Спосіб обробки поверхні берилієвої фольги
Номер патенту: 12888
Опубліковано: 28.02.1997
Автори: Корнієнко Леонід Антонович, Ковтун Костянтин Васильович, Тихинський Генадій Пилипович, Волокита Генадій Іванович

Формула / Реферат
(57) Способ обработки поверхности бериллиевой фольги, включающий очистку поверхности и создание защитной оксидной пленки, отличающийся тем, что создание защитной оксидной пленки осуществляют путем многократно повторяющихся не менее 5 циклов нагрева до температуры 250~750°С и выдержки при этой температуре 5-120 мини деформации за цикл на 0.3-10%.
Текст
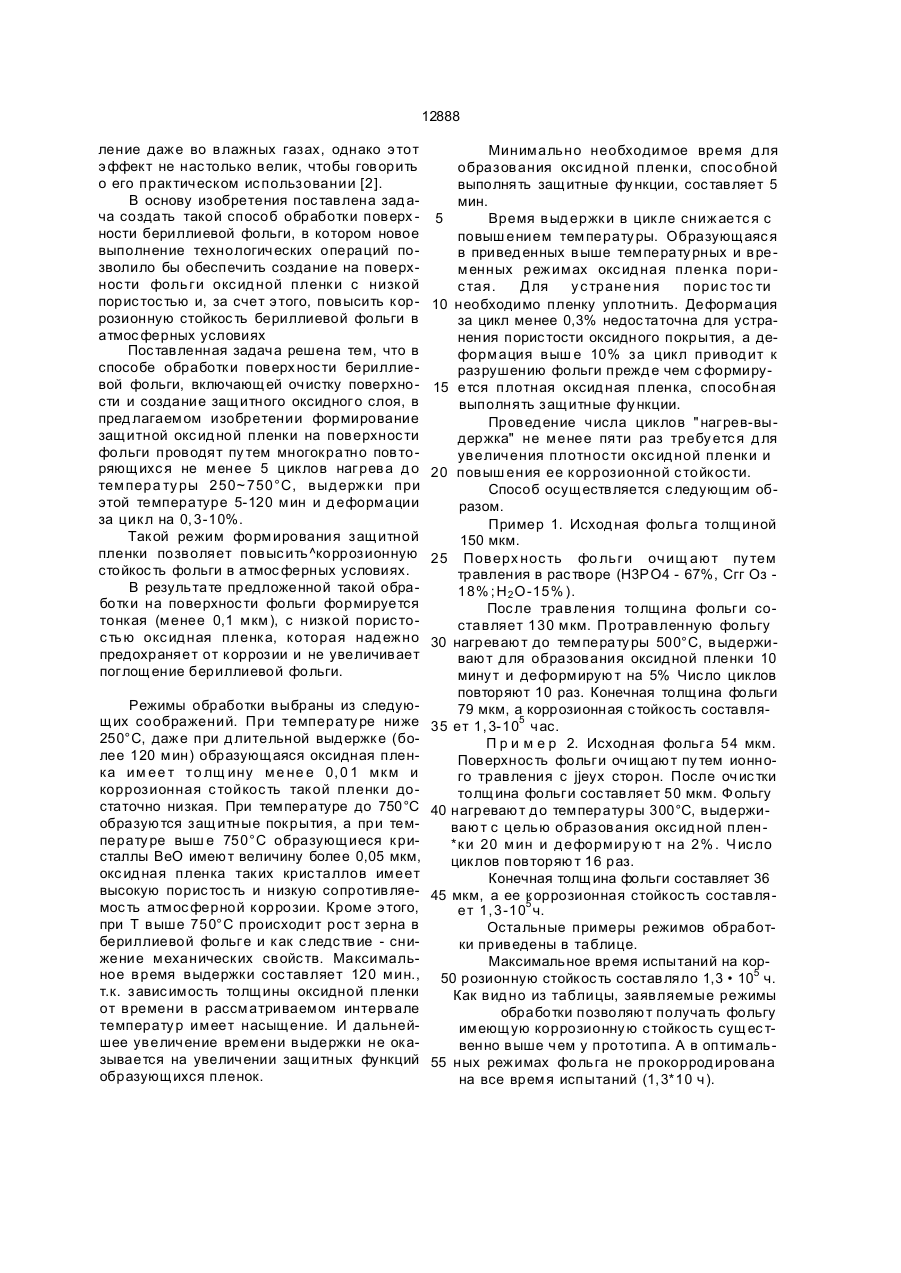
УКРАЇНА 12888 (13) С1 (5і)5 С_23_С ОПИС ДО ПАТЕНТУ ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД (54) СПОСІБ ОБРОБКИ ПОВЕРХНІ БЕРИЛІЄВОЇ ФОЛЬГИ 1 (20)94322177,30.06.93 (21) 4784251/SU (22) 16.01.90 (24)28.02.97 (46)28.02.97. Бюл. N? 1 (56) 1. Патент США N* 3410768, кл. С 23в, 64. 2. Папиров И.И. Окисление и защита бериллия. М., "Металлургия", 1968, с.105 (прототип). (72) Волокита Генадій Іванович, Ковтун Костянтин Васильович, Корнієнко Леонід Антонович, Тихинський Генадій Пилипович (73) Харківський фізико-технічний Інститут (UA) (57) Способ обработки поверхности бериллиевой фольги, включающий очистку поверхности и создание защитной оксидной пленки, о т л и ч а ю щ и й с я тем, что создание защитной оксидной пленки осуществляют путем многократно повторяющихся не менее 5 циклов нагрева до температуры 250~750°С и выдержки при этой температуре 5-120 м,ин и деформации за цикл на 0.3-10%. Изобретение относится к области защиты металлов от атмосферной коррозии, в частности, к защите от коррозии тонких вакуумплотных бериллиевых фолы. Сопротивляемость атмосферной питтинговой коррозии, наряду с вакуумплотностью и толщиной, является важнейшей характеристикой тонких вакуумплотных фолы из беррилия, определяющей срок службы бериллиевого окна и всего прибора в целом.. Известен способ защиты бериллия от коррозии путем [1] анодирования изделий из бериллия в ванне электролита для создания на поверхности оксидной пленки в последующей термической обработки. Бериллиевые изделия после такой обработки обладают коррозионной стойкостью в специфических активных средах. Однако этот способ не может быть применен к тонким фольгам, так как подготовка перед анодированием предусматривают травление или электрополировку поверхности изделий, что (как и сам процесс аноди рования) сопровождается уменьшением массы (для фольги - уменьшением толщины) изделия и приводит к нарушению вакуумплотности фольги Кроме этого анодные покрытия, получаемые по этому способу, имеют пористую структуру. Поры направлены как от поверхности оксидной пленки к металлу, так и вдоль металла и составляют 30-60% от обьема пленки. Достаточно плотные и надежно защищающие от коррозии покрытия образуются при толщине анодной пленки 150-200 мкм и выше, но поглощение излучения таким защитным слоем в несколько раз превышает поглощение самой фольгой. Известен выбранный в качестве прототипа способ [2] защиты бериллия от коррозии путем очистки поверхности его и последующем окислении в сухом кислороде в области температур 400-600°С. Он позволяет получить на поверхности бериллия довольно однородную пленку. Такая пленка, как указывают авторы: "...некоторое время может задерживать катастрофическое окис 00 00 00 о 12888 ление даже во влажных газах, однако э тот э ффект не нас только велик, чтобы говорить о его практическом ис пользовании [2]. В основу изобретения пос тавлена зад ача создать такой способ обработки поверх ности бериллиевой фольги, в котором новое выполнение технологических операций позволило бы обеспечить создание на поверхнос ти фольги окс ид ной пленки с низкой порис тос тью и, за счет э того, повысить коррозионную стойкос ть бериллиевой фольги в атмос ферных условиях Пос тавленная задача решена тем, что в способе обработки поверх нос ти бериллиевой фольги, включающей очистку поверхности и создание защитного оксидного слоя, в пред лагаемом изобретении формирование защитной окс ид ной пленк и на поверхнос ти фольги проводят пу тем многократно повторяющихс я не менее 5 циклов нагрева д о темпера ту ры 250~ 750°С, выдержки при этой температуре 5-120 мин и д еформации за цикл на 0, 3-10%. Такой режим формирования защитной пленки позволяет повыс ить^коррозионную стойкос ть фольги в атмос ферных условиях. В результате предложенной такой обработки на поверхнос ти фольги формируется тонкая (менее 0,1 мкм), с низкой порис тос тью окс ид ная пленка, которая над ежно предохраняет от коррозии и не увеличивает поглощ ение бериллиевой фольги. Режимы обработки выбраны из следующих соображений. При температу ре ниже 250°С, даже при д лительной выдержке (более 120 мин) образующаяся оксидная пленк а им ее т то лщ ину ме не е 0, 0 1 мк м и коррозионная с тойкос ть такой пленки достаточно низкая. При температуре до 750°С образуются защитные пок рытия, а при температу ре выш е 750°С образующиеся кристаллы ВеО имеют величину более 0,05 мкм, окс ид ная пленка таких крис таллов имеет высокую порис тос ть и низкую сопротивляемос ть атмос ферной коррозии. Кроме э того, при Т выше 750°С происходит рос т зерна в бериллиевой фольге и как с ледс твие - снижение механических свойс тв. Максимальное время выдержки сос тавляет 120 мин., т.к. завис имос ть толщины оксидной пленки от времени в рассматриваемом интервале температу р имеет насыщение. И дальнейшее увеличение времени выдержки не оказывается на увеличении защитных функций образующихся пленок. Минимально необходимое время д ля образования окс ид ной пленк и, спос обной выполнять защитные фу нкции, сос тавляет 5 мин. 5 Время выд ержки в цикле сниж аетс я с повыш ением температу ры. Образующаяс я в привед енных выше температу рных и временных режимах окс ид ная пленка порис тая. Д ля у с тране ния порис тос ти 10 необходимо пленку уплотнить. Деформация за цикл менее 0,3% недос таточна для устранения порис тости оксидного покрытия, а деформация выш е 10% за цикл привод ит к разрушению фольги прежд е чем с формиру15 ется плотная оксид ная пленка, способная выполнять защ итные фу нкции. Провед ение числа циклов " нагрев-выдержка" не менее пяти раз требу етс я д ля увеличения плотнос ти окс ид ной пленки и 20 повыш ения ее коррозионной с тойкос ти. Способ осуществляется с ледующим образом. Пример 1. Исход ная фольга толщиной 150 мкм. 25 Поверх нос ть фо льги очищ ают пу тем травления в рас творе (Н3РО4 - 67%, Сгг Оз 18% ; Н 2 О-15% ). Пос ле травления толщина фольги составляет 130 мкм. Протравленную фольгу 30 нагревают до температу ры 500°С, выдерживают д ля образования оксид ной пленк и 10 мину т и деформирую т на 5% Чис ло цик лов повторяют 10 раз. Конечная толщина фольги 79 мкм, а коррозионная с тойкос ть составля5 35 ет 1, 3-10 час. П р и м е р 2. Исходная фольга 54 мкм. Поверхнос ть фольги очищают пу тем ионного травления с jjeyx сторон. После очис тки толщина фольги сос тавляет 50 мкм. Фольгу 40 нагревают д о температуры 300°С, выдерживают с целью образования окс ид ной плен*к и 20 мин и д еформиру ю т на 2% . Ч ис ло циклов повторяю т 16 раз. Конечная толщина фольги составляет 36 45 мкм, а ее коррозионная стойкос ть сос тавля5 ет 1, 3-10 ч. Остальные примеры режимов обработки приведены в таблице. Максимальное время испытаний на кор5 50 розионную стойкос ть составляло 1,3 • 10 ч. Как вид но из таблицы, заявляемые режимы обработки позволяют получать фольгу имеющую коррозионну ю с тойкос ть сущес твенно выше чем у прототипа. А в оптималь55 ных режимах фольга не прокоррод ирована на все время испытаний (1,3*10 ч). 12888 NkNe п/п Т- ра нагрева, *С Время выдержки, мин Степень деформации, % Число циклов 1 500 230 250 250 250 250 250 750 120 90 90 120 150 60 30 2 750 30 60 1,0 1,0 1.0 1,0 1>0 1.0 1,0 1,0 1,0 1,0 20 20 20 20 20 20 20 20 20 20 Время до появления первых очагов коррозии, ч 7,5-Ю" 4 6,5-10 5 1-Ю 5 1,1-Ю s 1.1-10 5 1-Ю 5 0.9-10 4 7-Ю 5 1,1 -10 5 1,2-10 5 1.3-10 12 780 60 1,0 20 7-Ю 13 14 15 16 400 400 400 400 30 30 0,1 0,3 20 20 30 30 10 13 20 5 6,5-10 4 8-Ю 5 1.3-10 17 18 19 400 400 30 5 5 3 5 50 2 3 4 5 6 7 8 9 10 11 750 750 400 Упорядник Замовлення 4088 5 30 . 30 5 Техред М.Моргентал 4 4 4 7-Ю 4 8-Ю 5 1.3 *10 Примечание прототип существенно снизились механические свойства резко снизились механические свойства на тре тье м цик ле появились трещины, на пятом образец разрушился с 43 цик ла поя вились трещины, на последнем цикле фольга разрушилась Коректор. М.Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород. вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing of surface of beryllium foil
Автори англійськоюVolokyta Henadii Ivanovych, Kovtun Kostiantyn Vasyliovych, Kornienko Leonid Antonovych, Tykhynskyi Hennadii Pylypovych
Назва патенту російськоюСпособ обработки поверхности бериллиевой фольги
Автори російськоюВолокита Геннадий Иванович, Ковтун Константин Васильевич, Корниенко Леонид Антонович, Тыхинский Геннадий Филиппович
МПК / Мітки
МПК: C23C 16/00
Мітки: поверхні, спосіб, обробки, фольги, берилієвої
Код посилання
<a href="https://ua.patents.su/4-12888-sposib-obrobki-poverkhni-beriliehvo-folgi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхні берилієвої фольги</a>
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Шокуров Володимир Сергійович, Карпов Євген Семенович, Папіров Ігор Ісакович, Волокита Генадій Іванович
МПК: C23C 14/22
Мітки: спосіб, берилієвої, тонкої, виготовлення, фольги
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Пристрій для електролітичного отримання та обробки тонкої фольги
Номер патенту: 3780
Опубліковано: 27.12.1994
Автори: Троценко Владислав Іванович, Пільщиков Веніамін Іванович, Дронь Микола Михайлович, Журавльова Аліна Борисівна
МПК: C25D 1/04
Мітки: електролітичного, отримання, тонкої, пристрій, фольги, обробки
Формула / Реферат:
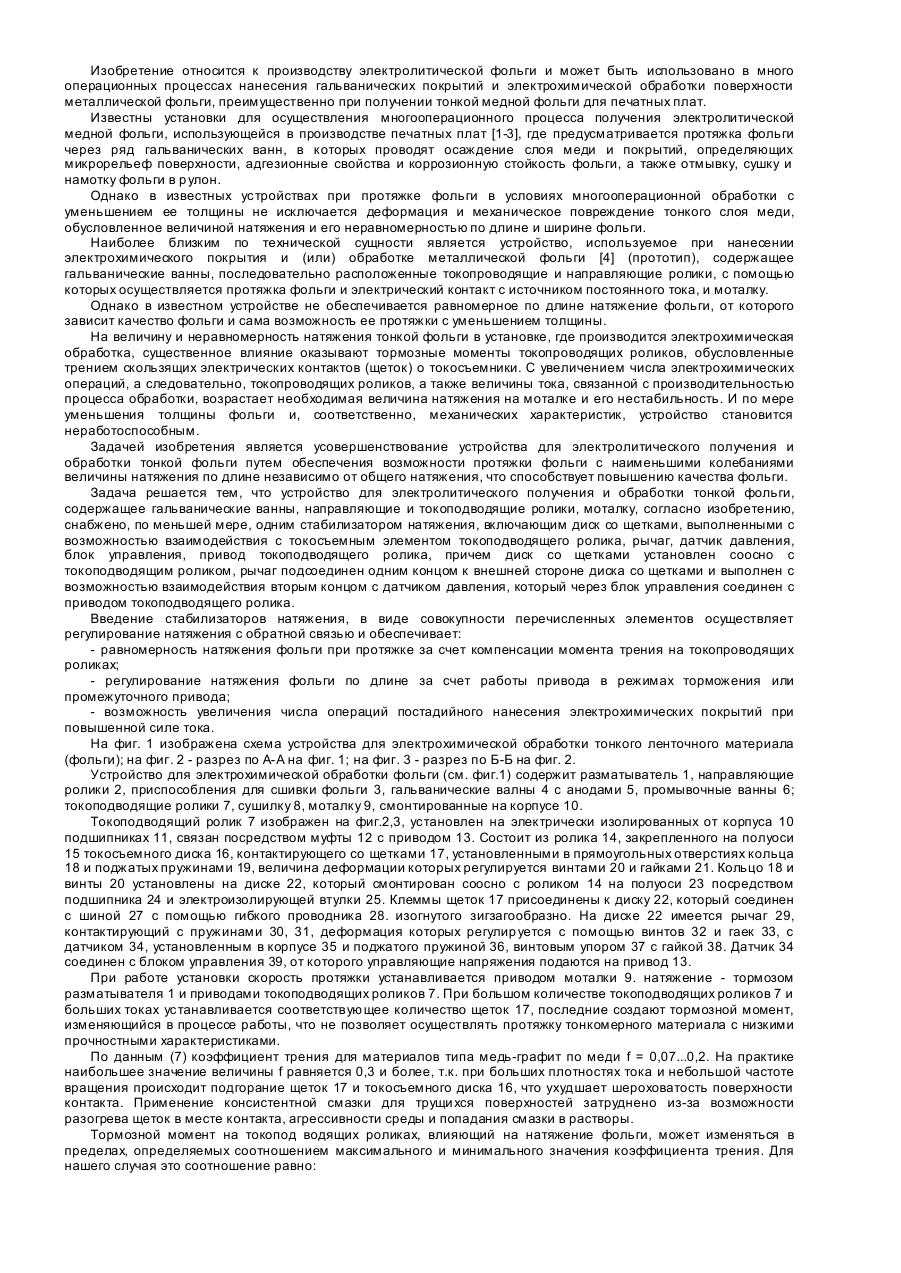
Устройство для электролитического получения и обработки тонкой фольги, содержащее гальванические ванны, направляющие и токоподводящие ролики, моталку, отличающееся тем, что оно снабжено, по меньшей мере, одним стабилизатором натяжения, включающим диск со щетками, выполненными с возможностью взаимодействия с токосъемным элементом токоподводящего ролика, рычаг, датчик давления, блок управления, привод токоподводящего ролика, причем диск со...
Спосіб обробки зовнішньої поверхні товстостінного циліндра з радіальними виступами
Номер патенту: 2656
Опубліковано: 26.12.1994
Автори: Тихий Володимир Миколайович, Денисенко Олександр Антонович, Панченко Євген Миколайович, Галенко Василь Петрович, Сухиненко Володимир Євгенович
МПК: F04B 39/12, B23B 1/00
Мітки: товстостінного, зовнішньої, спосіб, обробки, поверхні, радіальними, циліндра, виступами
Формула / Реферат:
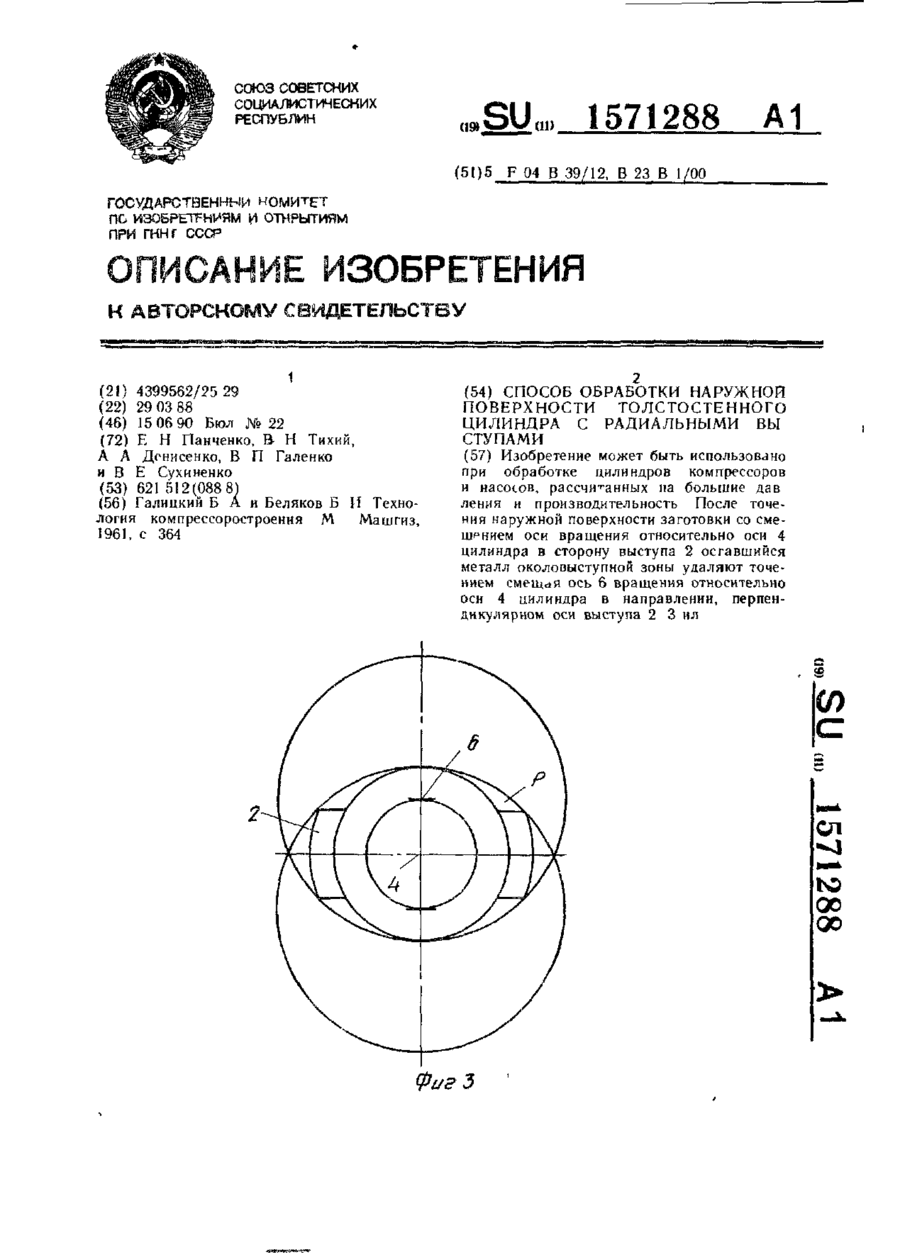
Способ обработки наружной поверхности толстостенного цилиндра с радиальными выступами, включающий точение наружной поверхности заготовки в зоне выступа со смещением оси вращения относительно оси цилиндра в сторону выступа, отличающийся тем, что, с целью снижения металлоемкости и упрощения технологии, металл околовыступной зоны удаляют точением со смещением оси вращения относительно оси цилиндра в направлении, перпендикулярном оси...
Спосіб виготовлення катодної фольги електролітичних конденсаторів
Номер патенту: 10121
Опубліковано: 30.09.1996
Автори: Скоморохов Володимир Костянтинович, Гордієнко Григорій Федорович, РЯЗАНЦЕВ Сергій Миколайович
МПК: H01G 9/04
Мітки: виготовлення, фольги, електролітичних, катодної, спосіб, конденсаторів
Формула / Реферат:
Способ изготовления катодной фольги электролитических конденсаторов, предусматривающий вакуумное напыление пористого слоя титана толщиной 0,2-3 мкм на непрерывно перемещающуюся алюминиевую фольгу, отличающийся тем, что напыление пористого слоя титана осуществляют в присутствии азота или аммиака при давлени 1•10-2 - 5•10-1 Па.
Спосіб попередньої обробки металевої поверхні при фосфатуванні
Номер патенту: 837
Опубліковано: 15.12.1993
Автори: Гуцал Оксана Зановіївна, Заренчюк Валентина Іванівна
МПК: C23C 22/00
Мітки: поверхні, попередньо, металевої, фосфатуванні, спосіб, обробки
Формула / Реферат:
Способ предварительной обработки металлической поверхности при фосфатировании, включающий обработку активирующим раствором, отличающийся тем, что в качестве активирующего раствора берут водную суспензию шлама, образующегося в процессе фосфатирования.
Попередній патент: Спосіб монтажу напрямного апарату гідромашини
Наступний патент: Пристрій для витягування ембріонів у тварин
Випадковий патент: Листівка