Спосіб горизонтального безперервного лиття заготівок
Формула / Реферат
Спосіб горизонтального безперервного лиття заготівок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, подачу в кристалізатор газоповітряної суміші, витяг заготівки із кристалізатора горизонтальної машини безперервного лиття заготівок (ГМБЛЗ) під кутом до горизонту, який відрізняється тим, що в процесі безперервного лиття із ресивера в зазор між заготівкою і графітовою втулкою кристалізатора (ГВК) подають газоповітряну суміш під тиском, що на 0,52-1,9 МН/м2 перевищує феростатичний тиск розплаву на затвердіваючу кірку заготівки, що діє на рівні нижньої утворюючої лінії ГВК Нф, а для ефективного видалення газів із кристалізатора його вісь виконують під кутом до горизонту в інтервалі від 3,2 до 8,5 град.
Текст
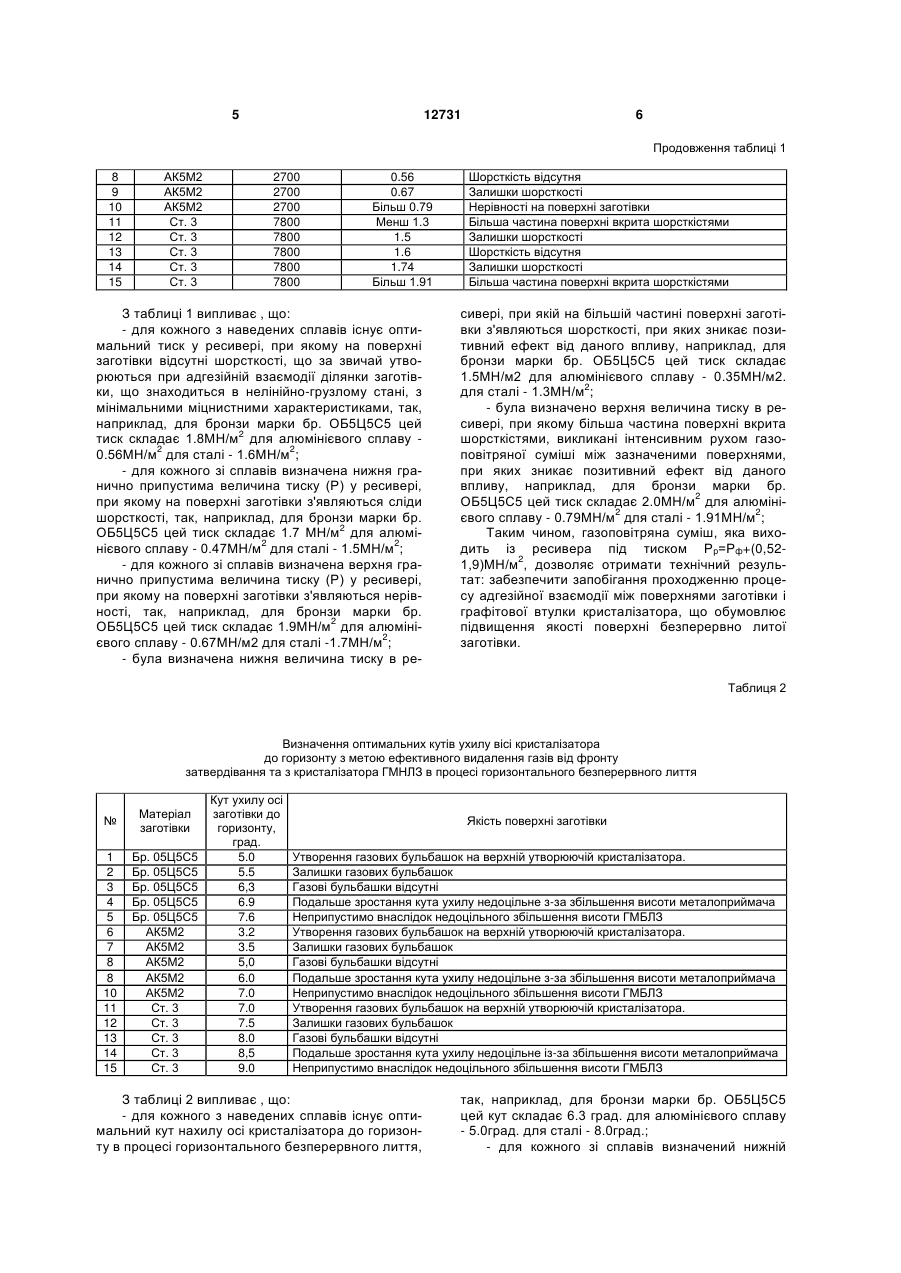
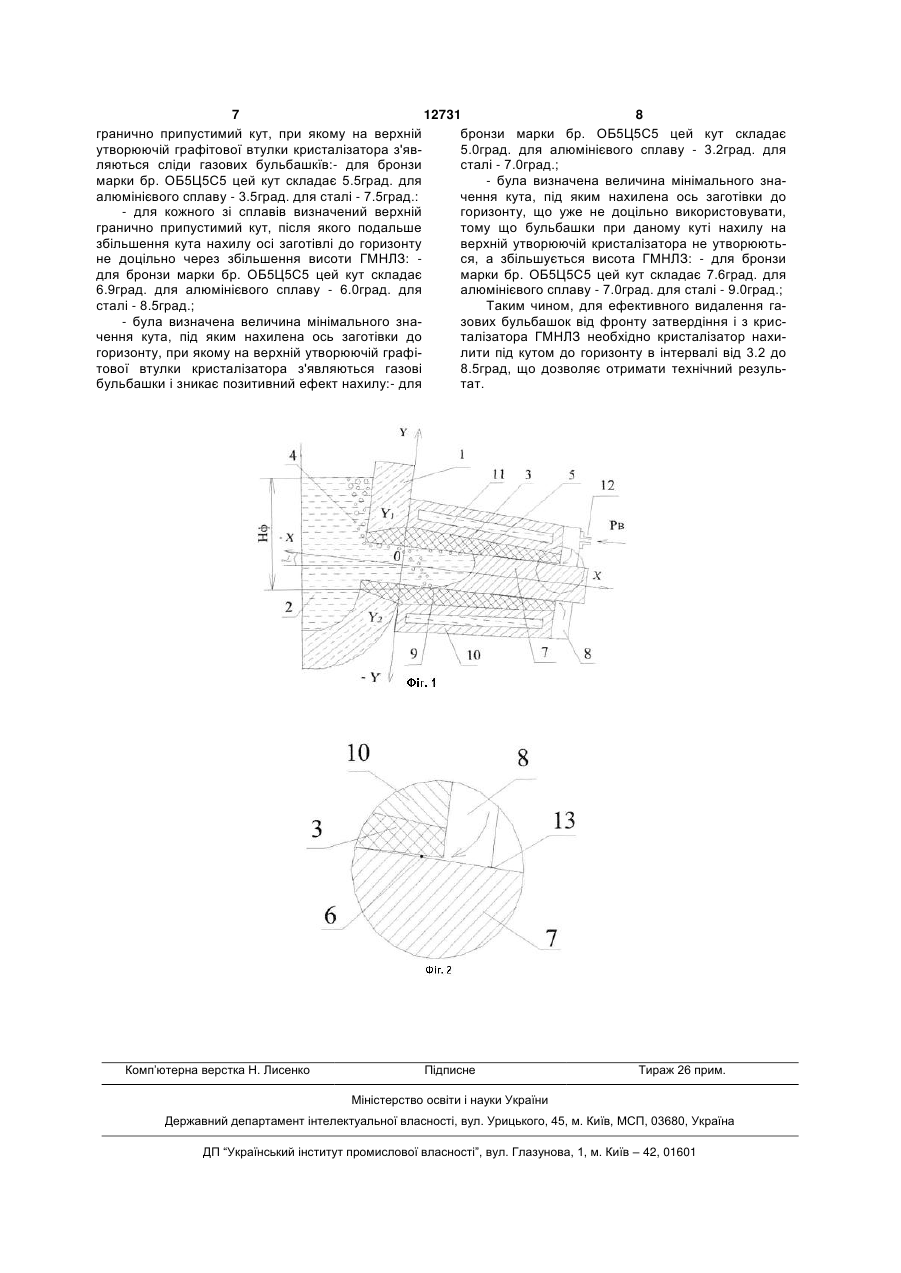
Спосіб горизонтального безперервного лиття заготівок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, подачу в кристалізатор газоповітряної суміші, витяг заготівки із кристалізатора горизонтальної машини безперер 3 12731 4 тової втулки кристалізатора, тому що: ра 3 переміщувалися убік металоприймача 1 і ви- виконання отворів у графітовій втулці крисходили з розплаву 2 в атмосферу. В процесі безталізатора (ГВК) при литті кольорових сплавів перервного лиття в зазор 6, розташований між приводить до передчасного її руйнування; заготівкою 7 і поверхнею графітової втулки крис- при горизонтальному безперервному литті талізатора 3, з ресивера 8 подають газоповітряну 2 кольорових сплавів потрапляння газу в розплав суміш під тиском який на 0.52-1.9МН/м перевищує або на ділянку нелінійно-грузлого стану заготівки тиск феростатичного тиску розплаву на нижній обумовлює появи в поверхневих шарах затвердіутворюючій лінії 9 графітової втулки кристалізатолої заготівки газових бульбашок або утворення ра 3. Мідний водоохолоджуемий кожух кристалізахвилястої поверхні; тора 10 прилягає до графітової втулки кристаліза- при горизонтальному безперервному литті тора 3. У каналах мідного водоохолоджуемого залізо вуглеродистих сплавів потрапляння газу в кожуха кристалізатора 10 циркулює охолоджуюча розплав обумовлює появи в її поверхневих шарах рідина 11. У ресивері заданий тиск підтримується газових бульбашок або утворення хвилястої повеза рахунок подачі в нього через штуцер 12 газопорхні заготівки. вітряної суміші. Ціль способу, що заявляється, полягає в підДля запобігання адгезійної взаємодії між повищенні якості поверхні безперервно литої заготівверхнями ділянки графітової втулки кристалізатоки з залізо вуглеродистих і кольорових сплавів ра перевищуючої феростатичний тиск на нижню отриманих на машинах горизонтального безпереутворюючу лінію ГВК. Феростатичний тиск визнарвного лиття. чають по виразу: Поставлена задача вирішується тим, що проРФ=НФ (1) цес горизонтального безперервного лиття ведуть у де: кристалізаторі встановленому у металоприймачу РФ - питомий феростатичний тиск на поверхню горизонтальної машини безперервного лиття графітової втулки кристалізатора, МПа; (ГМНБЛЗ) під кутом 3,2-8,5 градусів до горизонту - щільність розплаву, кг/м3; (Фіг.1). У процесі безперервного лиття в зазор між НФ - відстань від поверхні розплаву в металозаготівкою і графітовою втулкою кристалізатора приймачу до міста на нижньої утворюючої лінії (ГВК) подають газоповітряну суміш, під тиском, що ГВК, де утворюється вихід бульбашок, м. на 1.7МН/м2 перевищує феростатичний тиск розпГазоповітряну суміш, яка виходить з ресилаву на твердіючу кірку заготівки, діюче на рівні вера в зазор між повернхністю заготівки та ГВК нижньої утворюючої ГВК, а для ефективного виданеобхідно подавати під тиском: лення газів із кристалізатора його вісь виконують Pp=Pф+PГВК+Pз+PД (2) під кутом до горизонту в інтервалі від 3.2 до де: 8.5град. Рр - тиск газоповітряної суміші у ресивері Газоповітряна суміш постійно проходить між PГВК - тиск, який компенсує витрати газоповіткіркою заготівки і поверхнею графітової втулки ряной суміші скрізь порі в ГВК, МПа, кристалізатора, постійно розділяючи поверхні твеРз - тиск, який компенсує витрати газоповітрярдючої заготівки і поверхні ГВК, що не дозволяє ной суміші скрізь зазор 13 між заготівкою та ресиповерхням заготівки і ГВК входити в адгезійну взавером, МПа, ємодію, що дає змогу підвищити якість поверхні PД - тиск, що позволяє газоповітряной суміші безперервно литої заготівки . подолати опір при проході між поверхнями заготівКорисна модель ілюструється малюнками. ки та ГВК на ділянці нелінійно-грузлого стана загоНа Фіг.1, показано вузол кристалізації ГМНЛЗ. тівки. На Фіг.2. показаний зазор 6 між заготівкою 7 і Як показали розрахунки сумарні витрати газоповерхнею графітової втулки кристалізатора 3. повітряной суміші на вихід її скрізь пори в ГВК та Спосіб здійснюється таким чином. скрізь зазор між заготівкою та ресивером складаУ металоприймач 1 подають розплав 2, що ють не більш ніж 10% від феростатичного тиску на надходить у кристалізатор 3, встановлений під поверхню графітової втулки кристалізатора на кутом а (альфа) до горизонталі таким чином, щоб рівні Нф. бульбашки газу 4, що з'являються на верхній утворюючій лінії 5 графітової втулки кристалізатоТаблиця 1 Визначення оптимальних значень величини тиску газоповітряної суміші в ресивері й у зазорі між заготівкою і графітовою втулкою кристалізатора, що перевищує феростатичний тиск, що діє на рівні нижньої утворюючої ГВК № 1 2 3 4 5 6 7 Матеріал заготівки Бр. 05Ц5С5 Бр. 05Ц5С5 Бр. 05Ц5С5 Бр. 05Ц5С5 Бр. 05Ц5С5 АК5М2 АК5М2 Щільність сплаву, 3 , кг/м 8600 8600 8600 8600 8600 2700 2700 Тиск у ресивері Р, 2 МН/м Менш 1.5 1.7 1.8 1.9 Більш 2.0 Менш 0.35 0.52 Якість поверхні заготівки Більша частина поверхні вкрита шорсткістями Залишки шорсткості Шорсткість відсутня Залишки шорсткості Більша частина поверхні вкрита шорсткістями Більша частина поверхні вкрита шорсткістями Залишки шорсткості 5 12731 6 Продовження таблиці 1 8 9 10 11 12 13 14 15 АК5М2 АК5М2 АК5М2 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 3 2700 2700 2700 7800 7800 7800 7800 7800 0.56 0.67 Більш 0.79 Менш 1.3 1.5 1.6 1.74 Більш 1.91 З таблиці 1 випливає , що: - для кожного з наведених сплавів існує оптимальний тиск у ресивері, при якому на поверхні заготівки відсутні шорсткості, що за звичай утворюються при адгезійній взаємодії ділянки заготівки, що знаходиться в нелінійно-грузлому стані, з мінімальними міцнистними характеристиками, так, наприклад, для бронзи марки бр. ОБ5Ц5С5 цей тиск складає 1.8МН/м2 для алюмінієвого сплаву 0.56МН/м2 для сталі - 1.6МН/м2; - для кожного зі сплавів визначена нижня гранично припустима величина тиску (Р) у ресивері, при якому на поверхні заготівки з'являються сліди шорсткості, так, наприклад, для бронзи марки бр. ОБ5Ц5С5 цей тиск складає 1.7 МН/м2 для алюмінієвого сплаву - 0.47МН/м2 для сталі - 1.5МН/м2; - для кожного зі сплавів визначена верхня гранично припустима величина тиску (Р) у ресивері, при якому на поверхні заготівки з'являються нерівності, так, наприклад, для бронзи марки бр. ОБ5Ц5С5 цей тиск складає 1.9МН/м2 для алюмінієвого сплаву - 0.67МН/м2 для сталі -1.7МН/м2; - була визначена нижня величина тиску в ре Шорсткість відсутня Залишки шорсткості Нерівності на поверхні заготівки Більша частина поверхні вкрита шорсткістями Залишки шорсткості Шорсткість відсутня Залишки шорсткості Більша частина поверхні вкрита шорсткістями сивері, при якій на більшій частині поверхні заготівки з'являються шорсткості, при яких зникає позитивний ефект від даного впливу, наприклад, для бронзи марки бр. ОБ5Ц5С5 цей тиск складає 1.5МН/м2 для алюмінієвого сплаву - 0.35МН/м2. для сталі - 1.3МН/м2; - була визначено верхня величина тиску в ресивері, при якому більша частина поверхні вкрита шорсткістями, викликані інтенсивним рухом газоповітряної суміші між зазначеними поверхнями, при яких зникає позитивний ефект від даного впливу, наприклад, для бронзи марки бр. ОБ5Ц5С5 цей тиск складає 2.0МН/м2 для алюмінієвого сплаву - 0.79МН/м2 для сталі - 1.91МН/м2; Таким чином, газоповітряна суміш, яка виходить із ресивера під тиском Рр=Рф+(0,521,9)МН/м2, дозволяє отримати технічний результат: забезпечити запобігання проходженню процесу адгезійної взаємодії між поверхнями заготівки і графітової втулки кристалізатора, що обумовлює підвищення якості поверхні безперервно литої заготівки. Таблиця 2 Визначення оптимальних кутів ухилу вісі кристалізатора до горизонту з метою ефективного видалення газів від фронту затвердівання та з кристалізатора ГМНЛЗ в процесі горизонтального безперервного лиття № Матеріал заготівки 1 2 3 4 5 6 7 8 8 10 11 12 13 14 15 Бр. 05Ц5С5 Бр. 05Ц5С5 Бр. 05Ц5С5 Бр. 05Ц5С5 Бр. 05Ц5С5 АК5М2 АК5М2 АК5М2 АК5М2 АК5М2 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Кут ухилу осі заготівки до горизонту, град. 5.0 5.5 6,3 6.9 7.6 3.2 3.5 5,0 6.0 7.0 7.0 7.5 8.0 8,5 9.0 Якість поверхні заготівки Утворення газових бульбашок на верхній утворюючій кристалізатора. Залишки газових бульбашок Газові бульбашки відсутні Подальше зростання кута ухилу недоцільне з-за збільшення висоти металоприймача Неприпустимо внаслідок недоцільного збільшення висоти ГМБЛЗ Утворення газових бульбашок на верхній утворюючій кристалізатора. Залишки газових бульбашок Газові бульбашки відсутні Подальше зростання кута ухилу недоцільне з-за збільшення висоти металоприймача Неприпустимо внаслідок недоцільного збільшення висоти ГМБЛЗ Утворення газових бульбашок на верхній утворюючій кристалізатора. Залишки газових бульбашок Газові бульбашки відсутні Подальше зростання кута ухилу недоцільне із-за збільшення висоти металоприймача Неприпустимо внаслідок недоцільного збільшення висоти ГМБЛЗ З таблиці 2 випливає , що: - для кожного з наведених сплавів існує оптимальний кут нахилу осі кристалізатора до горизонту в процесі горизонтального безперервного лиття, так, наприклад, для бронзи марки бр. ОБ5Ц5С5 цей кут складає 6.3 град. для алюмінієвого сплаву - 5.0град. для сталі - 8.0град.; - для кожного зі сплавів визначений нижній 7 12731 8 гранично припустимий кут, при якому на верхній бронзи марки бр. ОБ5Ц5С5 цей кут складає утворюючій графітової втулки кристалізатора з'яв5.0град. для алюмінієвого сплаву - 3.2град. для ляються сліди газових бульбашкїв:- для бронзи сталі - 7.0град.; марки бр. ОБ5Ц5С5 цей кут складає 5.5град. для - була визначена величина мінімального знаалюмінієвого сплаву - 3.5град. для сталі - 7.5град.: чення кута, під яким нахилена ось заготівки до - для кожного зі сплавів визначений верхній горизонту, що уже не доцільно використовувати, гранично припустимий кут, після якого подальше тому що бульбашки при даному куті нахилу на збільшення кута нахилу осі заготівлі до горизонту верхній утворюючій кристалізатора не утворюютьне доцільно через збільшення висоти ГМНЛЗ: ся, а збільшується висота ГМНЛЗ: - для бронзи для бронзи марки бр. ОБ5Ц5С5 цей кут складає марки бр. ОБ5Ц5С5 цей кут складає 7.6град. для 6.9град. для алюмінієвого сплаву - 6.0град. для алюмінієвого сплаву - 7.0град. для сталі - 9.0град.; сталі - 8.5град.; Таким чином, для ефективного видалення га- була визначена величина мінімального зназових бульбашок від фронту затвердіння і з крисчення кута, під яким нахилена ось заготівки до талізатора ГМНЛЗ необхідно кристалізатор нахигоризонту, при якому на верхній утворюючій графілити під кутом до горизонту в інтервалі від 3.2 до тової втулки кристалізатора з'являються газові 8.5град, що дозволяє отримати технічний резульбульбашки і зникає позитивний ефект нахилу:- для тат. Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for horizontal continuous casting of billets
Автори англійськоюKhoroshylov Oleh Mykolaiovych
Назва патенту російськоюСпособ горизонтального непрерывного литья заготовок
Автори російськоюХорошилов Олег Николаевич
МПК / Мітки
МПК: B22D 11/00
Мітки: лиття, безперервного, заготівок, горизонтального, спосіб
Код посилання
<a href="https://ua.patents.su/4-12731-sposib-gorizontalnogo-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб горизонтального безперервного лиття заготівок</a>
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Плугатар Віктор Семенович, Власенко Богдан Васильович
МПК: B22D 11/08, B22D 11/14
Мітки: підготовки, заготівок, роботи, спосіб, безперервного, лиття, машини
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Калашников Андрій Анатолійович, Титаренко Олександр Іванович, Смирнов Віктор Григорович, Попік Вадим Геннадійович, Вольвач Олександр Євгенійович
МПК: B22D 11/04
Мітки: лиття, кристалізатор, безперервного, заготівок, машини
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: безперервного, лиття, заготівок, спосіб
Формула / Реферат:
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по...
Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Руденко Анатолій Олександрович, Глазков Анатолій Якович, Пашковскій Андрєй Пєтровіч, Нестеров Дмитро Кузьмич, Козловіч Валєнтін Ніколаєвіч, Шевченко Віктор Іванович, Клєвжіц Алєксандр Сємьоновіч
МПК: B22D 11/045
Мітки: заготовок, безперервного, сплавів, кристалізатор, горизонтального, багатоструминний, кольорових, лиття
Формула / Реферат:
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Широкорад Сергій Іванович, Плугатар Віктор Семенович, Тіунов Володимир Миколайович, Баначенков Володимир Геннадійович
МПК: B22D 11/08
Мітки: формування, ділянка, безперервного, машини, заготівок, лиття
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Попередній патент: Рукавний фільтр
Наступний патент: Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів
Випадковий патент: Спосіб моделювання стану метаболічного алкалозу у курей