Вкладиш прес-форми для лиття під тиском алюмінієвих деталей
Номер патенту: 12854
Опубліковано: 28.02.1997
Автори: Кузнєцов Сергій Вікторович, Абрамов Віктор Валеріанович
Формула / Реферат
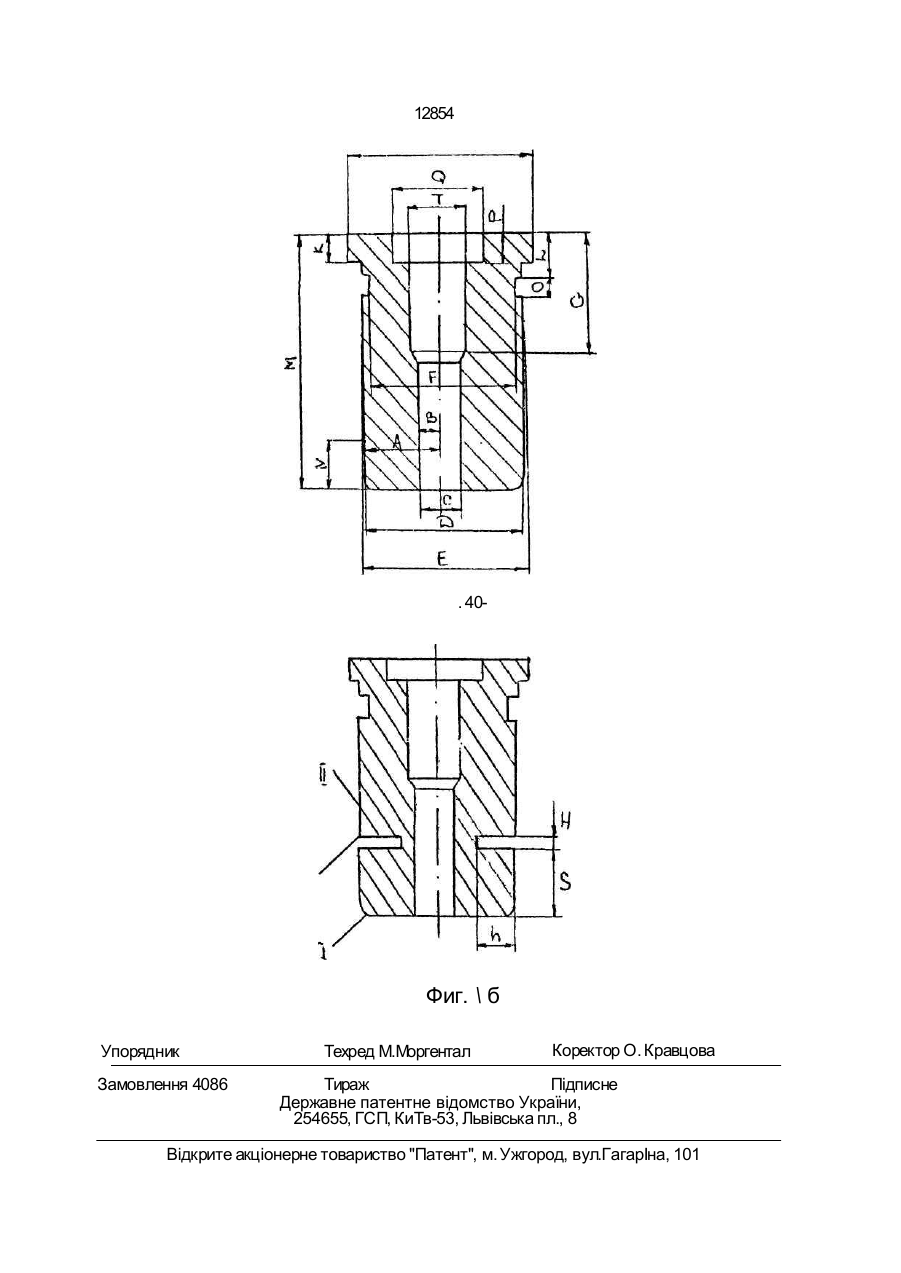
(57) Вкладыш пресс-формы для литья под давлением алюминиевых деталей, содержащий рабочую и вспомогательную поверхности, отличающийся тем, что на нем на расстоянии от торцевой части рабочей поверхности, составляющем 0,65-0,71 толщины стенки вкладыша, выполнена кольцевая выточка с шириной 0,22-0,30 и глубиной 0,68-0,83 от толщины стенки вкладыша.
Текст
Вкладыш пресс-формы для литья под давлением алюминиевых деталей, содержащий рабочую и вспомогательную поверхности, о т л и ч а ю щ и й с я тем, что на нем на расстоянии от торцевой части рабочей поверхности, составляющем 0,65-0,71 толщины стенки вкладыша, выполнена кольцевая выгочка с шириной 0,22-0,30 и глубиной 0,68-0,83 от толщины стенки вкладыша. С > Изобретение относится к литейному производству и может быть использовано при изготовлении формообразующих деталей - вставок пресс-форм для литья под давлением деталей из алюминиевых сплавов. Цель изобретения - повышение термостойкости рабочей поверхности вставки. Поставленная цель достигается тем, чго на границе рабочей и вспомогательной поверхностей вставки выполнена кольцевая выточка шириной 0,15...0,2 и глубиной 0,45...0,55 от внешнего радиуса вставки. Кольцевая выточка выполняет две основные функции: 1) прерывателя теплового потока от рабочей поверхности во внутрь детали; 2) разрядника температурных напряжений. По сравнению с прототипом (фиг. 1а) существенным отличительным признаком является то, что вставка выполнена с кольцевой выточкой на границе рабочей и вспомогательной поверхностей, что дает возможность, с уменьшением расстояния S (фиг. 16) от рабочей поверхности вставки (I) до выточки (III) (Абрамов В.В. Остаточные напряжения и деформации в металлах. М., МАШГИЗ, с. 355; Кузнецов СВ. Анализ напряженного состояния металлургической изложницы при тепловом ударе. - Сталь. Ns 12, 1987, с. 16-17): - уменьшить температурный перепад; - увеличить среднюю температуру и тем пературу на рабочей поверхности вставки в процессе ее контакта с расплавом; - уменьшить среднюю температуру и температуру на рабочей поверхности встав ки в процессе охлаждения формы; - уменьшить температурные деформа ции; - обеспечить на поверхности вставки, благоприятные для повышения термостой кости, сжимающие остаточные напряжения. Уменьшение температурной деформации, способствует увеличению термостойкости, при условии, что температура на ргбочей поверхности вставки, не превышает температурного порога циклической вязкости материала, так как, за этим порогом резко снижается способность материала сопротивляться усталостному разрушению (Абрамов В.В.. Курганов В.А. Термоуравно ю со ел О 12854 вешенная металлургическая изложница. М.: Металлургия, 1988, с. 6). Выполненные нами исс ледования температу рных полей и деформаций на поверх нос ти вс тавки, позволили пред ложи ть 5 у казанные выш е с оотнош ения размеров кольцевой выточки и ее расположение по длине вс тавки, обес печ ивающие повыш ение ее термос тойкос ти. Таким образом, по с равнению с прото- 10 типом, пред лагаемое техническое решение соответс твует требованию "новизна". По выш еу казанному отличи те льному признаку проведен поиск. Извес тных реш ений не найдено, следовательно, заявляемое 15 изобретение с оответс тву ет требованию "су щественное отличие". Поскольку заявляемое изобретение позволяет повыс ить термос тойкос ть вс тавки пресс -формы для литья под давлением де- 20 талей из алюминиевых сплавов, оно соответс тву е т тре бованию " пол ожительны й эффект". Перечень гра фических изображений: На фиг. 1а изображена сущес твующая 25 конс трукция вс тавки - прототип. На фиг. 16 пок азана пред лагаемая конструкция вс тавки. П р и м е р . Требуется повыс ить термостойкос ть вставки (фиг. 16) путем выполнения 30 выточки на границе рабочей и вс помогательной поверхнос тей. Пресс-форма 15-СБ-2 7259А ис по льзу е тс я на В ольня нс ком завод а с толовых приборов д ля отливки д еталей из алюминиевых сплавов АЛ-32, ОАЛ- 35 2С. Температу ра расплава в разд аточной печ и равна 66О... 675°С. Смазка пресс-фор мы осущ ес твляетс я 3% рас твором фтори стого натрия. Вс тавк а изготовлена из с тали ДИ-23 (5 ХЗВЗМФС) с температу рным поро- 40 гом циклической вязкос ти 600°С. На фиг. 16 показана пред лагаемая конструкция вс тавки. } - рабочая поверхнос ть вставки. II - нерабочая поверхнос ть вс тавки. Ill кольцевая выточка (прерыватель тепло- 45 вого потока; разрядник напряжений). На фиг. 1а пок азана с ущес твующ ая к онс тру к ция вс тавк и с размерами Р = 10 мм; G = 35 мм; L28 мм; К = 8мм; N = 18,3 мм; М-76, 33 мм; радиусами А = 23,5 мм; В - 8 мм; диаметрами 50 U - 53, 3 мм; Q - 32 мм; Т - 22 мм; F - 46 мм; С14, 35: 0 = 46, 45. мм; Е = 47мм. Соглас но у казанным в пред лагаемой заявке рекоменд ациям, кольцевую выточку (III) выполняем на расс тоянии S - 20 мм 55 от рабочей поверхнос ти (1) шириной Н » 4 мм (Н/А 0, 17) и глу биной h- 12 ее (h/A « 0, 51). Для существующей и предлагаемой конструкции температу ра на рабочей поверхнос ти вс тавки колеблетс я в пред елах 460.. . 480°С, что ниж е те терэ ту рного порога цик лической пязкос ти д ля с тали ДИ-23, равного 600°С. Ниже привод им обос нование отнош ений размеров с точки зрения д ос тижения пос тавленной цели: - с уменьш ением расс тояния S - расположения кольцевой выточки от рабочей поверх нос ти - у меньш аютс я мак с имальные температу рные д еформации £тэх на рабочей поверхнос ти вс тавки с ледующим обра1 зом S, мм без выточки 19 9,57 4,8 £тах 0,160 0,036 0,021 0,001 А, % 100 22,5 13.1 6,2 - уменьш ение д еформаций повыш ает термос тойкос ть рабочей поверх нос ти инс т румента; - чтобы сохранить технологический про цесс и качества изделия, кольцевая выточка должна быть расположена на нерабочей ча сти инс трумента на границе рабочей и вспо могательной поверхнос тей; - с уменьшением расс тояния S, т.е. тол щины, образовавшейся кольцевой выточкой, плас тины, и увеличение глубины выточки h может произойти ее разрушение от изгиба ющих напряжений, вызванных д авлением с тру и на рабочую поверх нос ть. Мех аниче с кие напряжения буд у т, тем больш е, чем меньш е толщ ина кольцевой плас тины S и больш е глу бина выточки h; - выполненные нами теоретичес кие и экспериментальные исс лед ования показа ли, что макс имально д опус тимая глу бина выточки равна (0,45...0,55) А, где А-внешний рад иу с вс тавки. Минимальное значение ширины выточки Н, обеспечивающее необ х од имое тепловое с опротивле ние равно (0,15...0,2)А. 3. Граничные значения при внешнем радиусе А = 47/2 = 23,5 мм получаем с ледую щее: граница между рабочей и нерабочей поверхнос тями вс тавки 18, 3 мм (с м. чертеж), поэ тому принимаем S = 20 мм; h = (0,45... 0, 55)А = (0,45... 0,55)23,5 -10, 6... 12, 9 мм; Н - (0, 15... 0, 20)А = (0. 15... 0, 20)23, 5 =3,5...4,7 мм. При h 0.55A, как показано ниже, может произойти разрушение вс тавки от изгибающих механических напряж ений, обусловленных д авлением с тру и металла на стенку формы. Тверд ос ть термичес ки обработанной стали ДИ-23 колеблется в пред елах (4246)HRC. (Инс трументальные с тали. Справочник. М., Металлургия, 1977, с. 167). Температу ра расплава и разд аточной печ и 660-675°С. Скорос ть выпуска жид кого металла 160 м/с. Максимальное д авление на стенку формы q ** 62 МПа. Пределы текучести и д опускаемые напряжения д ля с тали ДИ-23 от температуры испытания завис ят следу ющим образом: t, °С 20 500 600 650 (7т, МПа 1500 1150 910 730 [а], МПа 750 575 455 3G5 (7с -62-1572/ 190-513 МПа. Полученные предельные значения (271513 МПа) уд овлетворительно совпад ают с 5 пред е лами д о пу с каемыми н апряж ени й (365-455) МПа; Оптимальное значение С 0,45+ 0,55)-А Для рас с ма тр иваем ой вс тавки оп тимальная величина h= 0,5- 23,5= 11, 75= 12 мм, (что и принято в пред ложенной конс тру к -15 ции)(фиг. 16). Проверяем соблюдение ус ловия прочнос ти при изгибе кольцевой плас тины толщиной S = 20 мм. Максимальные изгибающие напряжения 20 (СП. Тимош енко, СВ. В ойновский - К ригер. Плас ти нк и и оболочки. - М.: Наука: 1966, ' с. 77-79): Максимальная возможная температу ра 25 ш вставки в точке контакта с расплавом tmax =600-650°С. С учетом колебания тверд ос ти стали в пределах (42-46)HRC, устанавливаем пред елы, изменения безопасных д ля разрушения мех анических, напряжений сжатия ЗО от 365 МПа д о 455 МПа. Площадь полученного с ечения вс тавки, не ослабленной (фиг. 1 а) и ослабленной (фиг. 16) кольцевой выточкой: 2 35 2 0.5А. 10 Fb и Fk= лг[(А-п) -В ] О max ~ где К беретс я в завис имос ти от параметра 1 - h/A ' При h = 0.5А у У = 2, берем К - 2,04. Макс имальные изгибающие напряжения СГитах в 2,04 = 175 МПа, 62 • 23,5' 2 20 Рабочие напряжения сжатия в кольцевой перемычке При h= 0,45-A= 0,45-23, 5=10, 6 мм; 2 2 Fk = л [(23,5-10,6) -7,2 ]+359,9 мм 2 «360 мм ; Ос =62 -1572/360= 271 МПа; 2 При п= 0,55А=0,55-23,5=12,9 мм; F k * 2 2 2 я[ (23, 5-12, 9) -7, 2 Н90мм ; 45 что меньш е минимального значения д опу стимого напряжения 365 МПа. Таким образом, u в пред лагаемой конс трукции обес печ ено также ус ловие прочнос ти при изгибе. * Кольцевая выточка, выполненная на новой ° конс трукции вс тавки, обеспечила у меньш ение макс имальных температу рных де формац ий н а ра боч ей пов ерх н ос ти (Е тэ х = 3 = 0,36- 10" ), по с равнению с прототипом 3 (frnax = 1, 6* 10" ), более ЧЄМ В ЧЄТЬфЄ рЭЗЭ. Испытание опытной партии пресс -форм с о вставками новой конс трукции пок азало увеличениетермостойкости вставок в 1,4... 1,6 раза. 12854 . 40 Фиг. \ б Упорядник Замовлення 4086 Техред М.Моргентал Коректор О. Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюInsert of press mold for die casting of aluminium components
Автори англійськоюAbramov Viktor Valerianovych, Kuznietsov Serhii Viktorovych
Назва патенту російськоюВкладыш пресс-формы для литья под давлением алюминиевых деталей
Автори російськоюАбрамов Виктор Валерианович, Кузнецов Сергей Викторович
МПК / Мітки
МПК: B22D 17/22
Мітки: вкладиш, тиском, алюмінієвих, прес-форми, деталей, лиття
Код посилання
<a href="https://ua.patents.su/4-12854-vkladish-pres-formi-dlya-littya-pid-tiskom-alyuminiehvikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Вкладиш прес-форми для лиття під тиском алюмінієвих деталей</a>
Спосіб визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 7418
Опубліковано: 29.09.1995
Автори: Лигоцький Ігор Леонідович, Церковницький Микола Сергійович, Сорокін Микола Олександрович, Богушевський Володимир Святославович
МПК: B22D 17/32
Мітки: машини, моменту, прес-форми, розкриття, лиття, спосіб, визначення, тиском
Формула / Реферат:
Способ определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температурах ниже температуры солидуса, включающий введение расплавленного металла известной температуры в полость пресс-формы, кристаллизацию его, измерение температуры в точке пресс-формы и удаление затвердевшей отливки при снижении температуры на 5-10°С ниже температуры фазового...
Пристрій визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 2972
Опубліковано: 26.12.1994
Автори: Богушевський Володимир Святославович, Лигоцький Ігор Леонідович, Сорокін Микола Олександрович, Церковницький Микола Сергійович
МПК: B22D 17/32
Мітки: моменту, прес-форми, машини, лиття, тиском, визначення, розкриття, пристрій
Формула / Реферат:
Устройство определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температуре ниже температуры солидуса, содержащее измерители температуры металла и пресс-формы, задатчик температуры, при которой необходимо раскрыть пресс-форму, соединенную с блоком сравнения, отличающееся тем, что оно дополнительно содержит измерители усилий на толкатели,...
Спосіб управління швидкістю прес-поршня машини лиття під тиском
Номер патенту: 7419
Опубліковано: 29.09.1995
Автори: Лигоцький Ігор Леонідович, Церковницький Микола Сергійович, Сорокін Микола Олександрович, Богушевський Володимир Святославович
МПК: B22D 17/32
Мітки: лиття, спосіб, прес-поршня, швидкістю, машини, тиском, управління
Формула / Реферат:
Способ управления скоростью пресс-поршня машины литья под давлением, включающий измерение скорости пресс-поршня, сравнение ее текущего значения с заданными, управление положением следящего золотника, отличающийся тем, что, с целью увеличения производительности литейной машины, дополнительно измеряют массу, объем и линейные размеры отливки, определяют площадь пор, их размер и количество в ответственных местах, дефекты в которых в процессе...
Система управління машиною лиття під тиском
Номер патенту: 8751
Опубліковано: 30.09.1996
Автори: Церковницький Микола Сергійович, Присяжнюк Ігор Вікторович, Богушевський Володимир Святославович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: лиття, тиском, система, управління, машиною
Формула / Реферат:
Система управления машиной литья под давлением, содержащая соединенные с блоком управления манипулятор для съема отливок, манипулятор для обдува и смазки пресс-формы и блок контроля полноты извлечения отливки, связанный с датчиками наличия отливки, отличающаясятем, что, с целью упрощения системы и повышения ее надежности, система дополнительно снабжена датчиками начала заполнения металлом пресс-формы и начала обдува и смазки внутренней...
Форма для лиття під тиском виробів, що складаються з двох компонентів
Номер патенту: 11091
Опубліковано: 25.12.1996
Автори: Франц Гумплінгер, Герд Рідель, Готтфрід Лутц, Рудольф Бройєр
МПК: B29C 45/33, B29C 45/16, B29C 45/26, B29C 45/03
Мітки: форма, складаються, лиття, компонентів, тиском, двох, виробів
Формула / Реферат:
(57) 1. Форма для литья под давлением со стоящих из двух компонентов изделий, со держащая неподвижную полуформу с сердечником и подвижную полуформу с подвижным в аксиальном направлении сердечником, установленные с образованием между собой выступа, отличающаяся тем, что выступ размещен по периферии торца сердечника неподвижной полуформы и образует уплотнительную планку относительно примыкающего торца подвижного сердечника, разделяющую...
Попередній патент: Спосіб визначення оптимальної товщини стінки циліндричної ливарної форми
Наступний патент: Пристрій для формоутворення обичайок
Випадковий патент: Спосіб одержання складного ефіру органічних кислот і 5-гідроксиметилфурфуролу