Спосіб кування заготівок з нерівномірним температурним полем
Номер патенту: 118083
Опубліковано: 25.07.2017
Автори: Жбанков Ярослав Геннадійович, Самоглядов Антон Діомидович


Формула / Реферат
Спосіб кування заготівок з нерівномірним температурним полем, який полягає у нагріванні заготівки до температури кування і її протягуванні комбінованими бойками, який відрізняється тим, що вихідна заготівка нагріта рівномірно протягується по всій довжині в декілька етапів, на першому за декілька проходів із відносним обтисканням 0,15…0,25 та відносною подачею 0,3…0,5 від діаметра заготівки, при охолодженні поверхні заготівки на 100 градусів із відносним обтисканням 0,2…0,25 та відносною подачею 0,5…0,7, при охолодженні поверхні заготівки на 200 градусів із відносним обтисканням 0,2…0,25 та відносною подачею 0,7…1,1, при охолодженні поверхні заготівки на 300 градусів із відносним обтисканням 0,1…0,15 та відносною подачею 0,7…1,1.
Текст
Реферат: UA 118083 U UA 118083 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при виготовленні крупних поковок із різних сталей та сплавів. Відома технологія кування здійснюється нагріванням заготівки до температури кування та протягуванням комбінованими бойками до розмірів поковки [1]. Найбільш близьким аналогом способу, вибраним як прототип, є спосіб протягування, який полягає у нагріванні заготівки до температури кування та протягуванні її комбінованими бойками до розмірів поковки із постійним обтисканням [2]. Загальними суттєвими ознаками відомого способу та того, що заявляється, є нагрівання заготівки до температури кування і її протягування комбінованими бойками. Недоліками відомого способу є утворення суттєвої нерівномірності розподілу деформацій в заготівці, внаслідок поступового охолодження її поверхні та постійної величини обтискань бойками, що викликає наявність зон деформацій із різною величиною, та як наслідок нерівномірний розподіл механічних властивостей, обумовлений різнозернистістю. В основу корисної моделі поставлена задача зменшення нерівномірності розподілу деформацій за поперечним перетином заготівки і як наслідок підвищення механічних та експлуатаційних властивостей виробу. Поставлена задача вирішується завдяки тому, що вихідна заготівка із вуглецевої сталі спочатку рівномірно підігрівається до температури кування і протягується комбінованими бойками із відносним обтисканням 0,15…0,25 від її діаметра та відносною подачею 0,3…0,5 діаметра заготівки. При зниженні температури поверхні заготівки на 100 градусів від вихідної, протягування здійснюється із відносним обтисканням 0,2…0,25 та відносною подачею 0,5…0,7. При зниженні температури поверхні на 200 градусів від вихідної, відносне обтискання дорівнює 0,2…0,25, відносна подача дорівнює 0,7…1,1. При зниженні температури поверхні на 300 градусів від вихідної, відносне обтиснення дорівнює 0,1…0,15, відносна подача дорівнює 0,7…1,1. Протягування заготівки здійснюється до поковочних розмірів. При виготовленні поковок запропонованим способом при охолодженні поверхні заготовки формуються шари металу з різними механічними властивостями, що обумовлюється їх різною температурою. Охолодження заготівки призводить до того, що при постійних обтисканнях деформуватися будуть більш пластичні зони заготівки, які розташовані в центральній частині. Таким чином буде формуватися яскраво виражена нерівномірність деформацій. Змінення відносного обтиснення та відносної подачі дозволяє керувати висотою осередку деформацій який виникає в заготівці. При зниженні температури поверхні заготівки, зниження величини обтискань призведе до зниження висоти осередку деформацій, що обумовить більш рівномірний розподіл деформацій в поковці. Спосіб здійснюється наступним чином. Вихідна заготівка перед куванням підлягає рівномірному нагріванню до температури кування. Далі заготівка протягується по всій довжині комбінованими бойками в декілька етапів. На першому етапі заготівка деформується в бойках із обтисканнями до 0,15…0,25 від її діаметру та подачами 0,3…0,5 за декілька проходів. Після падіння температури поверхні заготовки на 100 градусів, заготівка протягується із відносними обтисканнями до 0,2…0,25 та подачею 0,5…0,7. Після падіння температури поверхні заготовки на 200 градусів, заготівка протягується із відносними обтисканнями до 0,2…0,25 та подачею 0,7…1,1. Після падіння температури поверхні заготовки на 300 градусів, заготівка протягується із відносними обтисканнями до 0,1…0,15 та подачею 0,7…1,1. Протягування здійснюється до поковочних розмірів. При охолодженні заготівки до меншої температури, температурного інтервалу кування, заготівка підігрівається. При куванні заготівки в такий спосіб, підвищується рівномірність розподілу механічних властивостей за поперечним перетином заготівки за рахунок зменшення різнозернистості. Джерела інформації: 1. Теория и технология ковки / Л.Н. Соколов, Н.К. Голубятников, В.Н. Ефимов, И.П. Шелаев / Под ред. Л.Н. Соколова. - К.: Вища школа. Головное изд-во, 1989. - 317 с., ил. 2. Технология ковки: учебник для вузов / Л.Н. Соколов, И.С. Алиев. О.Е. Марков, Л.И. Алиева. - Краматорск: ДГМА, 2011. - 268 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб кування заготівок з нерівномірним температурним полем, який полягає у нагріванні заготівки до температури кування і її протягуванні комбінованими бойками, який відрізняється тим, що вихідна заготівка нагріта рівномірно протягується по всій довжині в декілька етапів, на першому за декілька проходів із відносним обтисканням 0,15…0,25 та відносною подачею 1 UA 118083 U 5 0,3…0,5 від діаметра заготівки, при охолодженні поверхні заготівки на 100 градусів із відносним обтисканням 0,2…0,25 та відносною подачею 0,5…0,7, при охолодженні поверхні заготівки на 200 градусів із відносним обтисканням 0,2…0,25 та відносною подачею 0,7…1,1, при охолодженні поверхні заготівки на 300 градусів із відносним обтисканням 0,1…0,15 та відносною подачею 0,7…1,1. Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 1/04
Мітки: заготівок, полем, кування, нерівномірним, температурним, спосіб
Код посилання
<a href="https://ua.patents.su/4-118083-sposib-kuvannya-zagotivok-z-nerivnomirnim-temperaturnim-polem.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготівок з нерівномірним температурним полем</a>
Спосіб кування заготівок з нерівномірним температурним полем
Номер патенту: 117753
Опубліковано: 10.07.2017
Автор: Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: заготівок, спосіб, кування, температурним, полем, нерівномірним
Формула / Реферат:
Спосіб кування заготівок з нерівномірним температурним полем, що включає нагрівання заготівки до температури кування і її протягування плоскими бойками, який відрізняється тим, що вихідну заготівку, нагріту рівномірно, протягують по всій довжині в декілька етапів, на першому за декілька проходів із відносним обтисканням 0,1…0,2 та відносною подачею 0,5…1,1 від діаметра заготівки, при охолодженні поверхні заготівки на 100 градусів із...
Спосіб диференційованого кування заготівок
Номер патенту: 81347
Опубліковано: 25.06.2013
Автори: Жбанков Ярослав Геннадійович, Швець Олексій Анатолійович, Алієв Іграмотдін Сєражутдінович
МПК: B21J 1/04
Мітки: диференційованого, спосіб, кування, заготівок
Формула / Реферат:
Спосіб диференційованого кування заготівок, який включає нагрівання заготівки до температури кування і її протягування бойками, який відрізняється тим, що вихідна заготівка протягується по всій довжині в декілька етапів, які можуть здійснюватись в різній черговості, на першому за декілька проходів із відносним обтисканням до 0,1 та відносною подачею до 0,5 від діаметра заготівки, на черговому етапі протягування здійснюється із обтисканнями...
Спосіб кування заготівок

Номер патенту: 81227
Опубліковано: 25.06.2013
Автори: Швець Олексій Анатолійович, Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: спосіб, заготівок, кування
Формула / Реферат:
Спосіб кування заготівок, який полягає у протягуванні заготівки з неоднорідним температурним полем плоскими бойками, який відрізняється тим, що вихідна нагріта заготівка охолоджується з двох боків таким чином, щоб в її поперечному перерізі виникли дві локальні низькотемпературні зони, розташовані симетрично одна навпроти іншої, після чого заготівка встановлюється в бойки так, щоб між робочою поверхнею бойка та межею низькотемпературних зон...
Спосіб кування заготівок

Номер патенту: 106734
Опубліковано: 10.05.2016
Автор: Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: заготівок, спосіб, кування
Формула / Реферат:
Спосіб кування заготівок, який полягає у осадженні заготівки плоскими плитами, який відрізняється тим, що вихідна нагріта заготівка охолоджується в середній за довжиною частині таким чином, щоб в її поздовжньому перерізі виникли дві локальні високотемпературні зони, розташовані симетрично одна навпроти іншої, після чого заготівка встановлюється в плоскі плити так, щоб її торці контактували із робочою поверхнею інструменту.
Спосіб кування заготівок
Номер патенту: 106736
Опубліковано: 10.05.2016
Автор: Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: кування, заготівок, спосіб
Формула / Реферат:
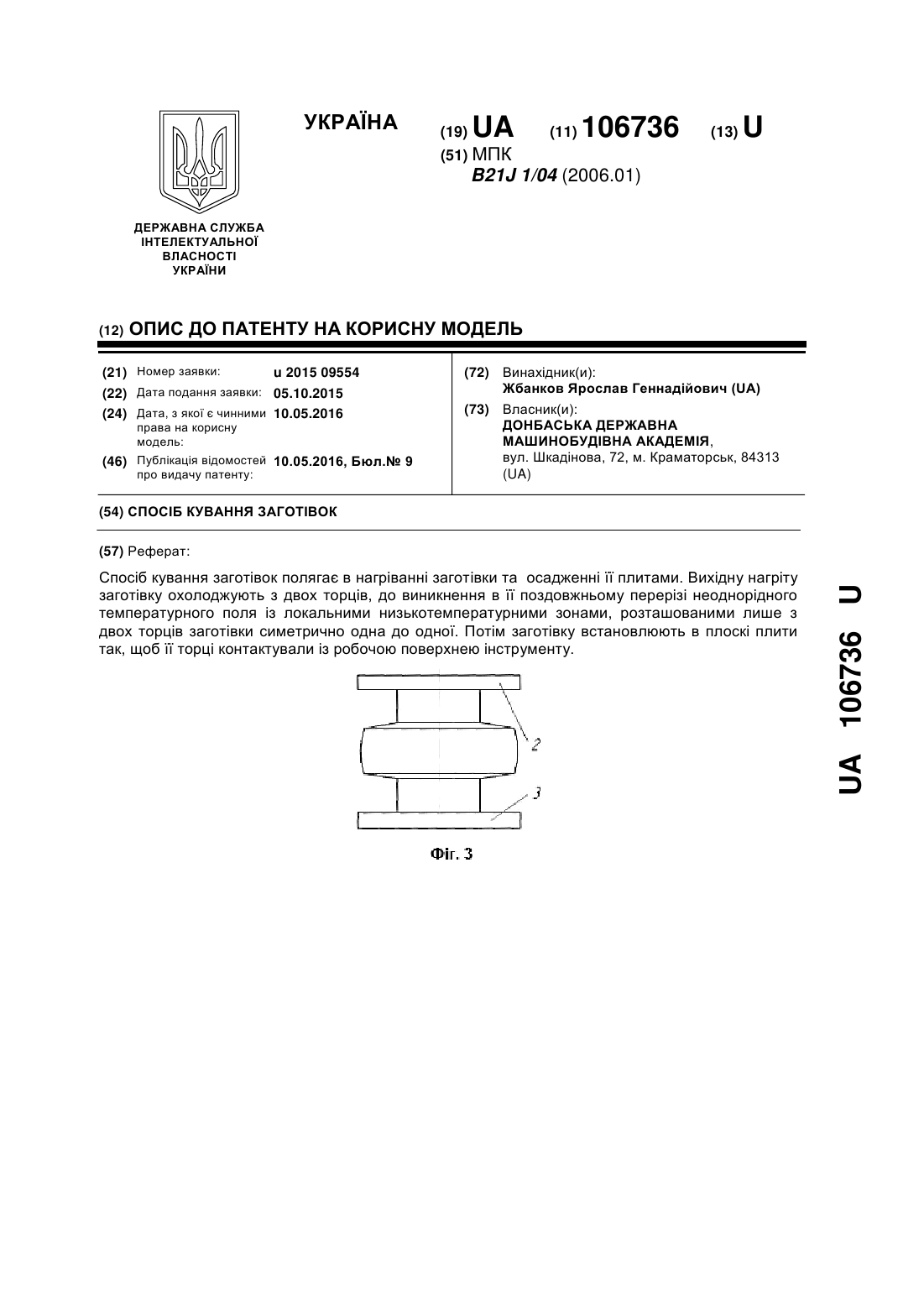
Спосіб кування заготівок, який полягає в нагріванні заготовки та осадженні її плитами, який відрізняється тим, що вихідну нагріту заготівку охолоджують з двох торців, до виникнення в її поздовжньому перерізі неоднорідного температурного поля із локальними низькотемпературними зонами, розташованими лише з двох торців заготівки симетрично одна до одної, після чого заготівка встановлюється в плоскі плити так, щоб її торці контактували із...
Попередній патент: Пристрій для синтезу нових матеріалів
Наступний патент: Спосіб проектування швидкодіючих систем керування гідравлічними пресами
Випадковий патент: Спосіб визначення коефіцієнта температуропровідності матеріалів