Машина для контактного стикового зварювання труб
Номер патенту: 11921
Опубліковано: 25.12.1996
Автори: Кучук-Яценко Сергій Іванович, Галян Борис Панасович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович

Формула / Реферат
1. Машина для контактной стыковой сварки труб, включающая зажимные устройства, каждое из которых выполнено в виде корпуса с осью и радиально расположенными в нем элементами, установленными с возможностью перемещения и взаимодействия с синхронизирующим устройством и механизмом возврата, отличающаяся тем, что, с целью повышения надежности и упрощения конструкции, радиально расположенные элементы установлены в полости, выполненной на одном конце корпуса и заполненной жидкостью, синхронизирующее устройство выполнено в виде установленного на оси корпуса с возможностью вращения элемента, один конец которого связан с каждым радиально расположенным элементом, а другой снабжен упорами, а механизм возврата выполнен в виде штоков, установленных в выполненных на другом конце корпуса полостях с возможностью взаимодействия с упорами синхронизирующего устройства.
2. Машина по п.1, отличающаяся тем, что элемент синхронизирующего устройства выполнен в виде диска, связанного с каждым радиально расположенными элементом шарнирно с помощью серег.
3. Машина по п.1, отличающаяся тем, что элемент синхронизирующего устройства выполнен в виде шестерни, связанной с каждым радиально расположенным элементом посредством жестко закрепленных на них в разных плоскостях реек.
Текст
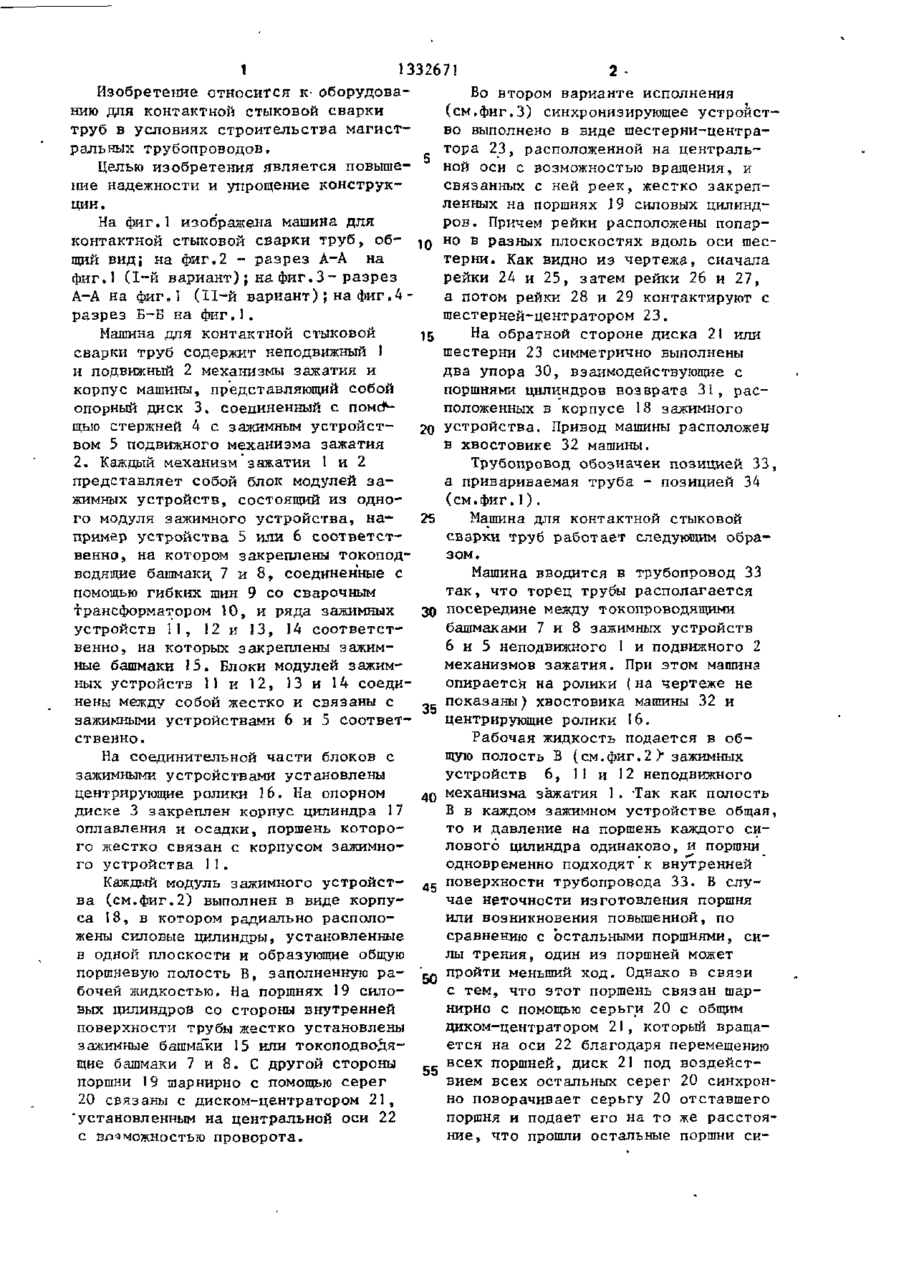
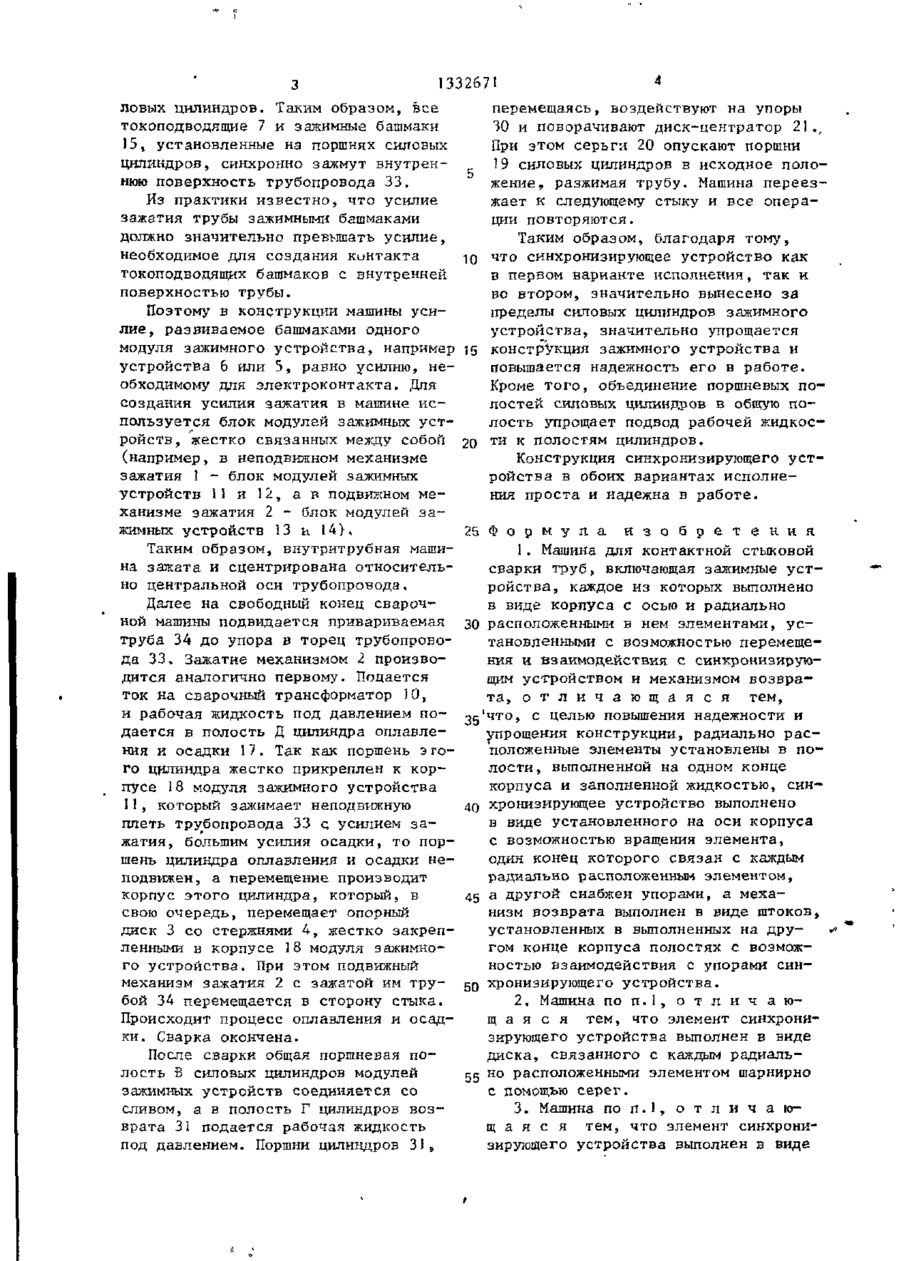
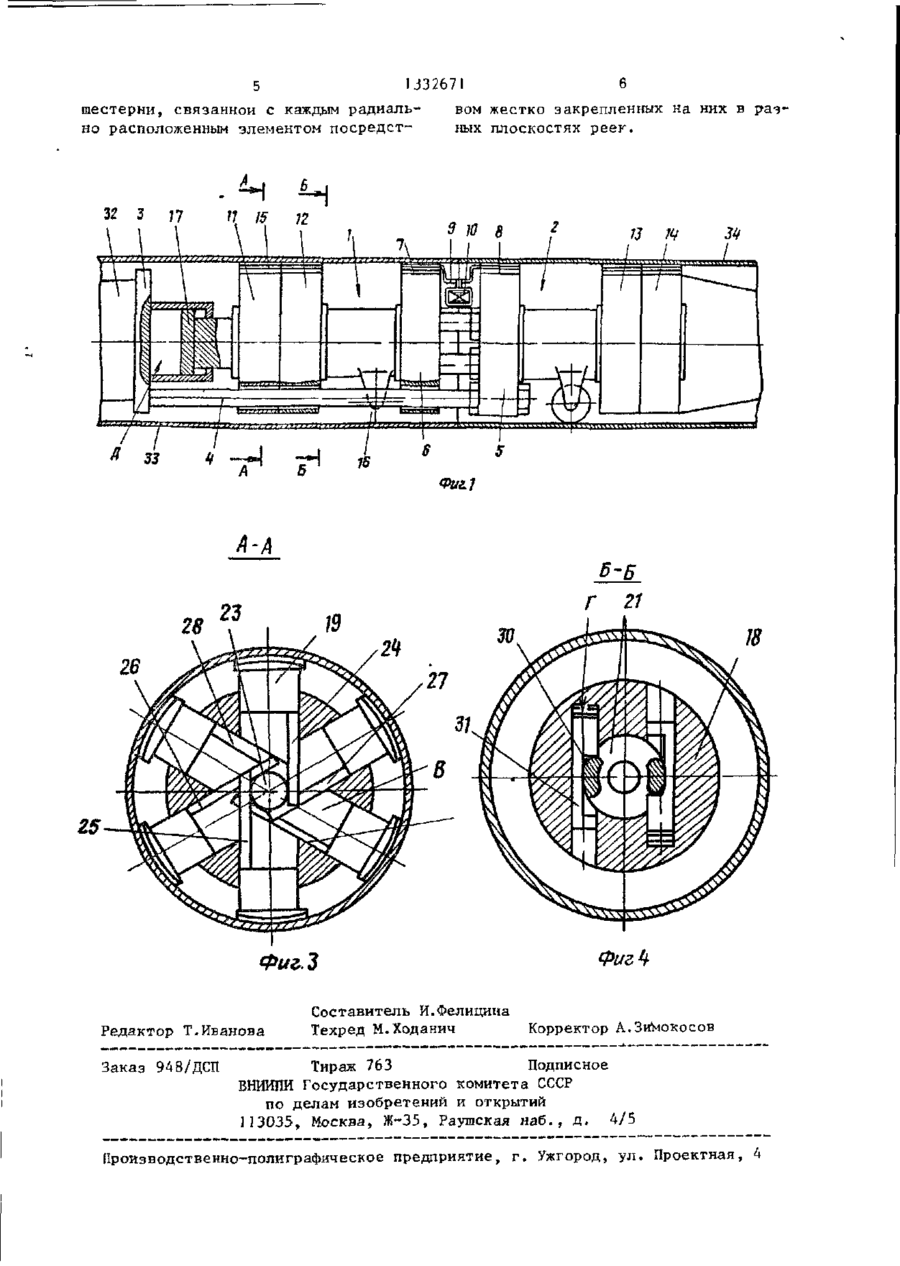
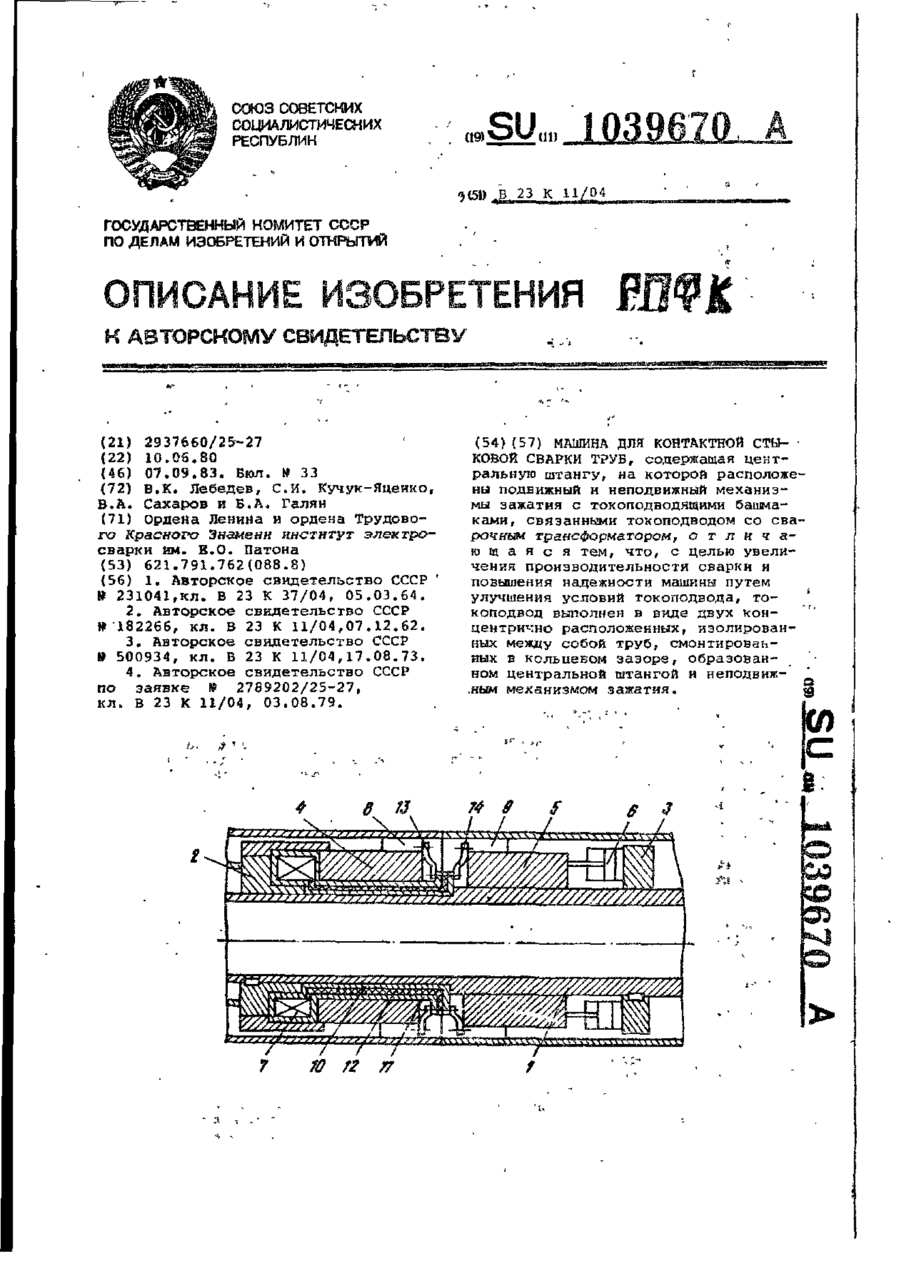
Изобретение относится к контактной стьжовой сварке кольцевых стыков труб в условиях строительства магистральных трубопроводов. Цель изобретения - повышение надежности и упрощение конструкции. Это достигается тем, что машина содержит неподвижный и подвижный механизмы за А-А 20 15 Фиг, 2 1 1 332671 2 • Изобретение относится к- оборудоваВо втором варианте исполнения (см.фиг.3) синхронизирующее устройстнию для контактной стыковой сварки во выполнено в виде шестерни-центратруб в условиях строительства магисттора 23, расположенной на центральральных трубопроводов. 5 Целью изобретения является повышенои оси с возможностью вращения, и ние надежности и упрощение конструксвязанных с ней реек, жестко закрепции. ленных на поршнях J 9 силовых цилиндНа фиг.1 изображена машина для ров. Причем рейки расположены попарконтактной стыковой сварки труб, обно в разных плоскостях вдоль оси шес10 щий вид; на фиг.2 - разрез А-А на терни. Как видно из чертежа, сначала фиг.1 (1-й вариант); на. фиг,3 - разрез рейки 24 и 25, затем рейки 26 и 27, А-А на фиг.1 (11-й вариант); на фиг.4 а потом рейки 28 и 29 контактируют с разрез Б-Б на фиг.1. шестерней-центратором 23. Машина для контактной стыковой 15 На обратной стороне диска 21 или сварки труб содержит неподвижный 1 шестерни 23 симметрично выполнены и подвижный 2 механизмы зажатия и два упора 30, взаимодействующие с корпус машины, представляющий собой поршнями цилиндров возврата 31, рас4 опорный диск 3. соединенный с помо положенных в корпусе 18 зажимного щыо стержней 4 с зажимным устройст20 Устройства. Привод машины расположен вом 5 подвижного механизма зажатия в хвостовике 32 машины. 2. Каждый механизм зажатия 1 и 2 Трубопровод обозначен позицией 33, представляет собой блок модулей заа привариваемая труба - позицией 34 жимных устройств, состоящий из одно(см.фиг.1). го модуля зажимного устройства, на25 Машина для контактной стыковой пример устройства 5 или 6 соответстсварки труб работает следующим обравенно, на котором закреплены токоподзом. водящие башмаки, 7 и 8, соединенные с Машина вводится в трубопровод 33 помощью гибких шин 9 со сварочным так, что торец трубы располагается трансформатором 10, и ряда зажимных 30 посередине между токопроводящими устройств 11, 12 и 13, 14 соответстбашмаками 7 и 8 зажимных устройств венно, на которых закреплены зажим6 и 5 неподвижного 1 и подвижного 2 ные башмаки 15. Блоки модулей зажиммеханизмов зажатия. При этом машина ных устройств 11 и 12, 13 и 14 соеди' опирается на ролики (на чертеже не нены между собой жестко и связаны с „ показаны) хвостовика машины 32 и _ зажимными устройствами 6 и 5 соответцентрирующие ролики I6. ственно. Рабочая жидкость подается в обНа соединительной части блоков с щую полость В (см.фиг.2 У зажимных зажимными устройствами установлены устройств 6, 1I и 12 неподвижного центрирующие ролики 16. На опорном 40 механизма зажатия 1. -Так как полость диске 3 закреплен корпус цилиндра 17 В в каждом зажимном устройстве общая, оплавления и осадки, поршень которото и давление на поршень каждого сиго жестко связан с корпусом зажимнолового цилиндра одинаково, и поршни го устройства 11. одновременно подходят к внутренней Каждый модуль зажимного устройст- 4 5 поверхности трубопровода 33. В слува (см.фиг.2) выполнен в виде корпучае неточности изготовления поршня са 18, в котором радиально располоили возникновения повышенной, по жены силовые цилиндры, установленные сравнению с остальными поршнями, сив одной плоскости и образующие общую лы трения, один из поршней может поршневую полость В, заполненную ра- 50 пройти меньший ход. Однако в связи с тем, что этот поршень связан шарбочей жидкостью. На поршнях 19 силонирно с помощью серьги 20 с общим вых цилиндров со стороны внутренней диком-центратором 21, который вращаповерхности трубы жестко установлены ется на оси 22 благодаря перемещению зажимные башмаки 15 или токоподводя„ всех поршней, диск 21 под воздейстщие башмаки 7 и 8. С другой стороны вием всех остальных серег 20 синхронпоршни 19 шарнирно с помощью серег но поворачивает серьгу 20 отставшего 20 связаны с диском-центратором 21, поршня и подает его на то же расстоя"установленным на центральной оси 22 ние, что прошли остальные поршни сис возможностью проворота. З 133267 ловых цилиндров. Таким образом, все токоподводящие 7 и зажимные башмаки 15, установленные на поршнях силовых цилиндров, синхронно з ажмут внутреннюю поверхность трубопровода 3 3 . Яз практики и з в е с т н о , что усилие зажатия трубы зажимными башмаками должно значительно превышать усилие, необходимое для создания контакта токоподводяших башмаков с внутренней поверхностью трубы. Поэтому в конструкции машины усил и е , развиваемое башмаками одного модуля зажимного устройства, например устройства 6 или 5, равно усилию, н е обходимому для электроконтакта. Для создания усилия зажатия в машине и с пользуется блок модулей зажимных устройств, жестко связанных между собой (например, в неподвижном механизме зажатия I - блок модулей зажимных устройств П и 12, а в подвижном механизме зажатия 2 - блок модулей з а жимных устройств 13 и 14). Таким образом 5 внутритрубная машина зажата и сцентрирована относительно центральной оси трубопровода. Далее на свободный конец сварочной машины подвидается привариваемая труба 34 до упора в торец трубопровода 3 3 . Зажатие механизмом 2 производится аналогично первому. Подается ток на сварочный трансформатор 10, и рабочая жидкость под давлением подается в полость Д цилиндра оплавления и осадки \1. Так как поршень э гого цилиндра жестко прикреплен к к о р пусе 18 модуля зажимного устройства 11, который зажимает неподвижную плеть трубопровода 33 q усилием з а жатия, большим усилия осадки, то поршень цилиндра оплавления и осадки н е подвижен, а перемещение производит корпус этого цилиндра, который, в свою очередь, перемещает опорный диск 3 со стержнями 4 , жестко закрепленными в корпусе 18 модуля зажимного устройства. При этом подвижный механизм зажатия 2 с зажатой им трубой 34 перемещается в сторону стыка. Происходит процесс оплавления и осадки. Сварка окончена. После сварки общая поршневая полость В силовых цилиндров модулей зажимных устройств соединяется со сливом, а в полость Г цилиндров в о з врата 31 подается рабочая жидкость под давлением. Поршни цилиндров 3 ! s перемещаясь, воздействуют на упоры 30 и поворачивают диск-центратор 2 1 . г При этом серьги 20 опускают поршни 19 силовых цилиндров в исходное положение , разжимая трубу. Машина п е р е е з жает к следующему стыку и все операции повторяются. Таким образом, благодаря тому, что синхронизирующее устройство как в первом варианте исполнения, так и во втором, значительно вынесено за пределы силовых цилиндров зажимного устройства, значительно упрощается 15 конструкция зажимного устройства и повышается надежность его в р а б о т е . Кроме т о г о , объединение поршневых п о лостей силовых цилиндров в общую п о лость упрощает подвод рабочей жидкос20 ти к полостям цилиндров. Конструкция синхронизирующего у с т ройства в обоих вариантах исполнения проста и надежна в р а б о т е . 25 Ф о р м у л а и з о б р е т е н и я 1. Машина для контактной стыковой сварки труб, включающая зажимные у с т р о й с т в а , каждое из которых выполнено в виде корпуса с осью и радиально 30 расположенными в нем элементами, у с тановленными с возможностью перемещения и взаимодействия с синхронизирующим устройством и механизмом в о з в р а та, о т л и ч а ю щ а я с я тем, 35'что, с целью повышения надежности и упрощения конструкции, радиально р а с положенные элементы установлены в п о л о с т и , выполненной на одном конце корпуса и заполненной жидкостью, син4о иронизирующее устройство выполнено в виде установленного на оси корпуса с возможностью вращения элемента, один конец которого связан с каждым радиально расположенным элементом, 45 а другой снабжен упорами, а механизм возврата выполнен в виде штоков, установленных в выполненных на другом конце корпуса полостях с возможностью взаимодействия с упорами син50 хронизирующего устройства. 2. Машина п о п . 1 , о т л и ч а torn, а я с я тем, что элемент синхронизирующего устройства выполнен в виде диска, связанного с каждым радиаль5 5 но расположенными элементом шарнирно с помощью с е р е г . 3. Машина по п . 1 , о т л и ч а ю щ а я с я тем, что элемент синхронизирующего устройства выполнен в виде 5 1332671 6 шестерни, связанной с каждым радиальвом жестко закрепленных на них в разно расположенным элементом посредстпых плоскостях реек. 32 З Фиг. 7 А-А Б-Б Г 21 18 26 Фигд Редактор Т.Иванова Заказ 94 8/ДСЇЇ Составитель И.Фелицина Техред М.Ходанич Корректор А.Зимокосов Тираж 763 Подписное В И Ї И Государственного комитета СССР Н ИТ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Еїроизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for resistance butt welding of pipes
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Sakharnov Vasyl Oleksiiovych, Halian Borys Panasovych, Kryvenko Valerii Heorhiiovych
Назва патенту російськоюМашина для контактной стыковой сварки труб
Автори російськоюКучук-Яценко Сергей Иванович, Сахарнов Василий Алексеевич, Галян Борис Афанасьевич, Кривенко Валерий Георгиевич
МПК / Мітки
МПК: B23K 11/04
Мітки: контактного, зварювання, стикового, машина, труб
Код посилання
<a href="https://ua.patents.su/4-11921-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання труб</a>
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Мірошниченко Олександр Петрович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович
МПК: B23K 11/04, B23K 31/02
Мітки: зварювання, контактного, труб, стикового, машина
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: стикового, зварювання, труб, контактного, машина
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Машина для контактного стикового зварювання труб
Номер патенту: 3131
Опубліковано: 26.12.1994
Автори: Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Мірошниченко Олександр Петрович
МПК: B23K 11/04, B23K 101/10
Мітки: труб, стикового, зварювання, контактного, машина
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную штангу с двумя опорными дисками на концах, механизм оплавления и осадки, связанный с обоймой, установленной на штанге с возможностью продольного относительно нее перемещения, смонтированные на штанге неподвижный и подвижный зажимы свариваемых труб, включающие рычаги, одни концы которых снабжены зажимными и токоподводящими башмаками и посредством шарниров и серег связаны с...
Машина для контактного стикового зварювання труб
Номер патенту: 4278
Опубліковано: 27.12.1994
Автори: Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: стикового, машина, контактного, труб, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную штангу, на которой расположены подвижный и неподвижный механизмы зажатия с токоподводящими башмаками, связанными токоподводом со сварочным трансформатором, отличающаяся тем, что, с целью увеличения производительности сварки и повышения надежности машины путем улучшения условий токоподвода, токоподвод выполнен в виде двух концентрично расположенных, изолированных между...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович
МПК: B23K 11/04
Мітки: зварювання, стикового, труб, машина, контактного
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Попередній патент: Кільцевий трансформатор
Наступний патент: Секція механізованого кріплення
Випадковий патент: Спосіб контролю торкання інструменту та деталі з високою точністю та надійністю