Спосіб одержання пористої фольги
Номер патенту: 12719
Опубліковано: 28.02.1997
Автори: Пінашина Валентина Олександрівна, Щетинін Володимир Анатольович, Лукомський Микола Миколайович, Кравченко Віктор Васильович, Коваленко Сергій Григорович, Саєнко Михайло Іванович, Коковіхін Юрій Іванович
Текст
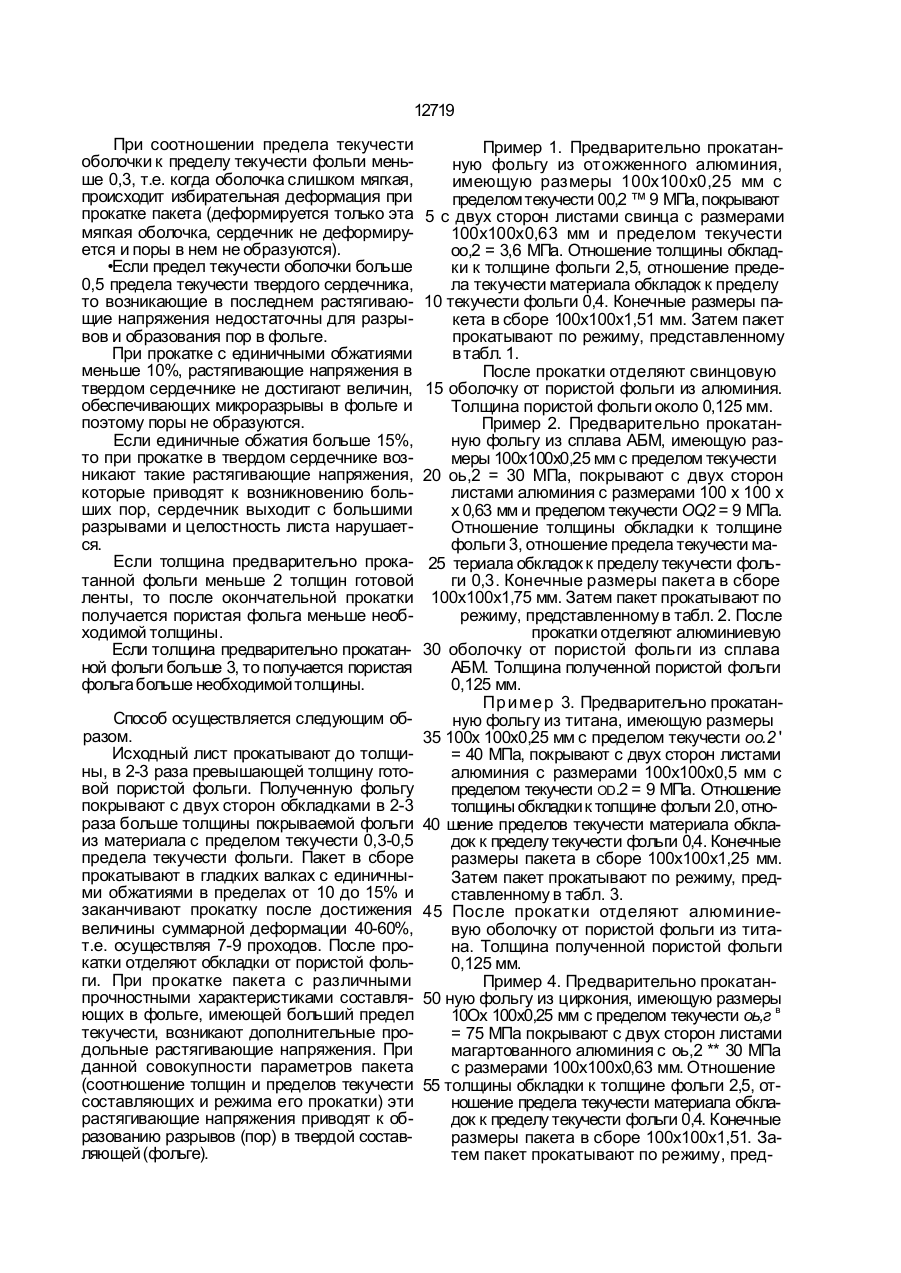
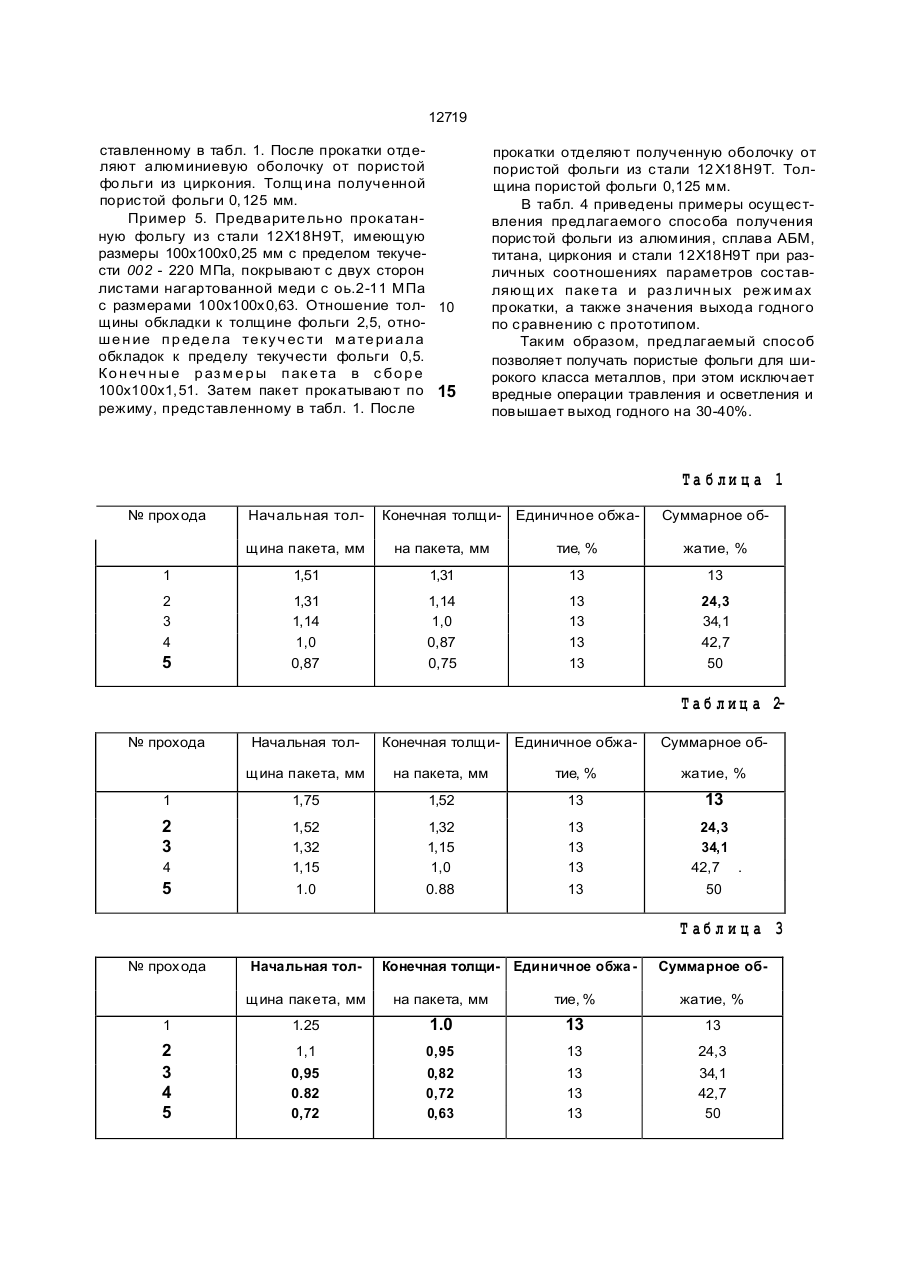
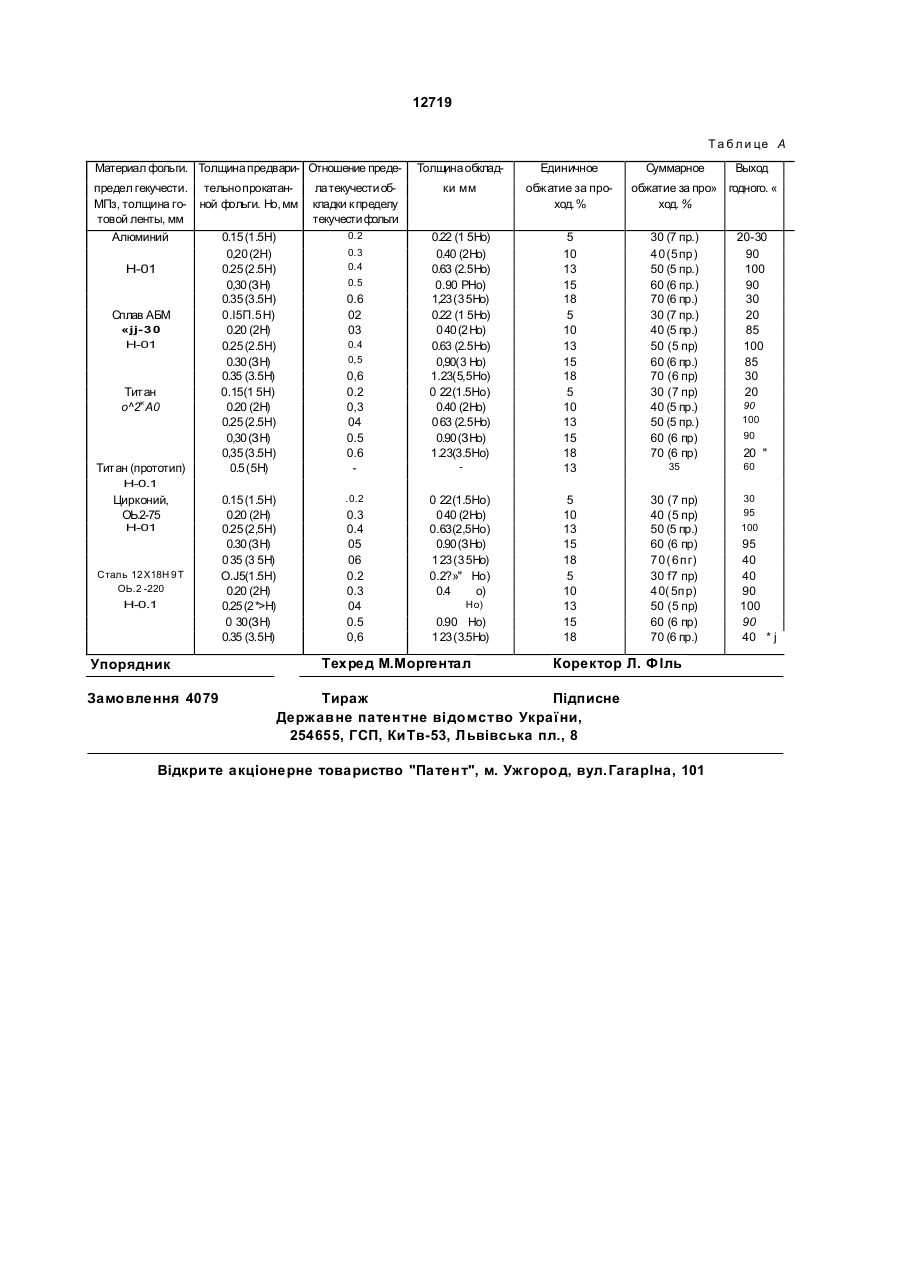
Способ получения пористой фольги, включающий предварительную прокатку и окончательную прокатку, о т л и ч а ю щ и й с я тем, что предварительную прокажу осуществляют до толщины, равной 2-3 толщинам получаемой фольги. асокончательную прокатку осуществляют в пакете с оболочками из материала с пределом текучести 0,3-0,5 предела текучести фольги и толщиной, равной 2-3 толщинам фольги, причем окончательную прокатку осуществляют с единичными обжатиями 10-15% до суммарной степени деформации 40-60%, а после прокатки осуществляют разборку пакета. Изобретение относится к обработке металлов давлением, в частности к производству пористой металлической фольги. В основу изобретения поставлена задача усовершенствовать способ получения пористой фольги путем изменения схемы технологического процесса так, чтобы исключить операции вакуумного отжига, травления и осветления в агрессивных средах, что приведет к улучшению условий труда, увеличению выхода годного и позволит расширить сортамент получаемой пористой фольги. Это достигается тем, что в способе получения пористой фольги, включающем предварительную прокатку и окончательную прокатку, предварительную прокатку фольги ведут до 2-3 толщин готовой ленты, покрывают ее с двух сторон обкладками, толщиной равной 2-3 толщинам фольги из материала с пределом текучести 0,3-0,5 предела те кучести фольги, а затем прокатывают окончательно с единичными обжатиями 1б15% до суммарной деформации 40-60% и проводят отделение обкладок от пористой фольги. Если отношение толщины обкладки к толщине фольги меньше 2, при прокат.ке возникают большие растягивающие напряжения, что приводит к ухудшению прочностных характеристик, возникновению больших пор, обьединение которых приводит к большим разрывам фольги и при отделении этой фольги от обкладок целостность листа нарушается. Если это отношение больше 3, то при прокатке такого пакета деформация не проникает до твердости составляющей и поры не образуются до тех пор, пока соотношение не достигнет 3, т.е. деформируется только мягкая оболочка, а деформация сердечника не происходит. (21)4890294/SU (22)10.12.90 (24)28.02.97 го О 12719 При соотношении предела текучести оболочки к пределу текучести фольги меньше 0,3, т.е. когда оболочка слишком мягкая, происходит избирательная деформация при прокатке пакета (деформируется только эта мягкая оболочка, сердечник не деформируется и поры в нем не образуются). •Если предел текучести оболочки больше 0,5 предела текучести твердого сердечника, то возникающие в последнем растягивающие напряжения недостаточны для разрывов и образования пор в фольге. При прокатке с единичными обжатиями меньше 10%, растягивающие напряжения в твердом сердечнике не достигают величин, обеспечивающих микроразрывы в фольге и поэтому поры не образуются. Если единичные обжатия больше 15%, то при прокатке в твердом сердечнике возникают такие растягивающие напряжения, которые приводят к возникновению больших пор, сердечник выходит с большими разрывами и целостность листа нарушается. Если толщина предварительно прокатанной фольги меньше 2 толщин готовой ленты, то после окончательной прокатки получается пористая фольга меньше необходимой толщины. Если толщина предварительно прокатанной фольги больше 3, то получается пористая фольга больше необходимой толщины. Способ осуществляется следующим образом. Исходный лист прокатывают до толщины, в 2-3 раза превышающей толщину готовой пористой фольги. Полученную фольгу покрывают с двух сторон обкладками в 2-3 раза больше толщины покрываемой фольги из материала с пределом текучести 0,3-0,5 предела текучести фольги. Пакет в сборе прокатывают в гладких валках с единичными обжатиями в пределах от 10 до 15% и заканчивают прокатку после достижения величины суммарной деформации 40-60%, т.е. осуществляя 7-9 проходов. После прокатки отделяют обкладки от пористой фольги. При прокатке пакета с различными прочностными характеристиками составляющих в фольге, имеющей больший предел текучести, возникают дополнительные продольные растягивающие напряжения. При данной совокупности параметров пакета (соотношение толщин и пределов текучести составляющих и режима его прокатки) эти растягивающие напряжения приводят к образованию разрывов (пор) в твердой составляющей (фольге). Пример 1. Предварительно прокатанную фольгу из отожженного алюминия, имеющую размеры 100x100x0,25 мм с пределом текучести 00,2 ™ 9 МПа, покрывают 5 с двух сторон листами свинца с размерами 100x100x0,63 мм и пределом текучести оо,2 = 3,6 МПа. Отношение толщины обкладки к толщине фольги 2,5, отношение предела текучести материала обкладок к пределу 10 текучести фольги 0,4. Конечные размеры пакета в сборе 100x100x1,51 мм. Затем пакет прокатывают по режиму, представленному в табл. 1. После прокатки отделяют свинцовую 15 оболочку от пористой фольги из алюминия. Толщина пористой фольги около 0,125 мм. Пример 2. Предварительно прокатанную фольгу из сплава АБМ, имеющую размеры 100x100x0,25 мм с пределом текучести 20 оь,2 = 30 МПа, покрывают с двух сторон листами алюминия с размерами 100 х 100 х х 0,63 мм и пределом текучести OQ2 = 9 МПа. Отношение толщины обкладки к толщине фольги 3, отношение предела текучести ма25 териала обкладок к пределу текучести фольги 0,3. Конечные размеры пакета в сборе 100x100x1,75 мм. Затем пакет прокатывают по режиму, представленному в табл. 2. После прокатки отделяют алюминиевую 30 оболочку от пористой фольги из сплава АБМ. Толщина полученной пористой фольги 0,125 мм. Пр и м е р 3. Предварительно прокатанную фольгу из титана, имеющую размеры 35 100х 100x0,25 мм с пределом текучести оо.2 ' = 40 МПа, покрывают с двух сторон листами алюминия с размерами 100x100x0,5 мм с пределом текучести OD.2 = 9 МПа. Отношение толщины обкладки к толщине фольги 2.0, отно40 шение пределов текучести материала обкладок к пределу текучести фольги 0,4. Конечные размеры пакета в сборе 100x100x1,25 мм. Затем пакет прокатывают по режиму, представленному в табл. 3. 45 После прокатки отделяют алюминиевую оболочку от пористой фольги из титана. Толщина полученной пористой фольги 0,125 мм. Пример 4. Предварительно прокатан50 ную фольгу из циркония, имеющую размеры 10Ох 100x0,25 мм с пределом текучести оь,г в = 75 МПа покрывают с двух сторон листами магартованного алюминия с оь,2 ** 30 МПа с размерами 100x100x0,63 мм. Отношение 55 толщины обкладки к толщине фольги 2,5, отношение предела текучести материала обкладок к пределу текучести фольги 0,4. Конечные размеры пакета в сборе 100x100x1,51. Затем пакет прокатывают по режиму, пред 12719 ставленному в табл. 1. После прокатки отделяют алюминиевую оболочку от пористой фо льги из циркония. Толщ ина полученной пористой фольги 0,125 мм. Пример 5. Предварите льно прокатанную фольгу из стали 12Х18Н9Т, имеющую размеры 100x100x0,25 мм с пределом текучести 002 - 220 МПа, покрывают с двух сторон листами нагартованной меди с оь.2-11 МПа с размерами 100x100x0,63. Отношение тол- 10 щины обкладки к толщине фольги 2,5, отноше н ие п р еде ла те куч ес ти м а те ри а ла обкладок к пределу текучести фольги 0,5. Ко н еч н ы е р аз м е р ы п ак е та в с бо р е 100x100x1,51. Затем пакет прокатывают по 15 режиму, представленному в табл. 1. После прокатки отделяют полученную оболочку от пористой фольги из стали 12 Х18Н9Т. Толщина пористой фольги 0,125 мм. В табл. 4 приведены примеры осуществления предлагаемого способа получения пористой фольги из алюминия, сплава АБМ, титана, циркония и стали 12Х18Н9Т при различных соотношениях параметров составляющ их паке та и раз личн ых реж им ах прокатки, а также значения выхода годного по сравнению с прототипом. Таким образом, предлагаемый способ позволяет получать пористые фольги для широкого класса металлов, при этом исключает вредные операции травления и осветления и повышает выход годного на 30-40%. Та б ли ц а 1 № прох ода Начальная тол Конечная толщи- Единичное обжа Суммарное об щина пакета, мм на пакета, мм тие, % жатие, % 1 1,51 1,31 13 13 2 3 4 1,31 1,14 1,0 0,87 1,14 1,0 0,87 0,75 13 13 13 13 24,3 34,1 42,7 50 5 Т а б л и ц а 2№ прохода Начальная тол Конечная толщи- Единичное обжа Суммарное об щина пакета, мм на пакета, мм тие, % жатие, % 1 1,75 1,52 13 13 2 3 1,52 1,32 1,15 1.0 1,32 1,15 1,0 0.88 13 13 13 13 24,3 34,1 42,7 . 50 4 5 Т аб л и ц а 3 № прох ода Начальная тол Конечная толщи- Единичное обжа Суммарное об щина пакета, мм на пакета, мм тие, % жатие, % 1 1.25 1.0 13 13 2 3 4 5 1,1 0,95 0.82 0,72 0,95 0,82 0,72 0,63 13 13 13 13 24,3 34,1 42,7 50 12719 Т а б л и це А Материал фольги. Толщина предвари- Отношение предепредел гекучести. тельно прокатанМПз, толщина го- ной фольги. Но, мм товой ленты, мм Алюминий 0.15 (1.5Н) 0,20 (2Н) Н-01 0.25 (2.5Н) 0,30 (ЗН) 0.35 (3.5Н) Сплав АБМ 0.І5П.5Н) «jj-3 0 0.20 (2Н) Н-01 0.25 (2.5Н) 0.30 (ЗН) 0.35 (3.5Н) Титан 0.15(1 5Н) о^2жА0 0.20 (2Н) 0.25 (2.5Н) 0,30 (ЗН) 0,35 (3.5Н) Титан (прототип) 0.5 (5Н) Толщина обклад Единичное ла текучести обкладки к пределу текучести фольги ки мм обжатие за проход. % 0.2 0.22 (1 5Но) 0.40 (2Но) 0.63 (2.5Но) 0.90 РНо) 1,23 (3 5Но) 0.22 (1 5Но) 0 40 (2 Но) 0.63 (2.5Но) 0,90(3 Но) 1.23(5,5Но) 0 22(1.5Но) 0.40 (2Но) 0 63 (2.5Но) 0.90 (ЗНо) 1.23(3.5Но) 5 10 13 15 18 5 10 13 15 18 5 10 13 15 18 13 30 (7 пр.) 40(5пр) 50 (5 пр.) 60 (6 пр.) 70 (6 пр.) 30 (7 пр.) 40 (5 пр.) 50 (5 пр) 60 (6 пр.) 70 (6 пр) 30 (7 пр) 40 (5 пр.) 50 (5 пр.) 60 (6 пр) 70 (6 пр) 20-30 90 100 90 30 20 85 100 85 30 20 35 60 5 10 13 15 18 5 10 13 15 18 30 (7 пр) 40 (5 пр) 50 (5 пр.) 60 (6 пр) 70( 6пг) 30 f7 пр) 40( 5пр) 50 (5 пр) 60 (6 пр) 70 (6 пр.) 30 95 100 0.3 0.4 0.5 0.6 02 03 0.4 0,5 0,6 0.2 0,3 04 0.5 0.6 Суммарное Выход обжатие за про» годного. « ход. % 90 100 90 20 " Н-0.1 Цирконий, ОЬ.2-75 Н-01 Сталь 12 Х18Н 9 Т ОЬ.2 -220 Н-0.1 Упорядник Замовлення 4079 0.15 (1.5Н) 0.20 (2Н) 0.25 (2,5Н) 0.30 (ЗН) 0 35 (3 5Н) O.J5(1.5H) 0.20 (2Н) 0.25 (2 *>Н) 0 30(ЗН) 0.35 (3.5Н) .0.2 0.3 0.4 05 06 0.2 0.3 04 0.5 0,6 0 22(1.5Но) 0 40 (2Но) 0.63(2,5Но) 0.90 (ЗНо) 1 23 (3 5Но) 0.2?»" Но) 0.4 о) Но) 0.90 Но) 1 23 (3.5Но) Техред М.Моргентал Коректор Л. ФІль Тираж Підписне Державне патентне ві домство Украї ни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. ГагарІна, 101 95 40 40 90 100 90 40 * j
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the porous foil
Автори англійськоюKokovikhin Yurii Ivanovych, Pinashyna Valentyna Oleksandrivna, Kovalenko Serhii Hryhorovych, Kravchenko Viktor Vasyliovych, Schetynin Volodymyr Anatoliovych, Saienko Mykhailo Ivanovych, Lukomskyi Mykola Mykolaiovych
Назва патенту російськоюСпособ получения пористой фольги
Автори російськоюКоковихин Юрий Иванович, Пинашина Валентина Александровна, Коваленко Сергей Григорьевич, Кравченко Виктор Васильевич, Щетинин Владимир Анатольевич, Саенко Михаил Иванович, Лукомский Николай Николаевич
МПК / Мітки
Мітки: спосіб, пористої, одержання, фольги
Код посилання
<a href="https://ua.patents.su/4-12719-sposib-oderzhannya-poristo-folgi.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання пористої фольги</a>
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Волокита Генадій Іванович, Папіров Ігор Ісакович, Карпов Євген Семенович, Шокуров Володимир Сергійович
МПК: C23C 14/22
Мітки: спосіб, берилієвої, тонкої, фольги, виготовлення
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Спосіб виготовлення катодної фольги електролітичних конденсаторів
Номер патенту: 10121
Опубліковано: 30.09.1996
Автори: Гордієнко Григорій Федорович, РЯЗАНЦЕВ Сергій Миколайович, Скоморохов Володимир Костянтинович
МПК: H01G 9/04
Мітки: конденсаторів, електролітичних, катодної, виготовлення, фольги, спосіб
Формула / Реферат:
Способ изготовления катодной фольги электролитических конденсаторов, предусматривающий вакуумное напыление пористого слоя титана толщиной 0,2-3 мкм на непрерывно перемещающуюся алюминиевую фольгу, отличающийся тем, что напыление пористого слоя титана осуществляют в присутствии азота или аммиака при давлени 1•10-2 - 5•10-1 Па.
Спосіб обробки поверхні берилієвої фольги
Номер патенту: 12888
Опубліковано: 28.02.1997
Автори: Корнієнко Леонід Антонович, Тихинський Генадій Пилипович, Волокита Генадій Іванович, Ковтун Костянтин Васильович
МПК: C23C 16/00
Мітки: фольги, спосіб, обробки, берилієвої, поверхні
Формула / Реферат:
(57) Способ обработки поверхности бериллиевой фольги, включающий очистку поверхности и создание защитной оксидной пленки, отличающийся тем, что создание защитной оксидной пленки осуществляют путем многократно повторяющихся не менее 5 циклов нагрева до температуры 250~750°С и выдержки при этой температуре 5-120 мини деформации за цикл на 0.3-10%.
Пристрій для електролітичного отримання та обробки тонкої фольги
Номер патенту: 3780
Опубліковано: 27.12.1994
Автори: Пільщиков Веніамін Іванович, Троценко Владислав Іванович, Дронь Микола Михайлович, Журавльова Аліна Борисівна
МПК: C25D 1/04
Мітки: фольги, обробки, електролітичного, отримання, тонкої, пристрій
Формула / Реферат:
Устройство для электролитического получения и обработки тонкой фольги, содержащее гальванические ванны, направляющие и токоподводящие ролики, моталку, отличающееся тем, что оно снабжено, по меньшей мере, одним стабилизатором натяжения, включающим диск со щетками, выполненными с возможностью взаимодействия с токосъемным элементом токоподводящего ролика, рычаг, датчик давления, блок управления, привод токоподводящего ролика, причем диск со...
Спосіб одержання листового армованого композиційного матеріалу
Номер патенту: 13280
Опубліковано: 28.02.1997
Автори: Коваленко Сергій Григорович, Пінашина Валентина Олександрівна, Коковіхін Юрій Іванович, Парадня Павло Вікторович, Карпенко Олег Олександрович
МПК: B23K 20/04
Мітки: композиційного, одержання, армованого, листового, матеріалу, спосіб
Формула / Реферат:
(57) Способ получения листового армированного композиционного материала, включающий сборку пакета из листа армирующего материала и размещенных с двух его сторон листов обкладок с предварительно подготовленными поверхностями и его прокатку, отличающийся тем, что в качестве листов обкладок используют материал, предел прочности которого составляет 0,05...0,5 предела прочности армирующего материала, толщиной 1...3 толщины листа армирующего...
Попередній патент: Радіатор системи охолодження двигуна транспортного засобу
Наступний патент: Пристрій для транспортування магнітних сипучих матеріалів
Випадковий патент: Спосіб рекламування товарів чи послуг