Спосіб футеровки порожнистих металічних деталей
Номер патенту: 7126
Опубліковано: 30.06.1995
Автори: Невідомський Володимир Олексійович, Ермаков Віктор Васильович, Вагін Віктор Васильович, Величко Борис Федорович, Мангатов Володимир Михайлович

Формула / Реферат
Способ футеровки полых металлических деталей, включающий заливку полости деталей, оснащенных кольцевыми отсекателями, силикатным расплавом, выдержку и последующий слив остатка расплава, отличающийся тем, что, с целью получения футеровочного слоя заданной толщины, перед заливкой силикатного расплава в полость детали на расстояние, равное толщине футеровочного слоя, устанавливают кольцевые отсекатели и электроизолируют их в течение процесса выдержки расплава замеряют его электросопротивление между кольцевыми отсекателями, по изменению которого фиксируют начало массовой кристаллизации расплава на внутренних краях отсекателей, а слив остатков расплава производят после начала указанной кристаллизации.
Текст
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН 3(51) F 16 L 58/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ (21) 2885504/29-08 "; (22) 25.02.80 (72) В.В. Вагин, В.В. Ермаков, Б.Ф. Величко, В.Л. Неведомский. и Б.М. Мангатов (71) Всесоюзный научно-исследовательский проектно-конструкторский технологический институт механизации труда в черной металлургии и ремонтно-мехаплческих работ (531 621.643.2 (088.8) (56) 1. Вейник А.И. Расчет отливки, "Машиностроение", М,, 1964, с, 230-231 . •* • 2. Авторское свидетельство СССР № 257237, кл. F 16 L 57/00, 1966* (прототип). ( 5 ) (57) СПОСОБ ФУТЕРОВКИ ПОЛЫХ .4 МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ, включающий заливку полости деталей, оснащенных кольцевыми отсекателями, силикатным расплавом, выдержку и последующий слив остатка расплава, о т л и ч а ю щ и й с я тем, что, с целью получения футеровочного слоя заданной толщины, перед заливкой силикатного расплава* в полость детали на расстояние, равное толщине утеровочного слоя, устанавливают кольцевые отсекатели и электроизолируют их, в течение процесса выдержки расплава замеряют его электросопротивление между кольцевыми отсекателями, по изменению которого фиксируют начало массовой кристаллизации расплава на внутренних краях отсекателей, а слив остатков расплава производят после начала указанной кристаллизации. 8 (П С to ҐҐ Изобретение относится к области защиты•металлических поверхностей (трубопроводов, циклонов и т.п.) от абразивного износа и воздействия агрессивных сред и может быть исполь зовано для футеровки металлургического и горнообогатительного оборудования силикатным материалом. Известен способ футеровки полых металлических деталей путем заполнения внутренней полости их расплавом, выдержки и последующего слива остатка [\~\ . Недостатком данного способа является то, что различные условия теп* лообмена по краям и в середине изделия не позволяют получать футеровочной слой равной толщине и с ровными торцевыми срезами. Известен также способ футеровки металлических деталей трубопровода, заключающийся в нагреве детали перед заливкой до 500-700°С и с установкой на ее концах съемных насадок с кольцевыми отсекателями. Это дает возможность получить изделия с, одинаковой толщиной футеровочного слоя по всей длине [l\. 5 Ю 15 20 25 Однако этот способ не позволяет получать на каждой детали футерозо вочныи слои заданной толщины, J T O обусловлено тем, что при выдержке расплава во внутренней полости металлической детали нарастание толщины футеровочного слоя в единицу време35 ни зависит от большого числа переменных факторов: от температуры заливаемого расплава, его химического состава, теплообмена отливки с окружающей средой и т.д. Б результате « получают изделия с толщиной футеровочного слоя, имеющего большие отклонения от заданного значения, Это приводит к значительным трудностям при монтаже оборудования. ,* Целью изобретения является получение футеровочного слоя заданной толщины. Эта Цель достигается тем, что пес ред заливкой силикатного расплава 0 в полость детали на расстояние, равное толщине футеровочного слоя, устанавливают кольцевые отсекатели и электроизолируют их, в течение процесса выдержки расплава замеряют 55 величину его электросопротивления между кольцевыми отсекателями, по изменению которого фиксируют начало массовой кристаллизации расплава на внутренних краях отсекателей, а слив остатков расплава производят после начала указанной кристаллизации. Процесс выдержки расплава во внутренней полости изделия и слив жидкого остатка производят, ориентируясь не на время пребывания расплава в этой внутренней полости, а на величину электросопротивления между отсекателями, причем применение замеров сопротивления расплава для прекращения процесса намораживания футеровочного слоя и для слива жидкого остатка обусловливается наличием критической точки на кривой зависимости электропроводности силикатного расплава от температуры при достижении расплавом температ\ры кристаллизации. Это приводит к тому, что, как только фронт кристаллизации расплавов, распространяясь от стенки изделия, достигнет внутренних краев отсекателей, электросопротивление между ними резко возрастает и фиксируется конец процесса наморажива-* ния, независимо от первоначальной температуры заливаемого расплава, его химического состава и интенсивно-* сти теплообмена отливки с окружающей средой. . П р и м е р , Из шлаков, имеющих температуру в интервале 1350-1480 С футеровали партию труботечек 0 П 5 0 мм с заданной толщиной футеровочного слоя в 50 мм. На торцах всех труботечек перед заливкой расплава устанавливались съемные насадки с отсекателями, Отсекатели с помощью асбестовых прокладок электролизовались от насадок и корпусов труботечек и подключились к приборам для измерения электросопротивления, с помощью которых фиксировался процесс массовой кристаллизации на внутренних краях отсекателей, и после этого производился слив жидкого остатка. Б зафутерованных труботечках среднее отклонение от заданной толщины футеровочного слоя составило + 2 мм. Использование данного способа футеровки полых метаплических деталей позволяет получать футеровочный слой с незначительными отклонениями от заданной величины при из З 951917 меняющихся технологических параметрах (температуре расплава, химическом и минералогическом составе, теплообмене отливки с окружающей ере дои и т.д.), упростить и облегчить 5 4 процесс монтажа оборудования из отдельных футерованных элементов, т.к, нет необходимости производить их предварительный подбор по величине футеровочных слоев. \' Редактор В.Мозжечкова Составитель Л. Иванова Техред Т.Маточка Корректор М.Розман Заказ 4134/ДСП Тираж 792 Подписное ВНИИГІИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП " Патент ", г. Ужгород, ул. Проектная, 4 I
ДивитисяДодаткова інформація
Назва патенту англійськоюLining method for hollow metal parts
Автори англійськоюVahin Viktor Vasyliovych, Yermakov Victor Vasyliovych, Velychko Borys Fedorovych, Manhatov Volodymyr Mykhailovych
Назва патенту російськоюСпособ футеровки полых металлических деталей
Автори російськоюВагин Виктор Васильевич, Ермаков Виктор Васильевич, Величко Борис Федорович, Мангатов Владимир Михайлович
МПК / Мітки
МПК: F16L 58/02
Мітки: футеровки, деталей, порожнистих, металічних, спосіб
Код посилання
<a href="https://ua.patents.su/4-7126-sposib-futerovki-porozhnistikh-metalichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб футеровки порожнистих металічних деталей</a>
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шишов Валерій Володимирович, Зайденко Анатолій Михайлович, Шмидт Рудольф Якович
МПК: B21K 21/00
Мітки: виготовлення, порожнистих, деталей, спосіб
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Засіб обробки деталей

Номер патенту: 1949
Опубліковано: 20.12.1994
Автори: Гришин Володимир Сергійович, Проволоцький Олександр Євдокимович, Лиходєй Олександр Кирилович, Морозенко Вадим Никифорович, Лапшин Сергій Павлович, Литвиненко Вячеслав Тимофійович, Бондаренко Леонід Іванович
Мітки: обробки, засіб, деталей
Формула / Реферат:
Способ обработки деталей, включающий электроэрозионное легирование поверхностей и визуальный контроль сплошности покрытия, отличающийся тем, что, с целью повышения износостойкости деталей, перед визуальным контролем производят гидроабразивную обработку детали с внедрением абразивных частиц на величину 0,05—0,1 от максимальной толщины слоя, полученного при легировании, а затем выявляют участки без легируемого слоя и по ним повторно проводят...
Штамп для пробивання співвісних отворів в стінках порожнистих деталей і п-подібних профілей
Номер патенту: 192
Опубліковано: 30.04.1993
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович
МПК: C22B 1/24
Мітки: профілей, пробивання, деталей, отворів, порожнистих, п-подібних, штамп, стінках, співвісних
Формула / Реферат:
Способ получения офлюсованных окатышей извысококремнистых железорудных концентратов, включающий окатывание их в барабанном окомкователе с флюсом с получением окатышей, состоящих из внутреннего ядра и наружного слоя из концентрата с флюсом или без него, упрочняющий обжиг, охлаждение и рециркуляцию части окомкованной шихты, отличающийся тем, что, с целью повышения прочности окатышей, рециркулируемую часть шихты перед скатыванием опудривают...
Пристрій для руйнування футеровки плавильних агрегатів
Номер патенту: 4405
Опубліковано: 27.12.1994
Автори: Чихачев Віктор Андрійович, Клепка Володимир Пилипович, Попова Ірина Всеволодівна, Хагажіїв Джонсон Талович, Тимошкін Віктор Андрійович, Форіков Боріс Іванович, Зябрев Володимир Олександрович, Захар'ін Олег Миколайович, Мішин Володимир Васильович
Мітки: агрегатів, пристрій, футеровки, руйнування, плавильних
Формула / Реферат:
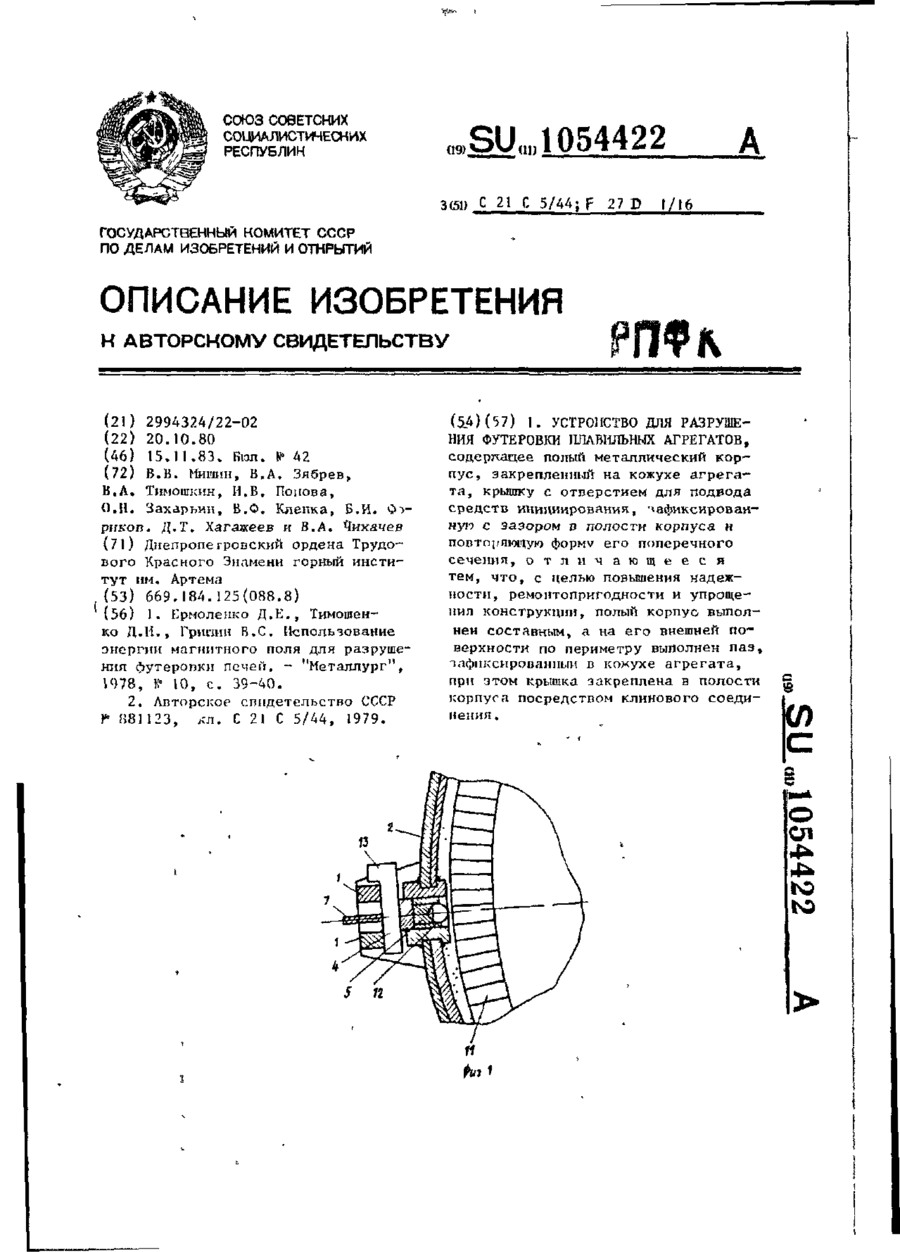
1. Устройство для разрушения футеровки плавильных агрегатов, содержащее палый металлический корпус, закрепленный на кожухе агрегата, крышку с отверстием для подвода средств инициирования, зафиксированную с зазором в полости корпуса и повторяющую форму его поперечного сечения, отличающееся тем, что, с целью повышения надежности, ремонтопригодности и упрощения конструкции, палый корпус выполнен составным, а на его внешней поверхности по...
Спосіб розігріву футеровки металургійних ковшів
Номер патенту: 6936
Опубліковано: 31.03.1995
Автори: Щербін Арнольд Іванович, Петренко Людмила Абрамівна, Аріст Леонід Михайлович, Городецький Олександр Аркадійович, Чорний Олександр Михайлович, Яровинський Юхим Абович
МПК: B22D 41/00
Мітки: ковшів, розігріву, футеровки, металургійних, спосіб
Формула / Реферат:
(57) Способ разогрева футеровки металлургических ковшей, включающий подачу ковша под крышку с горелкой и вытяжным узлом, нагрев футеровки путем сжигания газа в емкости ковша и отвод продуктов горения, отличающийся тем, что зазор между ковшом и крышкой перекрывают сплошной перегородкой, нагревают футеровку до 1200°С в течение 20-30 мин., после чего перегородку извлекают.
Попередній патент: Спосіб гідророзриву шару
Наступний патент: Спосіб виготовлення виробів із силікатних розплавів
Випадковий патент: Спосіб діагностики розвитку остеопорозу