Спосіб нанесення цинкового покриття на дрібні сталеві деталі складного профілю
Номер патенту: 12896
Опубліковано: 28.02.1997
Автори: Мітніков Ілля Юхимович, Хаустов Георгій Йосипович, Гладуш Василь Макарович, Зехов Сергій Васильович, Якимяк Володимир Михайлович, Канов Генадій Лаврентійович, Проскуркін Євген Васильович, Вавілін Олександр Сергійович
Формула / Реферат
Способ нанесения цинкового покрытия на мелкие стальные детали сложного профиля, включающий погружение в расплав деталей с предварительно подготовленной поверхностью при помощи перфорированного контейнера, последующую выдержку деталей в расплаве, извлечение из него и удаление излишков цинка с деталей при обеспечении непрерывного вращения контейнера в течение всего процесса нанесения покрытия, отличающийся тем, что на контейнер с деталями накладывают в вертикальной плоскости колебания, частоту которых устанавливают в зависимости от скорости вращения контейнера и температуры расплава в соответствии с выражением:
v = W (K/T),
где v - частота колебаний контейнера с деталями, кол/мин;
W - скорость вращения контейнера, об/мин;
Т - температура расплава, °С;
К - числовой коэффициент, равный 100°С кол/об.
Текст
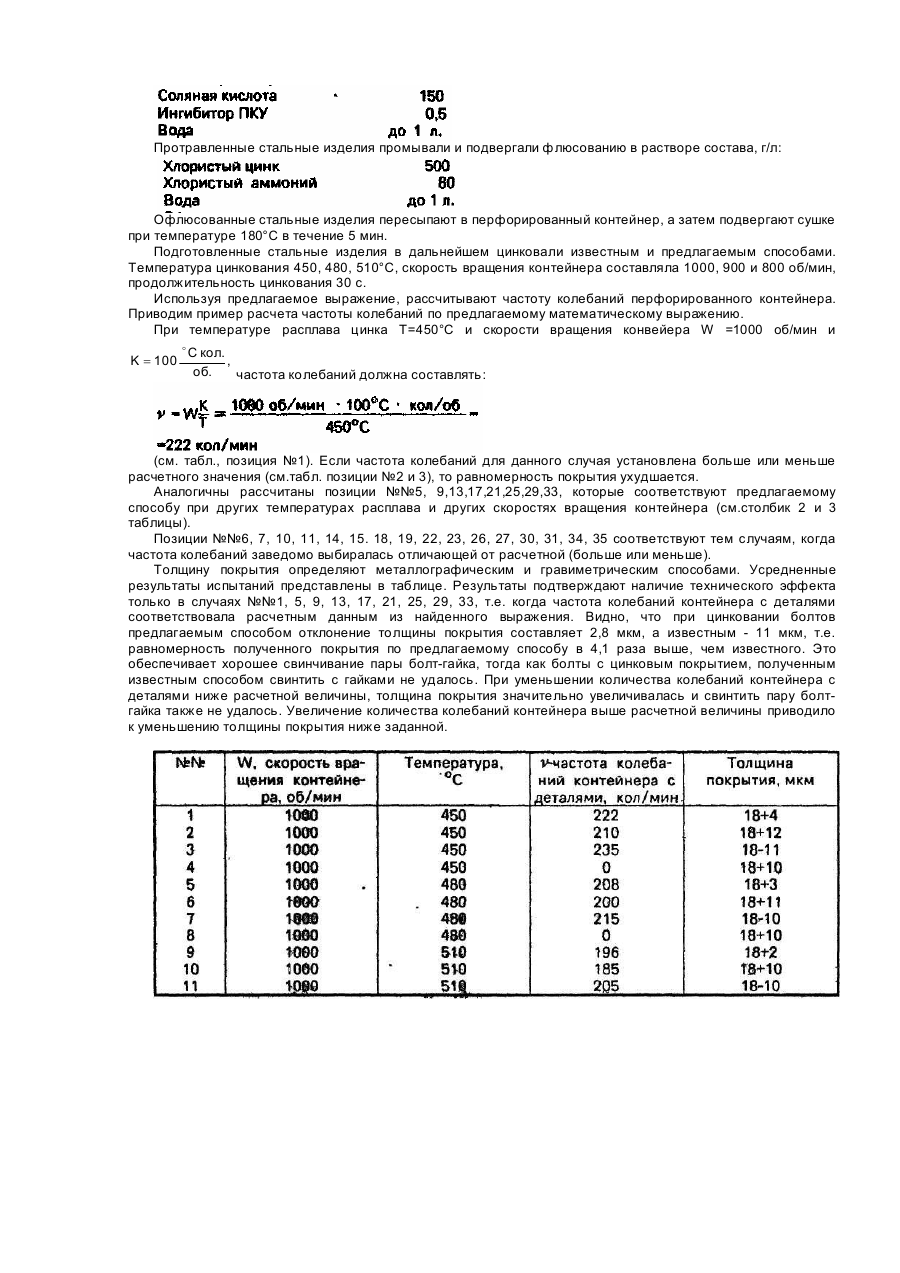
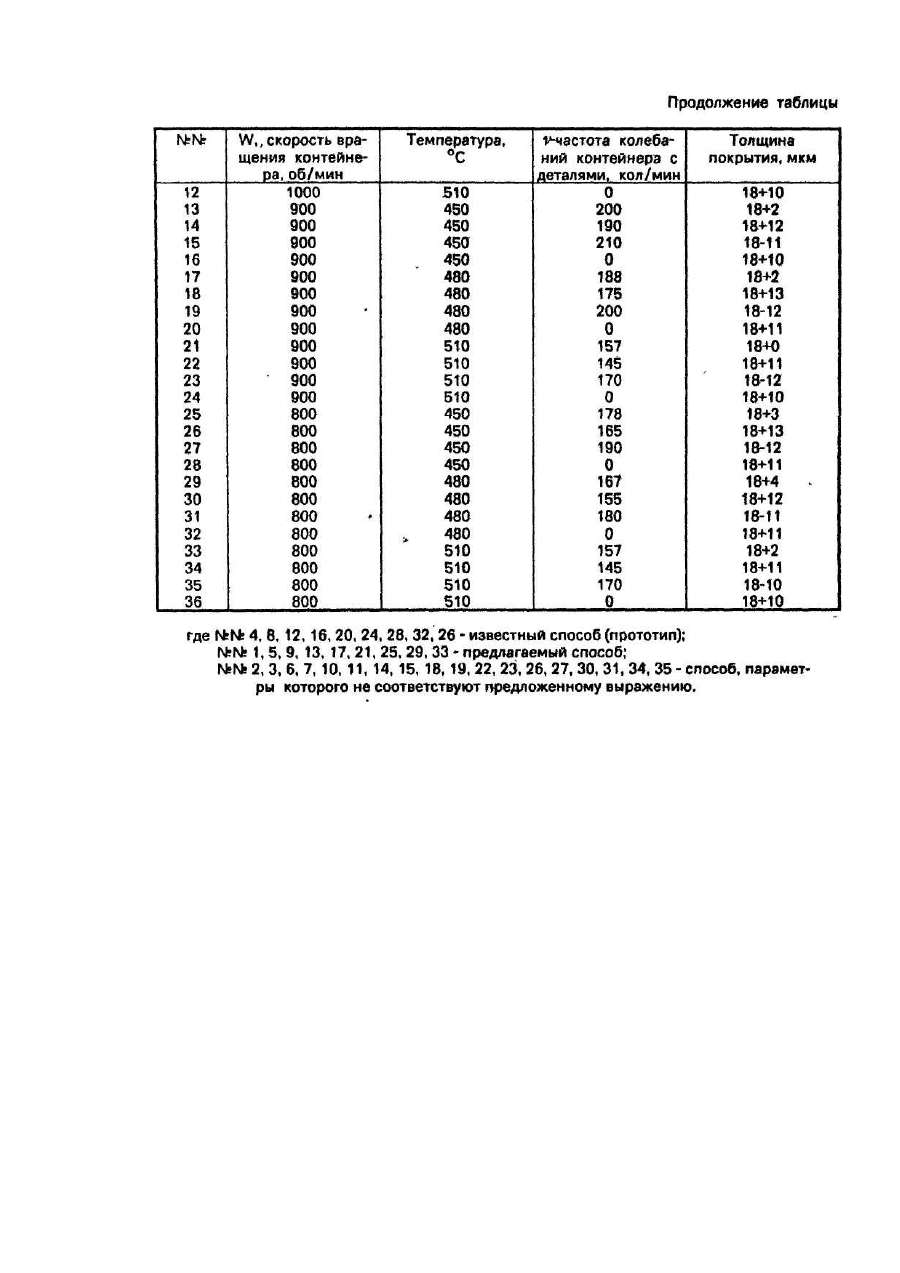
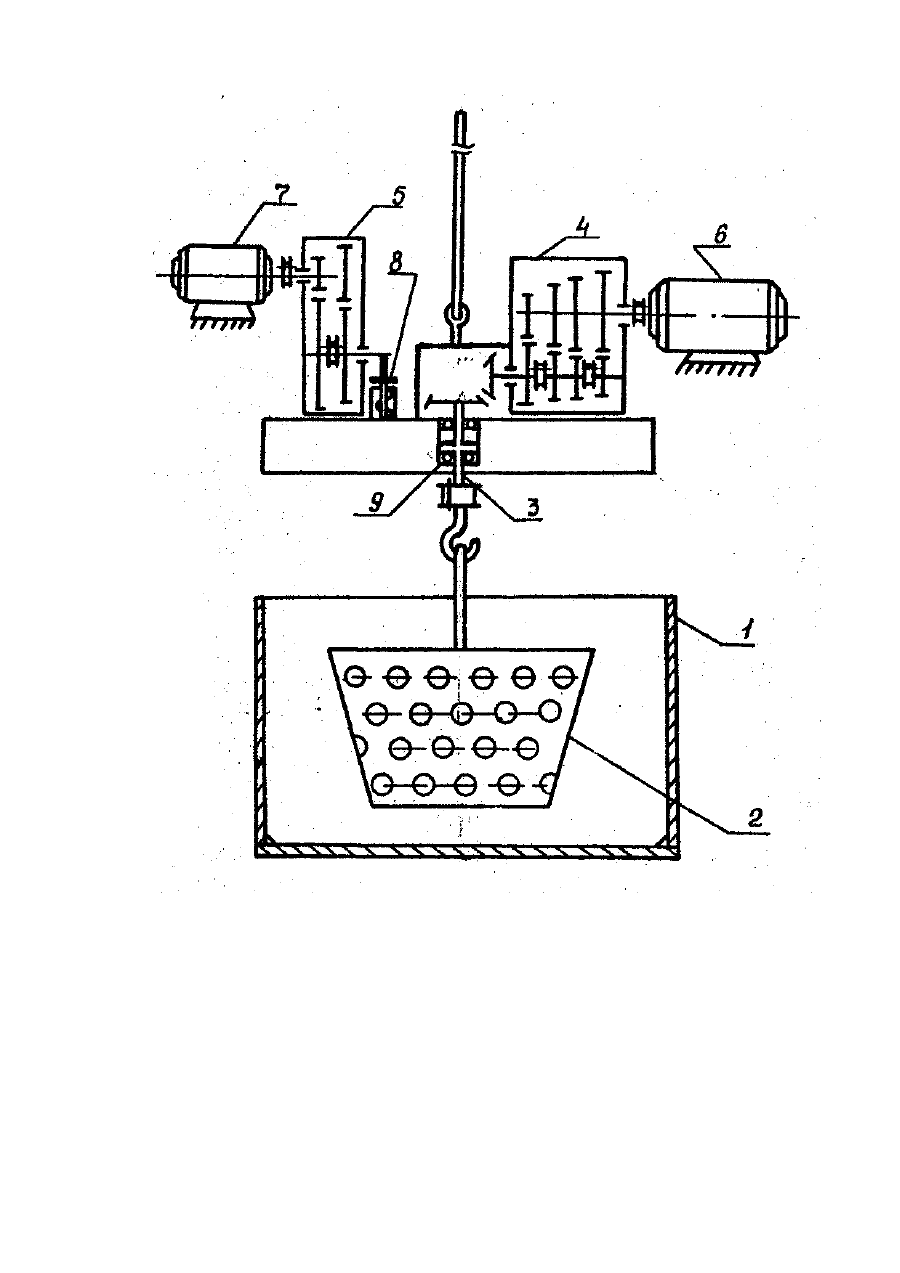
Изобретение относится к области обработки металлов немеханическими способами и может быть использовано при нанесении защитного покрытия в ваннах из расплава цинка. Известен способ нанесения цинкового покрытия на мелкие стальные детали сложного профиля, включающий погружение в расплав деталей с предварительно подготовленной поверхностью при помощи перфорированного контейнера, последующую выдержку в расплаве, извлечение из него и удаление излишков цинка с деталей при обеспечении непрерывного вращения контейнера в течение всего процесса нанесения покрытия. Данный способ позволяет наносить качественное цинковое покрытие на мелкие детали сложного профиля, у которых отсутствуют резьбовые участки. Однако при нанесении цинкового покрытия на мелкие детали с резьбовыми участками, на этих участках наблюдается утолщение покрытия, не позволяющее осуществить последующее свинчивание пары болт-гайка. Технической задачей предлагаемого изобретения является разработка способа нанесения цинкового покрытия на стальные мелкие детали сложного профиля, имеющие резьбовые участки, обеспечивающие повышение равномерности нанесения цинкового покрытия заданной толщины. Поставленная техническая задача решена так, что в способе, включающем погружение в расплав деталей с предварительно подготовленной поверхностью при помощи перфорированного контейнера, последующую выдержку деталей в расплаве, извлечение из него и удаление излишков цинка с деталей при обеспечении непрерывного вращения контейнера в течение всего процесса нанесения покрытия согласно изобретению, на контейнер с деталями накладывают в вертикальной плоскости колебания, частоту которых устанавливают в зависимости от скорости вращения контейнера и температуры расплава в соответствии с выражением: где n - частота колебания контейнера с деталями, кол/мин; W - скорость вращения контейнера, об/мин; Т - температура расплава, °С; К - коэффициент, равный 100 кол.°С/об. Отличие предлагаемого способа от прототипа заключается в дополнительном наложении на вращающийся вокруг продольной оси контейнер указанных колебаний, частота которых соответствует приведенному математическому выражению. Техническим результатом от использования предложенного решения является получение равномерного покрытия на деталях сложного профиля, имеющего резьбовые участки. Это достигается тем, что на вращающийся контейнер с деталями процессе цинкования наложены в вертикальной плоскости колебательные движения, частота которых поставлена в зависимости от скорости вращения контейнера и температуры расплава соответствии с найденным выражением. Одновременно воздействие вращательного и колебательного движения тормозит рост железоцинковых соединений, чем и исключается возможность Зарастания профили резьбы цинком. Было установлено, что эффект получения равномерного покрытия на резьбовых участках ощутимо проявляется только в том случае, когда частота колебаний контейнера в вертикальной плоскости прямо пропорциональна скорости вращения контейнера вокруг своей продольной оси и обратно пропорциональна температура расплава в момент погружения в него контейнера. Приведенный коэффициент "К", позволяющий одновременно учитывать оба эти фактора в найденном математическом выражении, представлен в формуле. Нарушение указанной связи вращения и колебания контейнера приводит к повышению неравномерности нанесения покрытия по толщине. Сущность изобретения поясняется чертежом, где изображена установка, обеспечивающая нанесение цинкового покрытия в соответствии с предложенным способом, Установка состоит из ванны цинкования 1, центрифуги, в состав которой входит перфорированный контейнер 2, имеющий возможность крепления на вертикальной траверсе 3, связанной через редуктор 4 и 5 с двигателями 6 и 7. При этом между траверсой 3 и редуктором 5 установлен вибратор 8, а сама траверса 3 закреплена в подшипниковой опоре 9. Способ заключается в следующем. Стальные мелкие детали сложного профиля, имеющие резьбовые участки, обработанные в обезжиривающем и травильном растворах, промывают, флюсуют, засыпают в перфорированный контейнер 2, который погружают в расплав ванны цинкования 1. Затем перфорированный контейнер 2 с деталями приводят во вращение с заданной скоростью при помощи двигателя 6 через редуктор 4 и траверсу 3. Одновременно контейнеру 2 сообщают колебательные движения в вертикальной плоскости при помощи вибратора 8, приводимого в движение двигателем 7 через редуктор 5. При этом частоту колебаний контейнера 2 с изделиями устанавливают в зависимости от скорости вращения перфорированного контейнера 2 и от температуры расплава в соответствии с найденным выражением. После заданной выдержки изделий в расплаве оба движения контейнера 2 прекращают, останавливая двигатели 6 и 7, а затем контейнер перемещают в свободную металлическую емкость, где ему придают оба движения с той же скоростью и частотой. После удаления излишков цинка движение контейнера прекращают. Пример. Были проведены сравнительные испытания известного и предлагаемого способов. При этом были использованы болты №6, изготовленные из низкоуглеродистой стали 10. Детали обезжиривают в растворе, г/л: Температура раствора 60°С, продолжительность обезжиривания 20 мин. После обезжиривания стальные изделия промывали в проточной воде в течение 3 мин. Промытые изделия затем погружали в травильный раствор состава, г/л: Протравленные стальные изделия промывали и подвергали флюсованию в растворе состава, г/л: Офлюсованные стальные изделия пересыпают в перфорированный контейнер, а затем подвергают сушке при температуре 180°С в течение 5 мин. Подготовленные стальные изделия в дальнейшем цинковали известным и предлагаемым способами. Температура цинкования 450, 480, 510°С, скорость вращения контейнера составляла 1000, 900 и 800 об/мин, продолжительность цинкования 30 с. Используя предлагаемое выражение, рассчитывают частоту колебаний перфорированного контейнера. Приводим пример расчета частоты колебаний по предлагаемому математическому выражению. При температуре расплава цинка Т=450°С и скорости вращения конвейера W =1000 об/мин и K = 100 o C кол. , об. частота колебаний должна составлять: (см. табл., позиция №1). Если частота колебаний для данного случая установлена больше или меньше расчетного значения (см.табл. позиции №2 и 3), то равномерность покрытия ухудшается. Аналогичны рассчитаны позиции №№5, 9,13,17,21,25,29,33, которые соответствуют предлагаемому способу при других температурах расплава и других скоростях вращения контейнера (см.столбик 2 и 3 таблицы). Позиции №№6, 7, 10, 11, 14, 15. 18, 19, 22, 23, 26, 27, 30, 31, 34, 35 соответствуют тем случаям, когда частота колебаний заведомо выбиралась отличающей от расчетной (больше или меньше). Толщину покрытия определяют металлографическим и гравиметрическим способами. Усредненные результаты испытаний представлены в таблице. Результаты подтверждают наличие технического эффекта только в случаях №№1, 5, 9, 13, 17, 21, 25, 29, 33, т.е. когда частота колебаний контейнера с деталями соответствовала расчетным данным из найденного выражения. Видно, что при цинковании болтов предлагаемым способом отклонение толщины покрытия составляет 2,8 мкм, а известным - 11 мкм, т.е. равномерность полученного покрытия по предлагаемому способу в 4,1 раза выше, чем известного. Это обеспечивает хорошее свинчивание пары болт-гайка, тогда как болты с цинковым покрытием, полученным известным способом свинтить с гайками не удалось. При уменьшении количества колебаний контейнера с деталями ниже расчетной величины, толщина покрытия значительно увеличивалась и свинтить пару болтгайка также не удалось. Увеличение количества колебаний контейнера выше расчетной величины приводило к уменьшению толщины покрытия ниже заданной.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for zinc coating application on the fine steel parts of complex shape
Автори англійськоюMitnikov Illia Yukhymovych, Proskurkin Yevhen Vasyliovych, Hladush Vasyl Makarovych, Yakymiyak Volodymyr Mykhailovych, Khaustov Heorhii Yosypovych, Vavilin Oleksandr Serhiiovych, Kanov Hennadii Lavrentiiovych, Zekhov Serhii Vasyliovych
Назва патенту російськоюСпособ нанесения цинкового покрытия на мелкие стальные детали сложного профиля
Автори російськоюМитников Илья Ефимович, Проскуркин Евгений Васильевич, Гладуш Василий Макарович, Якимяк Владимир Михайлович, Хаустов Георгий Иосифович, Вавилин Александр Сергеевич, Канов Геннадий Лаврентиевич, Зехов Сергей Васильевич
МПК / Мітки
МПК: C23C 2/06
Мітки: профілю, нанесення, дрібні, складного, деталі, покриття, спосіб, сталеві, цинкового
Код посилання
<a href="https://ua.patents.su/4-12896-sposib-nanesennya-cinkovogo-pokrittya-na-dribni-stalevi-detali-skladnogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення цинкового покриття на дрібні сталеві деталі складного профілю</a>
Склад для нанесення алюмоцинкового покриття на сталеві вироби
Номер патенту: 3752
Опубліковано: 27.12.1994
Автори: Сухомлін Андрій Іванович, Гладуш Василь Макарович, Мітніков Ілля Юхимович, Вєдєрніков Алєксандр Константіновіч,, Проскуркін Євген Васильович, Багаутдінов Анас Ахатовіч, Власова Валентина Петрівна, Зехов Сергій Васильович
Мітки: склад, сталеві, покриття, алюмоцинкового, нанесення, вироби
Формула / Реферат:
Состав для нанесения алюмоцинкового покрытия на стальные изделия, преимущественно на трубы, содержащий цинк, алюминий, кремний и титан, отличающийся тем, что он дополнительно содержит свинец и магний при следующем соотношении компонентов, мас. %: алюминий 30-90 кремний 0,2-2,0 титан 0,005-0,02 магний 0,01-0,1 ...
Склад для нанесення алюмоцинкового покриття на сталеві труби
Номер патенту: 3766
Опубліковано: 27.12.1994
Автори: Мітніков Ілля Юхимович, Мартинов Анатолій Павлович, Гладуш Василь Макарович, Проскуркін Євген Васильович, Хаустов Георгій Йосипович, Зехов Сергій Васильович
Мітки: покриття, трубі, нанесення, склад, алюмоцинкового, сталеві
Формула / Реферат:
Состав для нанесения алюмоцинкового покрытия на стальные трубы, содержащий алюминий, цинк, кремний и титан, отличающийся тем, что он дополнительно содержит марганец и магний при следующем соотношении компонентов, мас. %: Цинк 1,0-7,4 Кремний 0,1-2,0 Магний 0,01-0,1 Титан 0,005-0,02 Марганец ...
Спосіб отримання дифузійного цинкового покриття на трубах
Номер патенту: 12562
Опубліковано: 28.02.1997
Автори: Зехов Сергій Васильович, Гладуш Василь Макарович, Проскуркін Євген Васильович, Канов Генадій Лаврентійович, Вавілін Алєксандр Сєргєєвіч, Сергєєв Віктор Володимирович, Мєньщіков Аскольд Міхайловіч, Міронєнко Лєонід Андрєєвіч, Мітніков Ілля Юхимович, Корольов Валєрій Ібрагімовіч, Солошенко Микола Павлович
МПК: C23C 2/06
Мітки: дифузійного, спосіб, цинкового, трубах, отримання, покриття
Формула / Реферат:
Способ получения диффузионного цинкового покрытия на трубах, включающий цинкование в расплаве, извлечение из расплава, охлаждение, диффузионный отжиг, отличающийся тем, что перед отжигом трубы обрабатывают в растворе, состава, г/л:фосфорная кислота 50-120жидкое стекло 2-5окись цинка 0,1-1огнеупорные силикаты 0,2-0,8вода...
Спосіб нанесення покриття з металевого порошку
Номер патенту: 5324
Опубліковано: 28.12.1994
Автори: Гладченко Олександр Миколайович, Сазонов Віктор Васильович, Пунько Василь Сергійович, Король Станіслав Миколайович
МПК: B23K 11/06
Мітки: нанесення, металевого, спосіб, покриття, порошку
Формула / Реферат:
1. Способ нанесення покрытия из металлического порошка на цилиндрическую поверхность заготовки, включающий вращение и нагрев заготовки и одновременное осевое перемещение источника нагрева, подачу порошка на покрываемую поверхность с помощью транспортирующего газа, отличающийся тем, что, с целью повышения износостойкости покрытия, плавление порошка ведут в зоне, ширина которой не превышает 0,15 от номинального диаметра покрываемой...
Спосіб нанесення мідного покриття на діелектричний підшарок
Номер патенту: 14553
Опубліковано: 20.01.1997
Автор: Александрук Валерій Євгенович
МПК: C03C 17/34
Мітки: нанесення, діелектричний, підшарок, покриття, спосіб, мідного
Формула / Реферат:
Способ нанесения медного покрытия на диэлектрическую подложку, включающий активирование подложки и меднение, отличающийся тем, что вначале технологического процесса на подложку наносят слой оксида цинка толщиной 0,6-0,8 мкм, а активирование проводят в 0,002-0,08 вес. % растворе хлористого палладия.
Попередній патент: Трансформатор струму з литою ізоляцією
Наступний патент: Валкоутворювач плодів баштанних культур
Випадковий патент: Спосіб медичної реабілітації хворих на синдром хронічної втоми