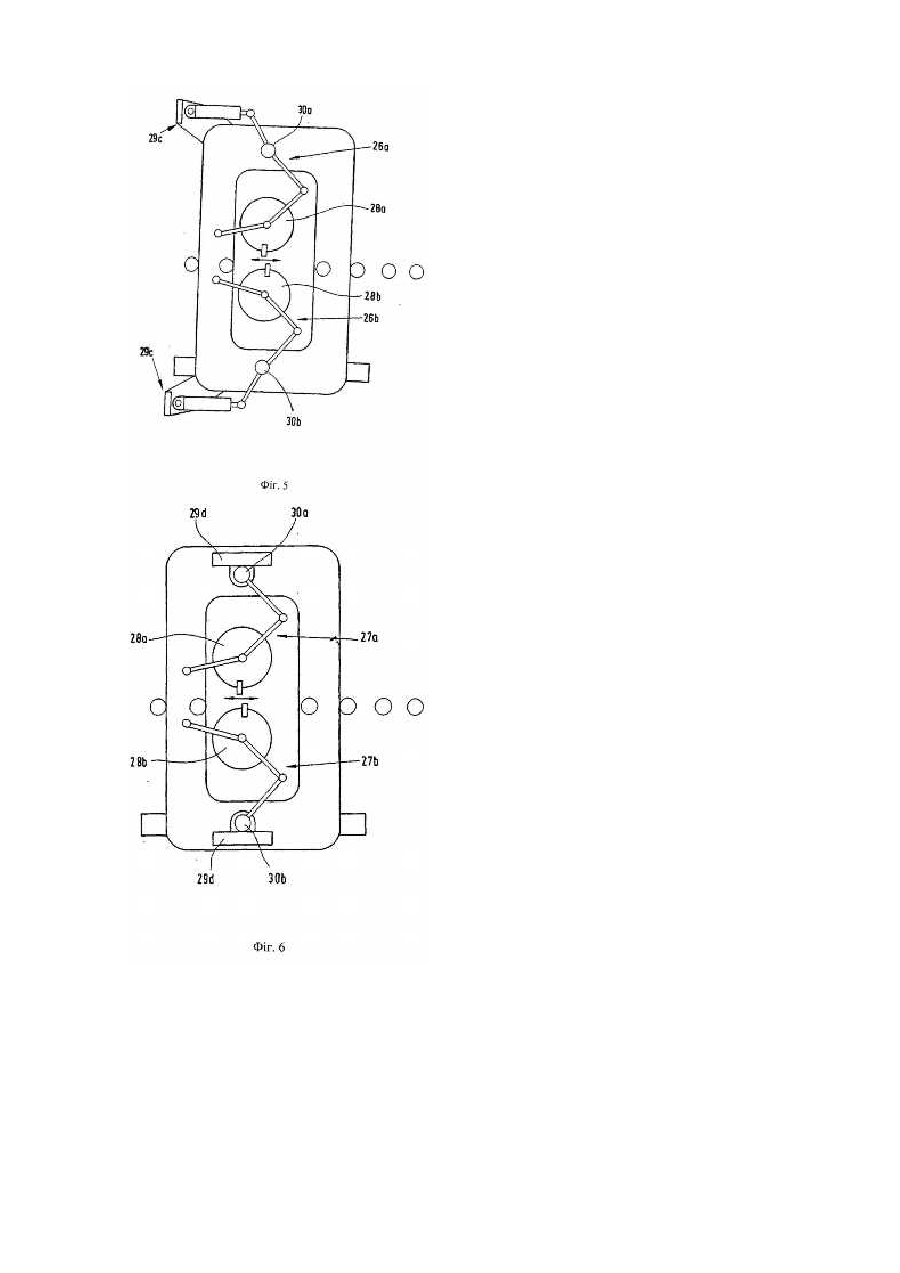
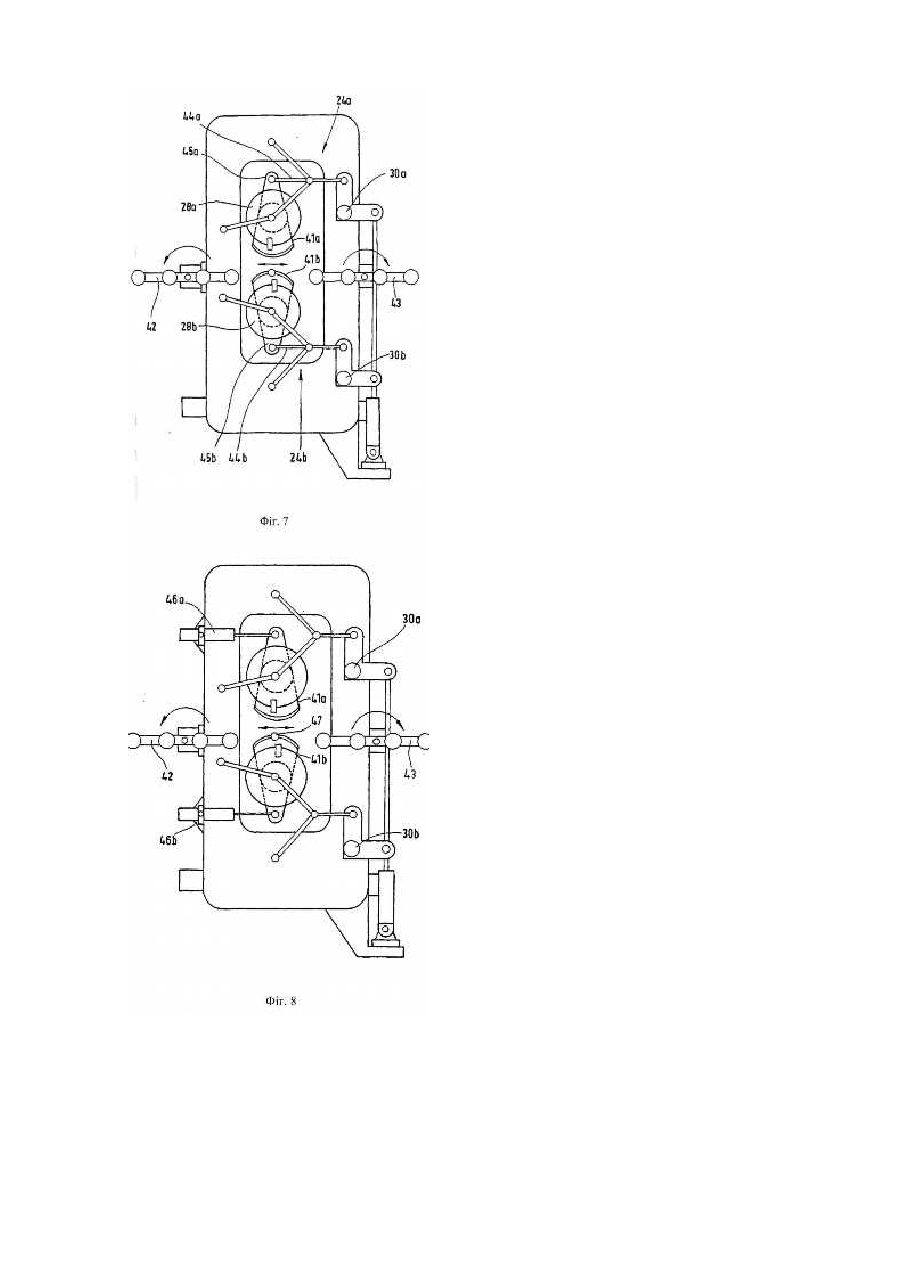
Винахід відноситься до способу і установки для гарячої прокатки штаб, зокрема із сталі, причому штабу прокатують у прокатній кліті Стеккеля. При цьому штабу піддають реверсивній прокатці і транспортують за допомогою тягнучих пристроїв між двома пічними моталками, кожна з яких розташована з одного боку від прокатної кліті Стеккеля. Тягнучі пристрої розташовані між відповідною пічною моталкою і прокатною кліттю Стеккеля. Установка з прокатною кліттю Стеккеля відома, наприклад, з [DE 19549208 А1]. Згідно з рівнем техніки, штабу, щонайменше, в одній реверсивній чорновій кліті прокатують за декілька чорнових проходів у штабову заготовку, а потім по проміжному рольгангу транспортують у чистову кліть Стеккеля. У чистовій кліті Стеккеля штабу за декілька проходів прокатують начисто у готову штабу заданої товщини. Після цього штабу, при необхідності, піддають форсованому охолодженню, намотують у моталці для готової штаби і відводять для подальшої обробки. Між чорновою кліттю або рольгангом і чистовою кліттю розташовані кінцеві ножиці, додані чорновому прокатному стану. За допомогою цих кінцевих ножиць відділяють нерівномірні передні і задні кінці штабової заготовки, що утворилися під час чорнової прокатки. Обрізану безпосередньо після чорнового прокатного стану штабу потім обтискають у прокатній кліті Стеккеля. При цьому внаслідок процесу прокатки знову утворюються нерівномірні кінці штаби або язики, які заважають її заправленню для процесу намотування у пічну моталку. Зокрема, у дуже тонких штаб і, тим самим, при сильно вираженому несприятливому утворенні язиків останні негативно позначаються на процесі намотування. Виправлення кінціь штаби у процесі прокатки у зоні чистової кліті у традиційних прокатних клітей Стеккеля неможливе. З [ЕР 0088201 В1] відомий реверсивний прокатний стан з двома моталками, в якого за другою чистовою кліттю і реверсивною моталкою розташовані кінцеві ножиці. Кінцеві ножиці складаються з нижнього і верхнього ножових валків, що приводяться з коловою швидкістю, яка відповідає швидкості проходження штаби, так що ножі під час різання рухаються разом зі штабою. На нижньому ножовому валку з можливістю обертання встановлений опорний ролик для гарячекатаної штаби, з тим щоб у зоні кінцевих ножиць забезпечити її рівнозначне щодо рольганга ведення. При приведенні в обертання ножових валків для процесу відрізування опорний ролик за рахунок обертання ножового валка повертається вниз навколо своєї осі із зони гарячекатаної штаби, щоб звільнити місце для врізування ножів. Після одного повного оберту ножового валка опорний ролик займає своє робоче положення. Функції різання і підтримання досягаються обертанням ножового валка навколо його осі. Реверсивні моталки не є пічними моталками. З [ЕР 0593398 А1] відома прокатна кліть Стеккеля для гарячої прокатки, причому між двома пічними моталками і прокатною кліттю розташований вузол із тягнучого пристрою і кінцевих ножиць. Кінцеві ножиці включають в себе необертові верхні і нижні ножі. Ножиці можуть обрізувати кінці штаби тільки тоді, коли вона нерухома. Необхідний час зупинки несприятливо позначається на температурі штаби, необхідній для одержання малих товщин штаби. Виходячи з цього, в основі винаходу лежить задача створення способу і установки вказаного типу, за допомогою яких можна було б обрізувати тонкі гарячі штаби без проблем і втрати часу. Ця задача вирішується за допомогою способу за п.1 формули і установки за п.3. Переважні модифікації наведені у залежних пунктах. Основною ідеєю винаходу є те, що штабу під час реверсивної прокатки у прокатній кліті Стеккеля обрізують за допомогою єдиних летючих кінцевих ножиць, розташованих між тягнучим пристроєм і прокатною кліттю Стеккеля. Летюче коректуюче обрізування забезпечується у зоні прокатної кліті Стеккеля єдиними ножицями. Це має ту перевагу, що нерівномірні кінці або язики, які утворюються, зокрема, при малих товщинах штаби, можуть бути видалені у процесі прокатки, що не заважає процесу намотування у пічних моталках або під час остаточного намотування. Оскільки кінцеві ножиці включені у процес реверсивної прокатки, обрізування можна здійснювати в обох напрямах руху штаби за допомогою єдиних ножиць. Зокрема, коли штабу прокатують до кінцевої товщини приблизно менше 2мм, відповідний кінець штаби, що входить у пічну моталку або рухається у напрямі цієї пічної моталки і розташованого перед нею тягнучого пристрою, обрізується вмонтованими кінцевими ножицями, так що процес може протікати у пічній моталці без затримок і збоїв. Самі кінцеві ножиці являють собою летючі ножиці, так що обрізування можна здійснювати під час прокатки при збереженні значною мірою швидкості прокатки. Завдяки летючому різанню при різанні майже не виникає втрат часу, так що штаба менше охолоджується, або зберігаються сприятливі температури штаби. Оскільки запропоновані кінцеві ножиці використовують у зоні прокатної кліті Стеккеля і, тим самим, при вже більш тонкій штабі, достатньо ножиць меншого у порівнянні з відомими ножицями на чорновому прокатному стані формату. Оскільки заважаючі кінці штаби утворюються тільки після декількох реверсивних проходів у чистовій кліті Стеккеля, ножиці можуть бути розраховані на відносно легке різання штаб малих товщин. Крім технологічного ланцюжка, відомого з [DE 19549208 А1], установка з прокатною кліттю Стеккеля і вмонтованими кінцевими ножицями між пічною моталкою і роликами тягнучого пристрою може бути використана також в інших альтернативних технологічних ланцюжках, відомих, наприклад, з [DE 4009860 С2.] Описаний тут технологічний ланцюжок включає в себе установку для безперервного лиття штаби CSP з розташованою за нею піччю-міксером, в якій штабовий вихідний матеріал по довжині штабових заготовок піддають вирівнюванню температури або нагріванню до температури прокатки. За піччю-міксером у напрямі транспортування штаб розташовані ножиці і прокатний стан, що складається з реверсивної кліті Стеккеля або безперервного чистового прокатного стану. Згадані ножиці служать у цьому технологічному ланцюжку для різання непридатного до прокатки матеріалу і не працюють -ж кінцеві ножиці. Зокрема, при переважному через низькі капіталовкладення використанні прокатної кліті Стеккеля як чистового прокатного стану у цьому технологічному ланцюжку летючі кінцеві ножиці у зоні прокатної кліті Стеккеля дають хорошу можливість коректування нерівномірних кінців штаби, що утворюються у процесі прокатки, і дозволяють уникнути порушень процесу намотування у пічних моталках. Згідно з особливо переважною модифікацією, кінцеві ножиці, розташовані між тягнучим пристроєм і прокатною кліттю Стеккеля, виконані у вигляді барабанно-ножових кінцевих ножиць з верхнім і нижнім підвідними ножовими барабанами для летючого різання штабового матеріалу, причому відповідний ножовий барабан, зокрема обидва барабани встановлені з можливістю переміщення між віддаленим від штабового матеріалу, що проходить, положенням під час прокатки і положенням обрізування. Подібні ножиці вмонтовані у технологічний ланцюжок між прокатною кліттю Стеккеля і пічною моталкою. Обидва ножові барабани знаходяться під час прокатки у відведеному назад положенні з великою відстанню між ножовим барабаном і штабою і приводяться у різальне положення тільки для різання. За рахунок цього ножові барабани у положенні прокатки розташовані не так близько до гарячої штаби. Теплове навантаження на ножові барабани тому значно знижене. Завдяки великій відстані від ножових барабанів до штаби через ножиці можуть бути безперешкодно пропущені також штаби з дефектами, наприклад, зі смугами ковзання або хвилястістю. Пошкодження верхньої або нижньої сторони штаби внаслідок контактування з ножовими барабанами ефективно відвернені. До того ж ножові барабани завдяки відстані до штаби можуть у переважній формі виконання постійно обертатися, так що теплове навантаження на периферію барабанів розподіляється рівномірно. Навіть якщо ножові барабани обертаються непостійно, їх своєчасно приводять у дію і синхронізують зі швидкістю руху штаби, перш ніж відбудеться різання. За рахунок цього потужність приводу ножиць може підтримуватися низькою. Необов'язковим є прискорення ножових барабанів у межах невеликого кута повороту (він становить звичайно 180-270°) до швидкості руху штаби, що пов'язано з високою потужністю пригоду. Згідно з переважним варіантом здійснення винаходу, при прокатці у проміжок між підвідними ножовими барабанами і штабою вводять теплозахисні екрани. Цей захід додатково знижує теплове навантаження на ножові барабани. Переважним чином нижній теплозахисний екран обладнаний одним або декількома несучими роликами, щоб підтримувати штабу при прокатці під час проходження. Відповідний несучий ролик на нижньому теплозахисному екрані виконаний стійким і переважно з можливістю приводу, щоб нижня сторона штаби, що проходить і підтримується, не була пошкоджена. Привід цього несучого ролика може здійснюватися зовні поза корпусом ножиць через шарнірний вал. Теплозахисні екрани, які через високе теплове навантаження на ножові барабани схильні до сильного зносу, виконані переважно з можливістю легкої заміни. їх також замінюють, наприклад, у процесі заміни ножів. Згідно з модифікацією установки, ножові барабани охолоджують зовні охолоджувальним засобом, наприклад, водою. Верхній теплозахисний екран служить у такому випадку як водовловлювальний жолоб, так що охолоджувальна вода для верхнього ножового барабана не вступає у контакт зі штабою, і температура штаби не знижується непотрібним чином. Можливе безперервне охолодження ножових барабанів під час проходження штаби через ножиці. Переважно відповідний поворотний теплозахисний екран встановлений на осі відповідного ножового барабана. Оскільки теплозахисні екрани не схильні до дуже великих механічних навантажень, для пригонки до діаметрів цапф ножових барабанів достатньо великих підшипників з малою несучою здатністю. Крім встановлення теплозахисних екранів на цапфах ножових барабанів можливе також їх закріплення з можливістю повороту на рамі ножиць або на подовжених напрямних важелях для ножових барабанів. Заявлене встановлення ножових барабанів відбувається переважно через нижню і верхню колінноважільні системи, які, згідно з однією модифікацією, об'єднані у замкненій рамі ножиць. Рама ножиць сприймає зусилля різання і служить одночасно фіксувальною точкою для зчленування ножових барабанів з напрямними важелями. Колінно-важільна система забезпечує у своєму розтягнутому положенні жорстке за фопмою, точне положення ножових барабанів для різання. Для встановлення потрібні відносно невеликі зусилля, оскільки переміщувати доводиться тільки ножові барабани. Зусилля різання виникає лише у кінцевому положенні колінчастих важелів. Кінцеве положення досягається незадовго до контактування ножів ножиць зі штабовим матеріалом. Відкидання теплозахисних екранів перед різанням може здійснюватися через сам колінно-важільний привід і є, тим самим, примусовим. Можуть використовуватися також окремі гідроциліндри, що забезпечують спрацьовування, яке краще керується за часом. Крім того, гідравлічне спрацьовування дає перевагу повороту теплозахисних екранів в обидві сторони, так що навпроти вхідного кінця штаби завжди знаходиться ввідна лійка. До того ж установка вдосконалена за рахунок спеціального рольганга. Він складається з двох поворотних рольгангів або вузлів, розташованих на вході і виході ножиць, і забезпечує транспортування штаби. В залежності від напряму руху штаби рольганговий вузол, що знаходиться позаду ножових барабанів, повертають вгору з можливістю вільного падіння вниз обрізаного кінця і його видалення без проблем. Як тільки це сталося, рольганговий вузол продовжують повертати, тобто повертають знову у горизонтальне положення або прокручують у тому ж напрямі повороту. Після закінчення цього процесу повороту наступний обрізаний кінець штаби можна уловити і підтримати для подальшого руху. Рекомендується довільний привід роликів поворотних рольгангових вузлів, щоб уникнути пошкодження нижньої сторони штаби. Привідне зусилля роликів може вводитися через центральну поворотну опору відповідного вузла. Розподіл привідного зусилля може здійснюватися через ланцюгові передачі або циліндричні колеса з проміжними колесами. Для приводу повороту рольганга або рольгангових вузлів може використовуватися гідродвигун або електродвигун з проміжним редуктором. Як варіант поворотних рольгангів можуть використовуватися також посилені поворотні напрямні плити, що виконують ту ж функцію видалення або уловлювання обрізаного кінця штаби. Винахід має ту перевагу, що нерівномірні кінці або язики, які утворюються, зокрема, у штаб малих товщин, можуть бути видалені як на передньому, так і на задньому кінці штаби у процесі прокатки, і це не заважає процесу намотування у пічних моталках або під час остаточного намотування. Нерівномірні кінці (початок штаби/кінець штаби) можуть бути скоректовані під час прокатки за допомогою обрізування летючими кінцевими ножицями з можливістю їх бездоганного заправлення у типові для процесу прокатки у кліті Стеккеля пічні моталки, зокрема, в уловлювальний проріз намотувальних барабанів. Також у рамках винаходу передбачене застосування багатосекційних прокатних клітей Стеккеля. Інші подробиці, ознаки і переваги винаходу приведені у нижченаведеному поясненні прикладу його здійснення, зображеного на кресленнях, на яких представлено: на Фіг.1 - схематично прокатна кліть Стеккеля з кінцевими ножицями, розташованими між тягнучим пристроєм і прокатною кліттю Стеккеля; на Фіг.2 - схематично традиційна установка з чорновою прокатною кліттю з розташованими за нею кінцевими ножицями і прилеглою прокатною кліттю Стеккеля; на Фіг.3 - схематично барабанно-ножові кінцеві ножиці з підвідними верхнім і нижнім ножовими барабанами, колінно-важільним приводом у першій формі виконання; на Фіг.4 - кінцеві ножиці за фіг.3 з колінно-важільним приводом у другій формі виконання; на Фіг.5 - кінцеві ножиці за Фіг.3 з колінно-важільним приводом у третій формі виконання; на Фіг.6 - кінцеві ножиці за Фіг.3 з колінно-важільним приводом у четвертій формі виконання; на Фіг.7 - кінцеві ножиці з поворотним приводом теплозахисних екранів для ножових барабанів за допомогою колінно-важільної системи; на Фіг.8 - кінцеві ножиці з гідравлічним поворотним приводом теплозахисних екранів; на Фіг.9 - кінцеві ножиці з поверненим поворотним рольгангом на лівій стороні; на Фіг.10 - кінцеві ножиці з поверненим поворотним рольгангом на правій стороні. Зображена на Фіг.2 традиційна установка для гарячої прокатки штаб включає в себе, щонайменше, одну реверсивну чорнову кліть 1 для чорнової прокатки штабової заготовки і, щонайменше, одну чистову кліть 2 Стеккеля для обтиснення штабової заготовки у готову штабу. Обидві частини 1, 2 установки з'єднані між собою проміжним рольгангом 3. Чистова кліть 2 Стеккеля, тут реверсивна кліть кварто, включає в себе дві пічні моталки 4, 5, в яких штабу намотують і одночасно підтримують при температурі прокатки. Після закінчення чистової прокатки штаба проходить через кінцевий вузол 6, що складається тут з охолоджувальної ділянки 6а, наприклад, ламінарної охолоджувальної ділянки і додаткової моталки 6Ь. Штабу намотують у рулон, щоб зробити її транспортабельною для подальшої обробки, наприклад, холодної прокатки або нанесення покриття або відправки. У напрямі транспортування штаби (стрілка) перед чистовою кліттю 2 Стеккеля розташовані кінцеві ножиці 7 для обрізування штабової заготовки. Кінцеві ножиці 7 розраховані за товщиною штабової заготовки, яка може становити приблизно 30мм, і має відповідну величину для необхідної роздільної дії. На Фіг.1 зображена односекційна прокатна кліть 8 Стеккеля, яка може бути, однак не обов'язково, інтегрована у технологічний ланцюжок на Фіг.2. Прокатна кліть 8 Стеккеля являє собою у цьому випадку також реверсивну кліть кварто. Також у рамках винаходу передбачене застосування багатосекційних прокатних клітей Стеккеля. У напрямі продовження виробництва (стрілка) перед і за реверсивною кліттю 8 Стеккеля розташовано по одній пічній моталці 9, 10. Пічна моталка 9, 10 містить піч з кожухом 11, 12 і намотувальний пристрій 13, 14 для намотування катаної штаби у рулон і її розмотування з рулону. Штриховими лініями 15, 16 позначена периферія відповідного намотаного рулону. Між відповідною пічною моталкою 9, 10 і кліттю 8 Стеккеля розташований тягнучий пристрій 17, 18 з двома тягнучими роликами, тобто на вхідній і вихідній сторонах чистової кліті розташовано по одному тягнучому пристрою. За допомогою відповідної, розташованої на пічній моталці 9, 10 пічної напрямної 19а, b вихідна або неактивна пічна моталка закривається, а пічна моталка, в якій відбувається намотування, відкривається. Між одним з цих тягнучих пристроїв, наприклад, тягнучим пристроєм 17 і прокатною кліттю 8 Стеккеля на її вхідній стороні розташовані єдині кінцеві ножиці 20, виконані меншими у порівнянні з відомими кінцевими ножицями для штабових заготовок (поз.7 на Фіг.2). Обрізані кінці можуть бути відведені через відповідний збиральний пристрій. За допомогою згаданих ножиць 20 передній і задній кінці штаби, що знаходиться у процесі прокатки, обрізують, тобто без істотних простоїв гарячої штаби і пов'язаних з цим втрат температур штаби, які перешкоджають досягненню малих товщин штаби приблизно 2мм і менше. Використання ножиць 20 передбачене, як це описано нижче, причому посилання здійснене на інші фігури, які показують барабанно-ножові кінцеві ножиці і потім пояснюються більш детально. Штаба виходить, наприклад, після декількох пропускань з реверсивної кліті 8 Стеккеля у напрямі пічної моталки 9. Виконання або форма кінця штаби (язика) робить необхідним обрізування для здійснення без перешкод процесу заправлення і намотування у пічній моталці. Для цього активують кінцеві ножиці, тобто зводять ножові барабани 28а, b (Фіг.3-6), і швидкість їх обертання пристосовують до відповідної швидкості прокатки штаби. Пристрої для відведення обрізаних кінців, у цьому випадку поворотний рольганг 42 (Фіг.9) юстирують. Регулювальний контур з використанням параметрів руху штаби/форми кінця штаби синхронізує положення ножів обертових барабанів з передбаченою точкою різання на кінці штаби. Відбувається обрізування. Потім ножові барабани 28а, b (Фіг.3-6) знову розводять і обрізану штабу за допомогою поверненого рольганга 42 (Фіг.9) направляють до тягнучого пристрою 17 і без затримки - у пічну моталку 9. Там катану штабу намотують доти, поки її задній кінець не досягне приблизно положення тягнучого пристрою. Катана штаба ненадовго зупиняється, після чого вона готова для наступного пропускання у протилежному, тобто реверсованому, напрямі. До цього моменту ножові барабани 28а, b (Фіг.3-6) ножиць 20 вже знову зведені і обертаються у протилежному колишньому напрямі. Поворотний рольганг 43 (Фіг.10) юстирують. Знову за допомогою регулювального контуру з урахуванням руху штаби/форми кінця штаби відбувається синхронізація обертання ножових барабанів і положення ножів з точкою різання на кінці штаби. Кінець штаби обрізують і обрізаний кінець видаляють. Обрізану штабу транспортують за допомогою рольганга 43 (Фіг.10) у напрямі реверсивної кліті Стеккеля і там піддають подальшій прокатці. Для того щоб транспортування штаби по стаціонарному рольгангу 21а, b поблизу прокатної кліті 8 Стеккеля зробити рівномірним, передбачені бічні напрямні 22а, b, не обмежені показаною протяжністю. На протилежній кінцевим ножицям 20 стороні між прокатною кліттю 8 Стеккеля і другим тягнучим пристроєм 18 розташований штабовий вимірник 23, який може бути включений у регулювальний контур для регулювання прокатної кліті 8 Стеккеля або міжвалкового проміжку. Крім того, одержані тут значення дозволяють зробити висновок про характер кінця і початку штаби, які можуть бути включені у процес регулювання кінцевих ножиць 20, щоб, наприклад, активувати летючі кінцеві ножиці 20 відповідно до необхідних довжин обрізування. На Фіг.3-6 зображені барабанно-ножові кінцеві ножиці 20 з верхніми і нижніми ножовими барабанами 28а, b, що підводяться через верхню і нижню колінно-важільні системи 24, 25, 26, 27а, b. Показані чотири різні форми виконання приводів 29a-d колінно-важільних систем для встановлення ножових барабанів 28а, b. Усім чотирьом формам виконання, якими винахід не обмежений, властиве те, що привід колінно-важільних систем відбувається з одного боку ножиць або у формі виконання на Фіг.6 зверху і знизу. Передача привідного моменту на колінно-важільну систему з іншого боку ножиць або ножових барабанів здійснюється за допомогою відповідно розрахованого синхронізуючого вала 30а, b. Слід відмітити, що на фігурах показаний лише принцип здійснення різних варіантів ножиць. Передаточні відношення важелів і результуючі з цього необхідні зміни кутового положення показані не у реальному масштабі. На Фіг.3 детально показана рама 32 ножиць з верхнім і нижнім ножовими барабанами 28а, b, на яких встановлені верхні і нижні ножі 33а, b. Між ножовими барабанами 28а, b штабу пропускають по рольгангу 34. Привідний момент відповідних колінно-важільних систем 24а, b передається за допомогою з'єднувальної штанги 35 з гідроприводом через верхній і нижній синхронізуючі вали 30а, b на іншу сторону ножиць. Колінноважільні системи 24а, b складаються зі з'єднаних із синхронізуючими валами 30а, b кутових важелів 36а, b, тяг 37, додаткових важелів 38, 39 і напрямних важелів 40. У протилежність до цього приводи 29b, c, d на Фіг.4-6 містять два роз'єднаних привідних вузла. У форми виконання на Фіг.6 привід утворений двома поворотними гідроприводами 29d, які впливають на відповідний синхронізуючий вал 30а, b між обома сторонами ножиць і викликають встановлення верхнього і нижнього ножових барабанів 28а, b через колінчасті важелі. [ На Фіг.7-10 зображене виконання кінцевих ножиць з теплозахисними екранами 41а, b, а також їх поворотним приводом і розташування і функціонування нового рольганга 42, 43. Теплозахисні екрани 41а, b встановлені на осі ножових барабанів 28а, b і показані у вихідному положенні, тобто у режимі прокатки. У формі виконання на Фіг.7 важіль 44а, b колінно-важільної системи 24а, b впливає на віддалений від штаби кінець 45а, b теплозахисного екрана 41а, b, повертаючи останній за допомогою приводу колінно-важільної системи 24а, b. У форми виконання на Фіг.8 ці приводи роз'єднані. Для повороту теплозахисних екранів 41а, b передбачені два окремих привідних вузла 46а, b у вигляді гідроциліндрів. У протилежність до. колінноважільної системи 24а, b теплозахисний екран 41а, b може повертатися за допомогою поршневого штока окремих привідних систем 46а, b як ліворуч, так і праворуч, сприяючи заправленню штаби. Для зниження шкідливого теплового навантаження на ножові барабани 28а, b їх охолоджують зовні водою. За рахунок вигнутої, увігнутої до осі барабанів форми верхнього теплозахисного екрана 41а охолоджувальна вода уловлюється. Нижній теплозахисний екран 41b містить переважно привідний несучий ролик 47, який запобігає провисанню штаби при проходженні через ножиці 20. При складеному теплозахисному екрані 41b несучий ролик 47 і його привід інтегровані у рольганг для штаби. Сам рольганг складається з двох рольгангових вузлів 42, 43, розташованих на вході і виході рами 32 ножиць. Такий рольганговий вузол 42, 43 виконаний незалежно від іншого рольганга у вигляді поворотного рольганга і містить центральну поворотну опору 48, 49 і у цій формі виконання - чотири додаткових ролики, якими винахід не обмежений. За допомогою Фіг.9 і 10 пояснюється функціонування поворотних рольгангів. У штаби з напрямом транспортування зліва направо, кінець якої обрізують, поворотний рольганг або рольганговий вузол 42, що знаходиться позаду ножових барабанів 28а, b, повертається із горизонтального положення у лівому напрямі вгору з можливістю випадання вниз обрізаного шматка по поверненому рольгангу із зони ножиць. Потім поворотний рольганг знову приводять у лівому напрямі у горизонтальне положення або прокручують, як це позначено кружками 50, щоб знову підтримати наступну головку штаби. На Фіг.10 показане положення поворотного рольганга або рольгангового вузла 43 при обрізуванні назад (праворуч). Після цього відбувається прокручування поворотного рольганга, щоб знову підтримати наступну головку штаби. За допомогою поворотних рольгангів або рольгангових вузлів 42, 43 досягається те, що обрізаний кінець не заважає матеріалу, що проходить, а може бути ефективно видалений з рольганга. Перелік посилальних позицій 1 - реверсивна кліть 2 - чистова кліть Стеккеля 3 - проміжний рольганг 4 - пічна моталка 5 - пічна моталка 6 - кінцевий вузол, що охолоджує ділянку 6а 7 - кінцеві ножиці для штабової заготовки 8 - прокатна кліть Стеккеля 9 - пічна моталка 10 - пічна моталка 11 - кожух печі 12 - кожух печі 13 - намотувальний пристрій 14 - намотувальний пристрій 15 - периферія рулону 16 - периферія рулону 17 - тягнучий пристрій 18 - тягнучий пристрій 19 - пічна напрямна 20 - кінцеві ножиці 21 - стаціонарний рольганг 21а, b 22 - бічні напрямні 22а, b 23 - штабовий вимірник 24 - колінно-важільна система 25 - колінно-важільна система 26 - колінно-важільна система 27 - колінно-важільна система 28 - ножові барабани 28а, b 29 - приводи 29a-d 30 - синхронізуючі вали 30а, b 31 - місця опори 3 la, b 32 - рама ножиць 33 - ножі 33а, b 34 - рольганг 35 - поршневий шток 36 - колінчасті важелі 36а, b 37 - важіль 38 - важіль 39 - важіль 40 - важіль 41 - теплозахисний екран 40а, b 42 - поворотні рольгангові вузли 43 - поворотний рольганговий вузол 44 - важіль 45 - кінець теплозахисного екрана 46 - окремий привідний блок 47 - несучий ролик 48 - центральна поворотна опора 49 - центральна поворотна опора
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and installation for hot-rolling strips using reversible steckel rolling frame
Назва патенту російськоюСпособ и установка для горячей прокатки полос в реверсивной прокатной клети стеккеля
МПК / Мітки
МПК: B21B 1/30
Мітки: гарячої, штаб, прокатній, прокатки, спосіб, установка, кліті, стеккеля
Код посилання
<a href="https://ua.patents.su/9-79184-sposib-i-ustanovka-dlya-garyacho-prokatki-shtab-u-prokatnijj-kliti-stekkelya.html" target="_blank" rel="follow" title="База патентів України">Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля</a>
Спосіб гарячої прокатки надтонких штаб
Номер патенту: 78125
Опубліковано: 15.02.2007
Автори: Іванченко Віталій Георгійович, Коваль Сергій Миколайович, Сімененко Олег Володимирович, Піховкін Микола Миколайович, Тилик Василь Трохимович, Мацко Сергій Володимирович, Кузьмичов Вячеслав Михайлович, Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович
Мітки: штаб, прокатки, надтонких, гарячої, спосіб
Формула / Реферат:
Спосіб гарячої прокатки надтонких штаб у чистовій кліті безперервного широкоштабового стана, що включає установку міжвалкового зазору в чистовому проході, з урахуванням величини перевищення товщини штаби після чистового проходу над номінальною товщиною, обтиснення штаби в робочих валках, їхню перестановку в ході однієї кампанії, який відрізняється тим, що значення величини перевищення товщини штаби після чистового проходу над номінальною...
Установка гарячої прокатки та спосіб її експлуатації
Номер патенту: 77964
Опубліковано: 15.02.2007
Автори: Зудау Петер, Хафер Йоахім, Розенталь Дітер
Мітки: експлуатації, спосіб, гарячої, установка, прокатки
Формула / Реферат:
1. Установка гарячої прокатки для прокатки тонкої гарячекатаної стрічки розширеного сортаменту прокату з матеріалу з різної деформованістю, яка відрізняється тим, що включає в себе:установку безперервного розливання сталі (УБРС) (1) для відливання нескінченних слябів;встановлені за УБРС (1) для відливання тонких слябів ножиці (2) для розрізання відлитих безперервним способом слябів на необхідні довжини, які відповідають довжині...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: гарячої, здійснення, тонкої, стан, штаби, спосіб, прокатки
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб гарячої прокатки штаб
Номер патенту: 20129
Опубліковано: 25.12.1997
Автори: Мовшович Вілорд Соломонович, Піховкін Микола Миколайович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Штехно Олег Миколайович, Тилик Василь Трохимович, Коваль Сергій Миколайович
МПК: B21B 1/22
Мітки: прокатки, штаб, спосіб, гарячої
Формула / Реферат:
Способ горячей прокатки полос, включающий неравномерное обжатие по ширине полосы в листовой клети, отличающийся тем, что величину обжатия в направлении кромки полосы уменьшают пропорционально уменьшению диаметра валка, а величина уменьшения диаметра валка пропорциональна разнице температур на краевых участках ширины раската и равна (мм):f = (0,014-0,038) Dtгр, где f - глубина концевого скоса валка;Dtгр - разница...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Лівшиц Леонід Аркадійович, Тилик Василь Трохимович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Клочков Володимир Васильович, Штехно Олег Миколайович, Фішкін Ісаак Борисович, Качан Олександр Михайлович, Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Піховкін Микола Миколайович, Пінчук Віталій Іосифович
МПК: B21B 1/22
Мітки: прокатки, спосіб, гарячої, штаб
Формула / Реферат:
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Попередній патент: Спосіб подачі палива у двозонну камеру згоряння двокаскадного газотурбінного двигуна
Наступний патент: Пристрій для транспортування і очистки коренебульбоплодів
Випадковий патент: Агрегат для приготування кормосумішей