Спосіб відновлювання деталей
Номер патенту: 12755
Опубліковано: 28.02.1997
Автори: Махіня Іван Андрійович, Шевченко Євген Тімофійович, Мамикін Олег Васильович, Бутаков Борис Іванович, Ковальський Юрій Вацлавович



Текст
Способ восстановления деталей, включающий обработку поверхности заготовки, установку и заливку ее расплавом в литейной форме, о т л и ч а ю щ и й с я тем, что обработку ведут погружением в перегретой на 1О...1ОО°С расплав металла в ковше с одновременным ее перемещением и вибрацией, и выдержкой на воздухе, до образования потемневшей шлаковой корки, удаляемой непосредственно перед установкой заготовки в литейную форму. образования потемневшей шлаковой корки, удаляемой непосредственно перед установкой заготовки в литейную форму. Использование вибрации и перемещений заготовки в объеме ковша дает возможность ускорить нагрев и оплавление в 2-3 раза. Кроме того, целенаправленные перемещения (вращения) или вибрации заготовки дают возможность локализовать на поверхности заготовки зоны преимущественного оплавления. О скорости тепловых процессов можно судить по скорости изменения температуры расплава, которая для заготовки в 100 кг с вибрацией в 10-тонном ковше составляют не меньше 10°С/мин, а без нее - 3-5°С/мин. Оплавление такого образца с вибрацией заметно уже после 2,0 мин, без вибрации - через 5 мин и более. Для быстрого удалений -подплавленного разупрочненного сл'-я на поверхности, погруженной в расплав заготовки, вибрация должна иметь характер серий ударов с частотами 1-20 Гц. При частоте С > ел ел о 12755 элг>^ трогидравлического вибратора 8 Гцстокилогрзммовая заготовка оплавляется на 10 кг за 3 мин Так как теплота расплава расходуется на нагрев заготовки и ее плавление, то, чтобы не допускать переохлаждения расплава ниже температуры разливки, его перегревают на 10 100°С в зависимости от веса заготовки и времени ее выдержки в ковше Нижний предел перегрева обусловлен тем, что даже при минимальном поглощении теплоты расплава заготовкой небольшого веса температура расплава понижается за счет нагрева вибрирующей штанги, на которой погружают электрод Исходя из того, что минимальное оремя погружения приблизительно равно 0,5 мин практически для десятитонного ковша с расплавом стали достаточное время перегрева при использовании нефутеровсиной стальной штанги равно 10°С Максимальный перегрев 100°С обусловлен возможностями используемого печною оборудования, стойкостью футеровки ковшей и потерями теппа при выпуске Причем для наплаоки целесообразно использовать объемы ковшей не превышающие 30 тонн т е те ковши, которые вмещают разовый выпуск металла из наиболее распространенных типов плаоильных печен Извлекаемая из ковша после оплавления заготовка всегда проходит через шлак, при этом на ее поверхности намораживается слои шлака, который, охлаждаясь на воздухе превращается в твердую потемневшую корку. Толщина этой корки в зависимости от марки шлака, его температуры и других внешних условий может быть о пределах 1-20 мм В твердом состоянии корка очень хрупкая, поэтому без труда удаляется перед наплавкой постукиванием по ней молотком или ударным встряхиванием заготовки В данном случае шлаковая корка предохраняет оплавленную поверхность от окисления и охлаждения, поэтому ее необходимо удалять непосредственно пере і операцией наплавки Продолжительность выдержки заготовки лимитируется лишь готовностью следующей операции, так как шлаковая корка темнеет сразу, через 1530 с после извлечения заготовки из ковша Отбивка темной корки обнажает раскаленную поверхность заготовки, которую во избежание окисления и охлаждения следует наплавлять сразу Охлаждение заготовки в шлаковой корке до комнатной температуры показало что оплавленная поверхность не имеет следор высокотемпературной коррозии, а имеет металлический блеск и узорчатый микрорельеф - результат выплавления овтектической составляющей сплава 10 15 20 де 40 45 50 55 Погружение в расплав перед наплавкой в каждом конкретном случае может быть использовано для нагрева заготовки, очистки и подплавления поверхности, оплавления с целью придания необходимых размеров и формы заготовки, оплавления с целью удаления дефектного слоя Восстановление деталей производят по следующей технологии Металл до наплавки и оплавления перегревают в печи выше температуры разливки на температуру ДТ, равную где VT - скорость падения температуры при оплавлении заготовки, °С/мин; Х- время оплавления, Д Тв - потери температуры при выпуске стали Металл выливают из печи в ковш, в который опускают заготовку, закрепленную на вибрационном устройстве Включают вибратор, производя одновременные перемещения заготовки по объему ковша После завершения оплавления вибрацию прекращают, а заготовку извлекают через слой шлака на воздух. Отбивают потемневшую корку шлака и производят наплавку, заполнением зазора между заготовкой и литейной формой жидким металлом П р и м е р Восстанавливали деталь цилиндрический волновод для виброимпульсной обработки расплавов, длиной 2 м, 0 160 мм с насадкой на свободном конце 0240 мм и длиной 200 мм Процесс наплавки был встроен в технологию разливки стали в литейном цехе таким образом, что при подаче одного 10-тонного ковша с металлом восстанавливался один волновод При этом волновод погружают в ковш с расплавом литейной стали с температурой 1600°С на глубину 0,5 м насадкой на шлак С частотой 8 Гц и энергией в электрическом импульсе 5 кДж включают электрогидравлический вибратор, к которому непогруженной частью закреплен волновод Вибрируют в течение 3 минут, производя также перемещения волновода по глубине В результате температуру металла понижают до 1570°С Изношенная насадка волновода оплавлялась до 0 160 мм При таком размере удобно восстанавливать волновод в открытой литейной форме После того как волновод вынули, его выдерживают на воздухе до потемнения шлаковой корки (2-3 мин) За это время литейную форму, выполненную по форме насадки волновода, заполняют жидким металлом (из этого же или другого ковша) В отверстие формы под 0 160 мм после отбивки шлаковой корки, опускают разогре 12755 тый волновод до требуемого уровня (возможем также подъем формы с жидким металлом к неподвижному волноводу) Излишек металла вытесняется в кольцевое углубление на форме. После остывания волновод извлекают из формы и очищают Восстановленный та ким образом волновод был в рабочем состоянии, так как не требовал дальнейшей механической обработки. По своим служебным свойствам он приближался к цельному 10 волноводу и превосходил волновод, для ремонта которого применялась сварка. Предлагаемый способ по сравнению с прототипом и аналогами за счет подплавле Упорядник Замовлення 4081 Техред М Моргентал ния заготовки обеспечивают более высокое качество наплавки, обеспечивая возможность прогревать поверхность заготовки за 3-5 мин до температур, близких к температуре плавления сплава детали с минимальным окислением оп лавленной поверхности. При этом поднимается верхняя граница интервала температур активной диффузии на границе: поверхность заготовки - наплавляемый металл. Кроме того, качество наплавки повышается за счет растворения и омывания примесных и легкоплавких фаз с поверхности заготовки (травление в расплаве). Коректор Н Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл , 8 Відкрите акціонерне товариство "Патент", м Ужгород, оул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoration of parts
Автори англійськоюKovalskyi Yurii Vatslavovych, Butakov Borys Ivanovych, Mamykin Oleh Vasyliovych, Makhinia Ivan Andriiovych, Shevchenko Yevhen Tymofiiovych
Назва патенту російськоюСпособ восстановления деталей
Автори російськоюКовальский Юрий Вацлавович, Бутаков Борис Иванович, Мамыкин Олег Васильевич, Махиня Иван Андреевич, Шевченко Евгений Тимофеевич
МПК / Мітки
МПК: B22D 19/06
Мітки: деталей, відновлювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-12755-sposib-vidnovlyuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлювання деталей</a>
Спосіб футеровки порожнистих металічних деталей

Номер патенту: 7126
Опубліковано: 30.06.1995
Автори: Величко Борис Федорович, Вагін Віктор Васильович, Невідомський Володимир Олексійович, Ермаков Віктор Васильович, Мангатов Володимир Михайлович
МПК: F16L 58/02
Мітки: деталей, спосіб, порожнистих, металічних, футеровки
Формула / Реферат:
Способ футеровки полых металлических деталей, включающий заливку полости деталей, оснащенных кольцевыми отсекателями, силикатным расплавом, выдержку и последующий слив остатка расплава, отличающийся тем, что, с целью получения футеровочного слоя заданной толщины, перед заливкой силикатного расплава в полость детали на расстояние, равное толщине футеровочного слоя, устанавливают кольцевые отсекатели и электроизолируют их в течение процесса...
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондарюк Микола Миколайович, Малимон Валентина Ігорівна, Жуков Андрій Олександрович, Бондаренко Олександр Вікторович
МПК: C23C 8/08
Мітки: поверхневого, деталей, зміцнення, спосіб, сталевих
Формула / Реферат:
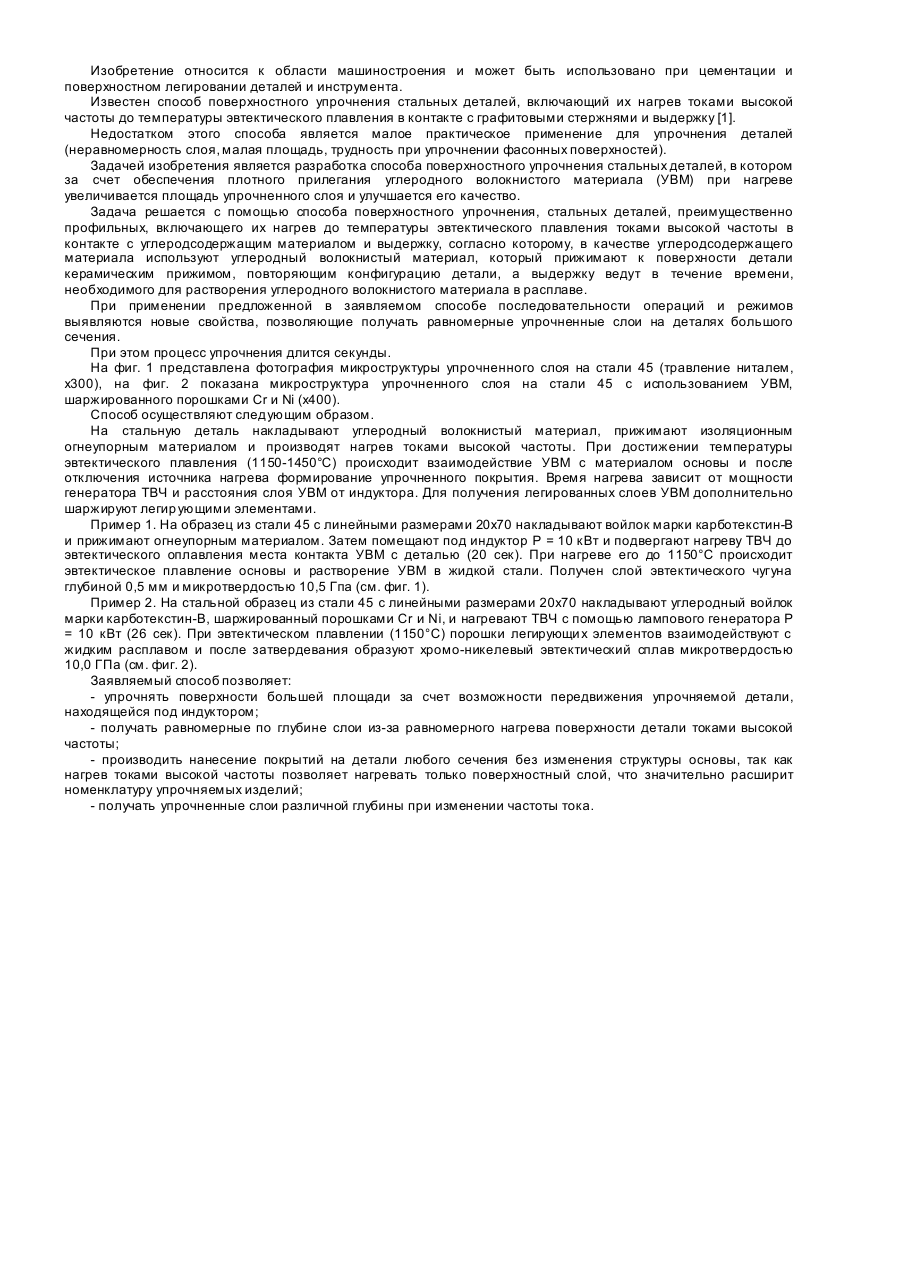
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Спосіб виготовлення пружинних деталей
Номер патенту: 7452
Опубліковано: 29.09.1995
Автор: Корак Анатолій Вікторович
МПК: B21F 35/00
Мітки: пружинних, виготовлення, спосіб, деталей
Формула / Реферат:
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансонов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение...
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шишов Валерій Володимирович, Шмидт Рудольф Якович, Зайденко Анатолій Михайлович
МПК: B21K 21/00
Мітки: порожнистих, спосіб, виготовлення, деталей
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Гладченко Олександр Миколайович, Сазонов Віктор Васильович
МПК: B22F 7/00
Мітки: поверхні, покриттів, нанесення, деталей, металевих, внутрішні, спосіб, циліндричних, порошків
Формула / Реферат:
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки...
Попередній патент: Імпульсний мгд-генератор
Наступний патент: Спосіб вентиляції приміщення з розміщеними по його площі теплогазовиділяючими джерелами
Випадковий патент: Кормова добавка для жуйних тварин