Спосіб прокатки
Номер патенту: 12153
Опубліковано: 25.12.1996
Автори: Філонов Олег Васильйович, Костюченко Михайло Іванович, Гладуш Віктор Дмитрович, Нечепоренко Володимир Андрійович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович
Формула / Реферат
Способ прокатки, включающий двухкратное последовательное повторение этапов центрирования заготовок и формирования из них в двухручьевых калибрах раската, состоящего из двух соединенных перемычкой заготовок, с последующим его продольным разделением, отличающийся тем, что, с целью интенсификации технологического процесса и повышения точности прокатываемых заготовок путем улучшения центрирующей способности двухручьевых калибров, в конце первого этапа перед разделением раската одновременно с завершением формирования перемычки в центральной части по меньшей мере на одной из граней каждой заготовки формируют продольные впадины, а после разделения заготовок при формировании раскатов на втором этапе центрирования заготовок в двухручьевых калибрах осуществляют гребнями валков по этим впадинам.
Текст
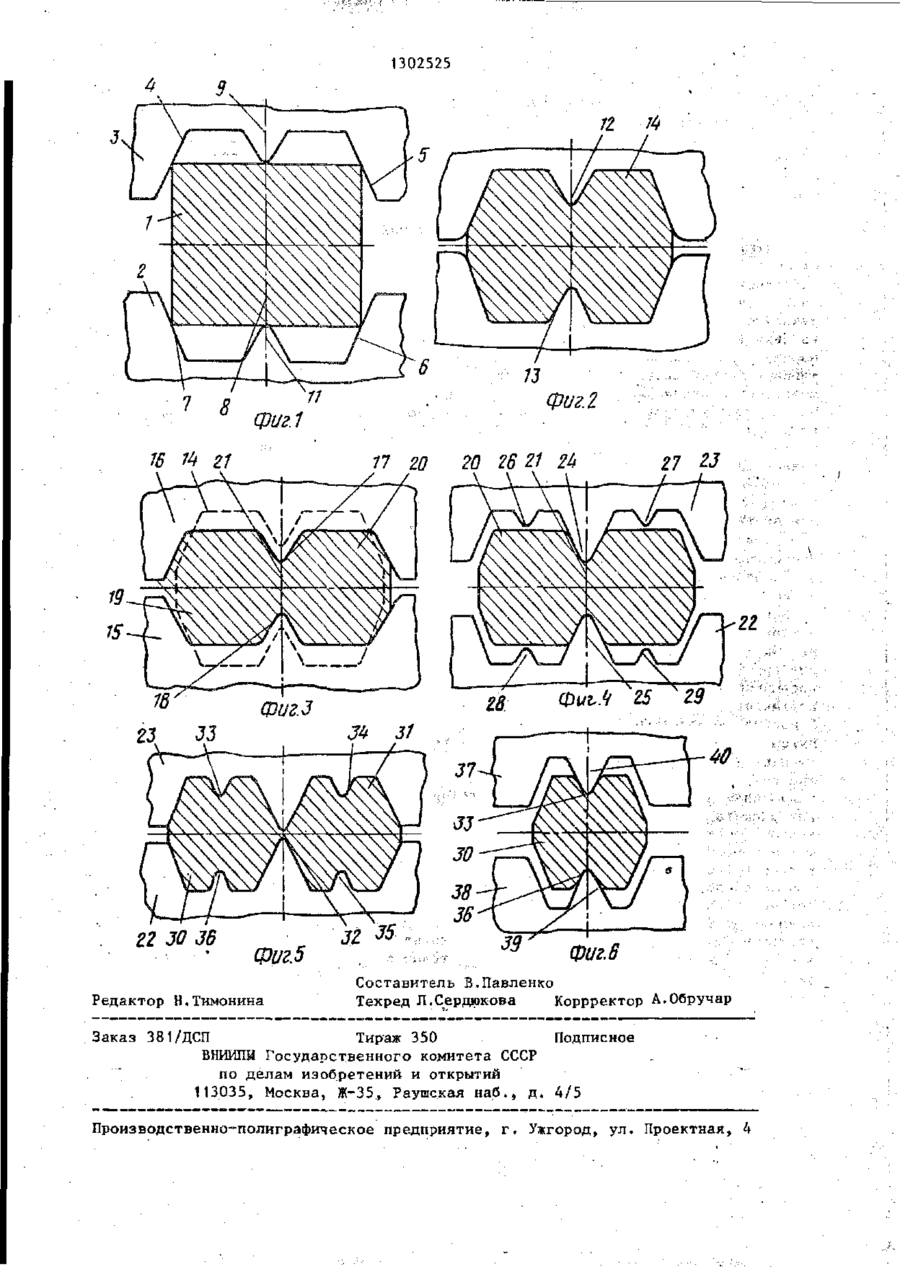
Изобретение касается обработки металлов давлением, в частности технологии производства заготовок и сортовых профилей на прокатных станах. Цель изобретения - интенсификация технологического процесса и повышение .точности прокатываемых заготовок путем улучшения центрирующей способности двухручьевых калибров. Способ прокатки заключается в осуществлении двухкратного повторения этапов центрирования, формирования и разделения двух соединенных между собой перемычками заготовок. При этом достижение более высоких обжатий при одновременном улучшении условий центрирования обеспечивается тем, что в конце первого этапа перед разделением в центральной части граней каждой заготовки формируют впадины. По впадинам осуществляется дальнейшее центрирование частей первоначального раската на втором этапе производства заготовок в двухручьевых калибрах. 6 ил. 00 о го ел Сл 1 1302525 Изобретение касается обработки ется раскат, состоящий из двух заметаллов давлением, в частности техготовок 19, 20, соединенных перемычнологии производства заготовок, соокой 2 1 . товых профилей и проволоки на непреРаскат, сформированный в промежурывно-заготовочных станах и многоточном двухручьевом калибре, в послениточных сортовых и проволочных стадующем прокатывают в двухручьевом нах. калибре, образованном валками 22, 23 (фиг. 4 ) . Центрирование раската в Цель изобретения - интенсификация калибре осуществляется гребнями 24, технологического процесса и повыше25. При обжатии раската валками 22, ние точности прокатываемых заготовок 23 одновременно происходит утонение путем улучшения центрирующей способперемычки 21 и внедрение гребней ности двухручьевых калибров. 26... 29 в центральные части загото На фиг. 1 и 2 показаны схемы провок 19, 20.В результате формируется катки исходной заготовки в центрирующем разрезном калибре в момент зах- \5 раскат, состоящий из заготовок 30, 31 (фиг. 5 ) , соединенных тонкой певата ее валками и на выходе из валремычкой 32. При этом в центральной ков; на фиг. 3 - поперечное сечение части противоположных граней каждой раската после прокатки в промежуточиз заготовок 30, 31 формируются проном многоручьевом калибре; на фиг. 4 20 дольные впадины 33.. .36. и 5 - схемы прокатки раската в многоручьевом калибре при нанесении проРазделение заготовок 30, 31 осудольных впадин в момент захвата его ществляется, например, путем разрывалками и на выходе из валков; на ва перемычки 32 при прокатке раскат а в фиг. 6 - схема прокатки одной из раз-25 многоручьевом калибре с увелиделенных заготовок в многоручьевом ченным расстоянием между осями ручькалибре в момент захвата ее валками. ев по сравнению с расстоянием между В процессе прокатки на первом осями заготовок 30, 3 1 . этапе формирования двухручьевого расНа втором этапе прокатки каждая ката прокатку прямоугольной заготов- 30 из разделенных заготовок поштучно ки 1 (фиг. 1.) осуществляют в ценпрокатывается в многоручьевых калибтрирующем разрезном калибре, ручьи рах. Причем прокатка каждой з а г о т о в которого образованы валками 2 и 3. ки осуществляется аналогично друг При захвате заготовки 1 валками 2,3 другу. происходит центрирование ее боковыНа фиг. 6 в качестве примера поми стенками 4 . . . 7 калибра, в р е з у л ь - " казана прокатка одной заготовки 30 в многоручьевом калибре, образовантате чего происходит совмещение верном валками 37, 38. При захвате и тикальных осей симметрии заготовки в процессе прокатки центрирование 8 и калибра 9. заготовки 30 в калибре осуществляПосле центровки происходит внед40 ется путем попадания гребней 39, 40 рение в заготовку 1 гребней 10, 11 калибра в продольные впадины 33, 36. калибра с формированием на гранях При этом, в связи с гарантированным заготовки продольных впадин 12, 13 самоцентрированием заготовки в калиб(фиг. 2 ) . Продольные впадины 12, 13 ре , возможно осуществление интенсивспособствуют утонению" заготовки в 45 ного ее обжатия. В процессе прокатки местах будущей перемычки и, кроме заготовок 30, 31 в многоручьевых катого, в последующих проходах обеспелибрах осуществляется формирование чивают самоцентрирование раската в раскатов, состоящих из двух соединенмногоручьевых калибрах. ных перемычкой заготовок и последуюПосле этого раскат 14 с продоль50 щее их разделение. ными впадинами прокатывается в последующем двухручьевом калибре, обраФормирование в центральной части зованном валками 15, 16 (фиг. 3 ) . граней заготовок перед разделением Центрирование раската 14 в калибре на первом этапе заготовок в двухручьосуществляется по продольным впадиевых калибрах на втором этапе прокатнам 12, 13 гребнями 17, 18, что поз- 55 ки позволяет интенсифицировать обжавопяет осуществлять значительные тия заготовок по меньшей мере в одобжатия раската по всей его ширине. ном из последующих двухручьевых каВ результате из раската 14 формирулибров, а также повысить точность w 1302525 ных заготовок с шириной сторон 8х получаемых после разделения заготоxlb мм, соединенных между собой перевок за счет центрирования раската мычкой толщиной 2 мм. После кантовки по более глубокой впадине. на 90° и прокатки раската в валках П р и м е р . Прокатку арматурной стали № 10 производят в четыре нитки $ 14-й вертикальной клети производится разделение заготовок и обжатие на мелкосортном стане 250 из исходдо толщины 7 мм. Разделенные полосы ной квадратной заготовки 100 мм. сечением 7x16 мм разводятся и поштучВ черновой группе стана, состояно в две нитки прокатываются в 15-й щей из семи горизонтальных клетей, квадратную заготовку 100 мм за три 10 горизонтальной клети в арматурный периодический профиль № 10. Обе выпропуска прокатывают в квадратную ходящие из 15-й клети полосы готовозаготовку 70 мм. Затем путем прокатго профиля одновременно режутся на ки в центрирующем разрезном и двуходних барабанных летучих ножницах на ручьевых калибрах из квадратной замерные длины и подаются на холодильготовки формируют раскат, состоящий 15 ник. из двух прямоугольных заготовок с шириной граней 22x45 мм, соединенных Использование предложенного спосомежду собой перемычкой толщиной ба увеличивает вытяжную способность h h = 5 мм. При прокатке раската во чистовой группы клетей при одновревтором двухручьевом калибре в шестой 20 менном повышении точности разделяклети в центральной части широких емых заготовок, что способствует увеграней заготовок формируют продольличению производительности стана ные треугольные впадины глубиной в целом и повышению качества готового проката. 7 мм и шириной основания 17 мм (угол 25 при вершине впадин составляет около 100°)» В седьмой клети производится Ф о р м у л а и з о б р е т е н и я продольное разделение заготовок ере зом перемычки и обжатие до толщиСпособ прокатки, включащий двухны 20 мм. кратное последовательное повторение Заготовки из черновой группы ста- 30 этапов центрирования заготовок и формирования из них в двухручьевых кана пониточно транспортируются в либрах раската, состоящего из двух две чистовые параллельно расположенсоединенных перемычкой заготовок, ные группы клетей, состоящие из с последующим его продольным разделевосьми последовательно чередующихся тем, вертикальных и горизонтальных клетей.35 нием, о т л и ч а ю щ и й с я что, с целью интенсификации техноло8 восьмой вертикальной клети стана гического процесса и повышения точпутем ребрового обжатия производится ности прокатываемых заготовок путем уменьшение угла при вершине (конценулучшения центрирующей способности тратора) продольных впадин до 70° с получением размеров поперечного сече -40 двухручьевых калибров, в конце первого этапа перед разделением раскания раската 35x25 мм. В девятой гори та одновременно с завершением формизонтальной клети каждой группы загорования перемычки в центральной частовки прокатываются в многоручьевых ти по меньшей мере на одной из гракалибрах, центрируясь гребнями калиб ров по продольным впадинам. После 45 ней каждой заготовки формируют продольные впадины, а после разделения последовательной прокатки в ребровых заготовок при формировании раскатов прямоугольных калибрах вертикальных на втором этапе центрирования загоклетей и двухручьевых калибрах горитовок в двухручьевых калибрах осузонтальных клетей в тринадцатой гоществляют гребнями валков по этим ризонтальной клети формируется рас- 50 впадинам. кат, состоящий из двух прямоуголь фиг! Фиг.1 W 74 Z1 77 20 22 30 36 32 Фиг.5 Редактор Н.Тимонина 20 26 21 2U 1 \ \ фиг.В Составитель В.Павленко Техред Л.Сердюкова Коррректор А.Обручар Заказ 381/ДСП Тираж 350 Подписное ВНИИПН Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35,, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling
Автори англійськоюShulhin Hryhorii Mytrofanovych, Hladush Viktor Dmytrovych, Kostiuchenko Mykhailo Ivanovych, Filonov Oleh Vasyliovych, Necheporenko Volodymyr Andriiovych, Hubaidulin Viacheslav Fuatovych
Назва патенту російськоюСпособ прокатки
Автори російськоюЗосимова Виктория Григорьевна, Гладуш Виктор Дмитриевич, Костюченко Михаил Иванович, Филонов Олег Васильевич, Нечепоренко Владимир Андреевич, Губайдулин Вячеслав Фуатович
МПК / Мітки
МПК: B21B 1/02
Код посилання
<a href="https://ua.patents.su/4-12153-sposib-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки</a>
Спосіб багатострумкової прокатки
Номер патенту: 7894
Опубліковано: 26.12.1995
Автори: Олексенко Миколай Ільіч, Кукуй Давид Пенхусович, Столба Володимір Анатолійович, Губайдулін Вячеслав Фуатович, Абалешев Валерій Олександрович, Корінь Андрій Олександрович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: прокатки, спосіб, багатострумкової
Формула / Реферат:
Способ миогоручьевой прокатки, включающий циклическую деформацию ряда заготовок последовательно в центрирующем и в многоручьевых калибрах с касанием при захвате в первом многоручьевом калибре по центровочным канавкам раската, отличающийся тем, что, с целью повышения производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре, после прокатки в центрирующем калибре выдерживают технологическую паузу, по...
Спосіб прокатки-розділення гатунових профілів
Номер патенту: 7902
Опубліковано: 26.12.1995
Автори: Морозов Василь Петрович, Шульгін Григорій Митрофанович, Ржевіцкий Сергій Миколайович, Губайдулін Вячеслав Фуатович, Чуков Іван Яковлевич, Ілатовський Віктор Федорович
МПК: B21B 1/02
Мітки: профілів, спосіб, прокатки-розділення, гатунових
Формула / Реферат:
Способ прокатки-разделения сортовых профилей, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких, преимущественно двух, заготовок круглого сечения, соединенных между собой перемычкой толщиной, равной 0,02-0,2 их диаметра, разделение раската разрывом перемычки путем его прокатки в клиновидных гребнях валков, имеющих углы при вершине больше угла между смежными сторонами заготовок у перемычки раската, обжатие...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Остапенко Віктор Володимирович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Максаков Анатолій Іванович, Левічев Павло Олексійович, Тільга Степан Сергійович, Шульгін Григорій Митрофанович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: заготовок, прокатки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки заготівки
Номер патенту: 7888
Опубліковано: 26.12.1995
Автори: Левічев Павло Олексійович, Солод Володимир Сергійович, Тільга Степан Сергійович, Костюченко Михайло Іванович, Губайдулін Вячеслав Фуатович, Максаков Анатолій Іванович, Остапенко Віктор Володимирович, Шульгін Григорій Митрофанович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: прокатки, заготівки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью упрощения технологического процесса путем совмещения технологических операций и расширения области использования, продольное разделение раската осуществляют в процессе локального деформирования металла в районе перемычек путем ребрового обжатия раската с относительным обжатием 8-40% на ширине, равной по меньшей мере трехкратной толщине перемычки.2....
Спосіб прокатки-розділення арматурної сталі
Номер патенту: 7907
Опубліковано: 26.12.1995
Автори: Дишковец Геннадій Анатольович, Максаков Анатолій Іванович, Тільга Степан Сергійович, Омесь Миколай Михайлович, Нечепоренко Володимир Андрійович, Івченко Олександр Васильович, Бабенко Михайло Антонович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: арматурної, спосіб, сталі, прокатки-розділення
Формула / Реферат:
1. Способ прокатки-разделения арматурной стали, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких заготовок, соединенных между собой перемычкой, продольное разделение раската на отдельные заготовки и их последующую пониточную прокатку в арматурный профиль с продольными ребрами, отличающийся тем, что, с целью повышения стойкости арматурной стали к коррозионному растрескиванию, при формировании готового...
Попередній патент: Засіб для стимулювання та синхронізації пологової діяльності у свиноматок
Наступний патент: Спосіб прокатки
Випадковий патент: Аеростат загородження