Роликова волока
Номер патенту: 13236
Опубліковано: 28.02.1997
Автори: Хижняк Володимир Дмитрович, Миргородський Євген Вадимович, Атаманчук Юрій Арнольдович, Лобанов Олександр Іванович, Мартинов Вячеслав Іванович

Формула / Реферат
Роликовая волока, включающая корпус, установленные в нем в несколько рядов подушки с роликами, нажимные винты и размещенные между подушками и нажимными винтами упругие элементы, отличающаяся тем, что каждая подушка снабжена резьбовым элементом, под которые в нажимных винтах выполнены осевые отверстия, при этом упругие элементы выполнены в виде тарельчатых пружин с максимальной величиной прогиба, равной 0,5-3 шага резьбы резьбового элемента подушки.
Текст
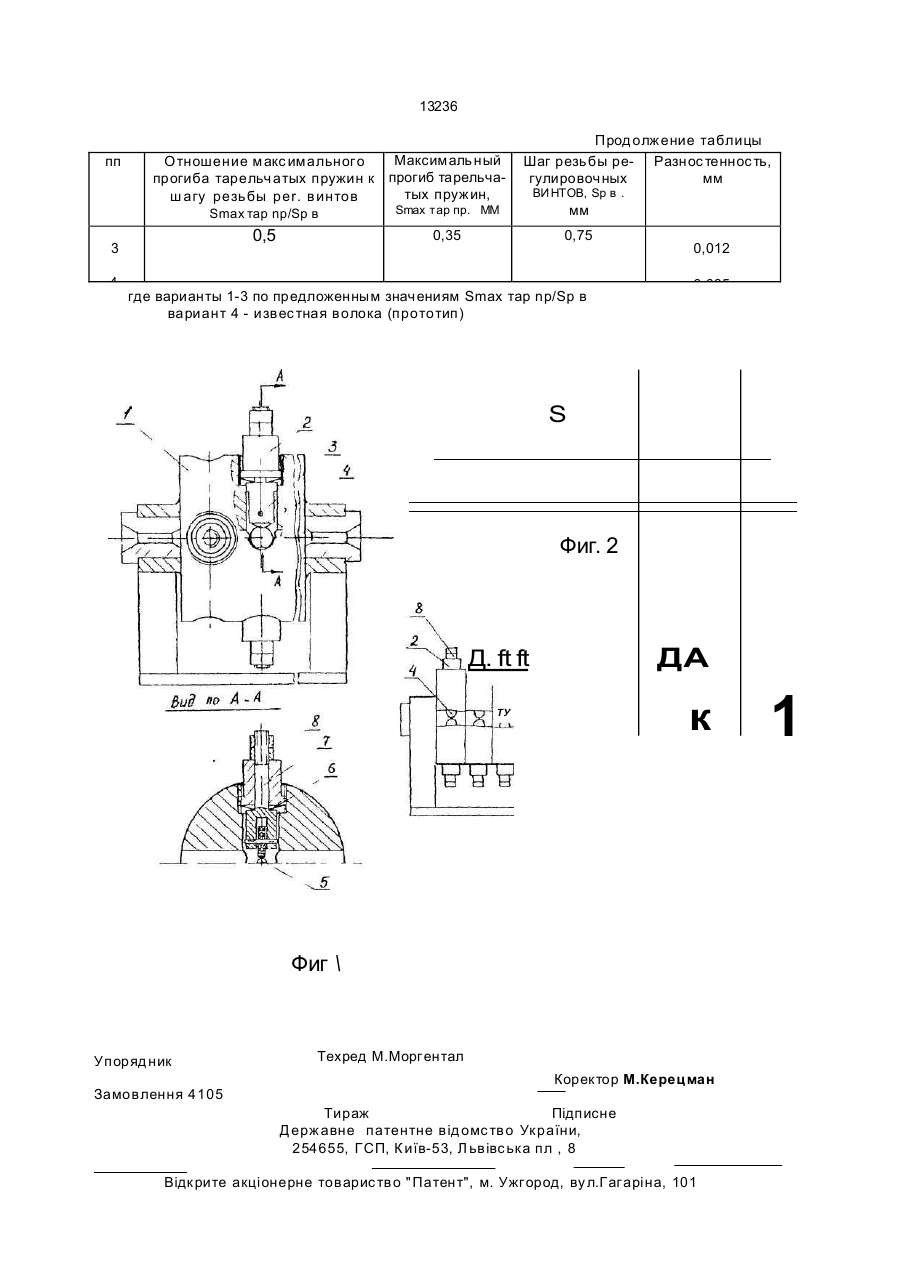
Роликовая волока, включающая корпус, установленные в нем в несколько рядов подушки с роликами, наж имные винты и разме щенные между подушками и нажимными винта ми у пру гие э лементы, отличающ ая с я тем, что каждая подушка снабжена резьбовым э лементом, под которые в нажимных винтах выполнены ос евые отверс ти я, п р и э то м у п ру ги е э л ем е н ты выполнены в виде тарельчатых пружин с макс имальной величиной прогиба, равной 0,5-3 ша га резьбы резьбового э лемента подушки. С> Изобретение относится к области холодной деформации и может быть использовано пры изготовлении капиллярных труб. Известно устройство, включающее корпус, состоящий из нескольких секций с нажимными винтами, подушками и обкатными роликами, образующими ряд последовательно расположенных калибровок [1]. Данное устройство не обеспечивает точность по толщине стенки тонкостенных труб из-за неравномерной силы обжатия в калибрах. Это обусловлено тем, что регулировка производится при помощи нажимных винтов, действующих непосредственно на подушк и с обка тными ролика ми. Та кая конструкция не предусматривает компенсации неравномерности усилий, возникающих при обкатке. Извес тн а также ро лик овая во лок а, включающая корпус, установленные в нем в несколько ря дов подушек с роликами, нажимные винты и размещенные между подушка ми и нажимными винтами упругие элементы. При этом в качестве упругих элементов, размещенных под наж имными винтами, использованы резиновые шайбы [2]. Использование данной волоки не обеспечивает точнос ть по толщине стенки и профиля обкатываемых капиллярных труб из-за сложнос ти под бора резиновых шайб с необходимой жес ткос тью, резко возрас тающей при их вс ес тороннем сжатии К роме того ус тройс тво не позволяет компенс ировать неравномернос ть ус илий, возникающую при обкатке Зад ачей являетс я с озд ание конс трук ции роликовой волок и, обеспечивающей по со со О 13236 вышение точнос ти капиллярных труб пу тем регу лировки усилий деформации. Эта зад ача реш ена тем, что в ус тройс тве, включающем корпус, ус тановленные в нем в несколько ряд ов подушки с роликами, наж имные винты и размещенные между под уш ками и наж имными винтами у пру гие элементы, каждая подушка с набжена резь бовым э лементом, под которые в нажимных винтах выполнены ос евые отверс тия, при э том упругие э лементы выполнены в вид е тарельчатых пружин с. максимальной величиной прогиба, равной 0,5-3 ш ага резьбового э лемента подушки. Отличие пред лагаемой волоки от известной (прототипа) сос тоит в том, что кажд ая подушка с набжена резьбовым э лементом, под которые в наж имных винтах выполнены осевые отверс тия, при э том упругие элементы выполнены в виде тарельч атых пружин с указанной максимальной величиной прогиба. Тех нический резу льтат от использования пред лагаемой волоки заключаетс я в том, что ее конс трукция обес печивает возможнос ть регу лировки усилия де формации при обкатке пу тем предварительного регу лиру емого сжатия тарельчатых пружин во всех пос лед овательно рас положенных калибрах. Иа фиг. 1 изображен общий вид волоки в разрезе; иа фиг. 2 - схема роликовой волоки {ролики показаны в вертикальной плоскости). Роликовая волока включает корпус 1, в котором ус тановлены нажимные винты 2 и подушки 3 с роликами 4, образующими ряд пос лед овательно расположенных калибров 5, а также размещенные между наж имными винтами и подушками обк атных ролик ов упругие э лементы б, выполненные в вид е тар е ль ча ты х п ру ж и н с м ак с и ма л ь н ой величиной прогиба, равной 0,5-3 шага резьбы резьбового э лемента 7 подушки, под котор ые в н ажим ных в ин тах вы по лн ены осевые отверс тия. При э том резьбовые эле 4 менты 7 выполнены заодно с подушками 3 обкатных роликов 4 и закреплены гайками 8. Ус тройс тво работает с ледующим обра5 зом. Опред еляю т экспериментально или по извес тным форму лам необход имое усилие обжатия, а по нему - жес ткос ть тарельчатых пружин. Затем по пред ложенному с оотно10 ш ению выбирают подх од ящ ие макс имальному прогибу тарельчатые пружины 6. Вращая гайки 8, перемещают резьбовые э лементы 7 и с оответс твенно подушки 3, которые возд ейс твуют на тарельчатые 15 пру жины 6, и ус танавливают номинальну ю их жес ткос ть. Пос ле э того нажимными винтами 2 ролики 4 сводят на расс тояние мень ш ее д и ам е тр а обк а ты ва емо й тру б ы и осуществляют обкатку с заданным усилием, 20 протягивая тру бу через калибры 5. Предлагаемая и извес тная волоки были опробованы при обкатке тру б из с тали марки 08X18НЮ пос ле волочения на д линной оправке по маршру ту 3,0 х 0, 25 - 2, 0х 0, 15 25 мм. В предлагаемой волоке использовалось 12 калибров. Применялись регулировочные винты с ш агом резьбы 0,75 мм. Жес ткос ть тарельчатых пружин определялась по выра30 жению Smax.Tap.np = (0,5-3)х0,75 = 0,375-2,25 мм. Пос ле обкатки разнос тейнос ть тру б измерялась микрометром. Результаты испытаний приведены в таблице. 35 Из таблицы вид но, что в заявленном диапазоне (поз. 1-3) разнос теннос ть минимальн ая и с оо тв е тс тву е т тр еб ован иям ГОСТа 14162-79 д ля капиллярных труб по40 вышенной точнос ти (д о 0,03 мм). При ис пользовании извес тной волоки разнос теннос ть не с оответс твует требованиям указанного ГОСТа. Таким образом, по сравнению с извес т45 ной, ис пользование пред лагаемой волоки позволит примерно в 3 раза уменьшить разнос теннос ть капиллярных труб. Отношение максимального прог иба тарельчатых пружин к ш агу резьбы per. винтов Максимальный прогиб тарельчатых пружин, Шаг резьбы регулировочных Разностеннос ть, мм отах.тар np/Sp.e отах.тар.пр, ММ 1 3,0 2,25 мм 0,75 0,015 2 2,0 1,5 0,75 0,010 nn ВИНТОВ, Spe . 13236 пп Максимальный Отношение макс имального прогиба тарельчатых пружин к прогиб тарельчатых пружин, ш агу резьбы per. винтов Прод олжение таблицы Шаг резьбы ре- Разнос теннос ть, гулировочных мм ВИНТОВ, Sp в . Smax тар np/Sp в Smax тар пр. ММ мм 0,5 0,35 0,75 3 4 где варианты 1-3 по предложенным значениям Smax тар np/Sp в вариант 4 - извес тная волока (прототип) 0,012 0,035 S Фиг. 2 ДА Д. ft ft к ТУ Фиг \ Упоряд ник Замовлення 4105 Техред М.Моргентал Коректор М.Керецман Тираж Підписне Державне патентне від омс тво України, 254655, ГСП, К иїв-53, Л ьвівс ька пл , 8 Відкрите акціонерне товарис тво " Патент", м. Ужгород, ву л.Гагаріна, 101 1
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller drawplate
Автори англійськоюLobanov Oleksandr Ivanovych, Martynov Viacheslav Ivanovych, Khyzhniak Volodymyr Dmytrovych, Myrhorodskyi Yevhen Vadymovych, Atamanchuk Yurii Arnoldovych
Назва патенту російськоюРоликовая волока
Автори російськоюЛобанов Александр Иванович, Мартынов Вячеслав Иванович, Хижняк Владимир Дмитриевич, Миргородский Евгений Вадимович, Атаманчук Юрий Арнольдович
МПК / Мітки
МПК: B21C 3/08
Код посилання
<a href="https://ua.patents.su/4-13236-rolikova-voloka.html" target="_blank" rel="follow" title="База патентів України">Роликова волока</a>
Двурядна роликова розкатка
Номер патенту: 13178
Опубліковано: 28.02.1997
Автори: Швецов Анатолій Олексійович, Шамлєй Юрій Миколаєвич, Роговий Олександр Михайлович, Кунатенко Валентин Макарович
МПК: B24B 39/00
Мітки: розкатка, двурядна, роликова
Формула / Реферат:
(57) 1. Двухрядная роликовая раскатка, содержащая оправку с закрепленными на ней двумя опорными конусами, два сепаратора с деформирующими роликами, регулировочные элементы, установленные со стороны больших оснований опорных конусов, пружину и антифрикционные кольца, отличающаяся тем, что она снабжена дополнительной пружиной, пальцами и дополнительны ми регулировочными гайками, при этом пружины закреплены на дополнительных регулировочных...
Роликова проводка

Номер патенту: 9932
Опубліковано: 30.09.1996
Автори: Жучков Сергій Михайлович, Сокіркін Сєргєй Ніколаєвіч, Філіппов Анатолій Тімофєєвіч, Юнаков Олександр Михайлович, Євтєєв Євгєній Алєксандровіч, Горбаньов Аркадій Олексійович, Асанов Валєрій Ніколаєвіч, Кузьмичов Михайло Васильович, Дшилєвіч Віктор Фьодоровіч, Бобрєнок Гєннадій Людвіговіч, Бондарєнко Алєксандр Ніколаєвіч
МПК: B21B 39/14
Формула / Реферат:
(57) Роликовая проводка, преимущественно блока клетей проволочного стана, содержащая полый корпус со входным и выходным отверстиями для пропускания раската, два шарнирно установленных на нем двуплечих рычага с направляющими рамками на их концах в выходной части корпуса, отличающаяся тем, что проводка снабжена двумя электрическими датчиками вращения, оси сердечников которых параллельны осям роликов и закреплены на корпусе.
Зубчато-роликова муфта
Номер патенту: 12740
Опубліковано: 28.02.1997
Автори: Комаров Олександр Миколайович, Галицький Володимир Петрович, Корж Анатолій Павлович, Фурманський Євген Ілліч
МПК: F16D 3/18
Мітки: муфта, зубчато-роликова
Формула / Реферат:
(57)1. Зубчато-роликовая муфта, содержащая обойму, разъемную по плоскости, перпендикулярной оси муфты, уплотнительные крышки, две охватываемые обоймой втулки, бочкообразные ролики, расположенные в полуцилиндрических пазах обоймы и втулок, и средства фиксации роликов, отличающаяся тем, что бочкообразные ролики выполнены с осевыми отверстиями, средства фиксации роликов выполнены в виде расположенных на внутренних поверхностях крышек кольцевых...
Зубчасто-роликова муфта
Номер патенту: 12747
Опубліковано: 28.02.1997
Автори: Фурманський Євген Ілліч, Зема Віктор Євгенович, Комаров Олександр Миколайович, Бобух Іван Олексійович
МПК: F16D 3/18
Мітки: муфта, зубчасто-роликова
Текст:
...а при взаимодействии с торцевыми поверхностями, выполненными в полумуфте, обеспечить удержание ролика в нейтральном среднем положении при работе шарнира. Ограничивающие бурты, выполненные в полумуфте, ограничивают подвижность ролика и препятствуют разрушению фиксаторов при больших углах перекоса, а также в аварийных условиях. С > О 12747 На фиг.1 показан осевой разрез полумуфты; на фиг.2 - вил А, на котором вторая полумуфта...
Шпіндельний вузол шліфувального верстата
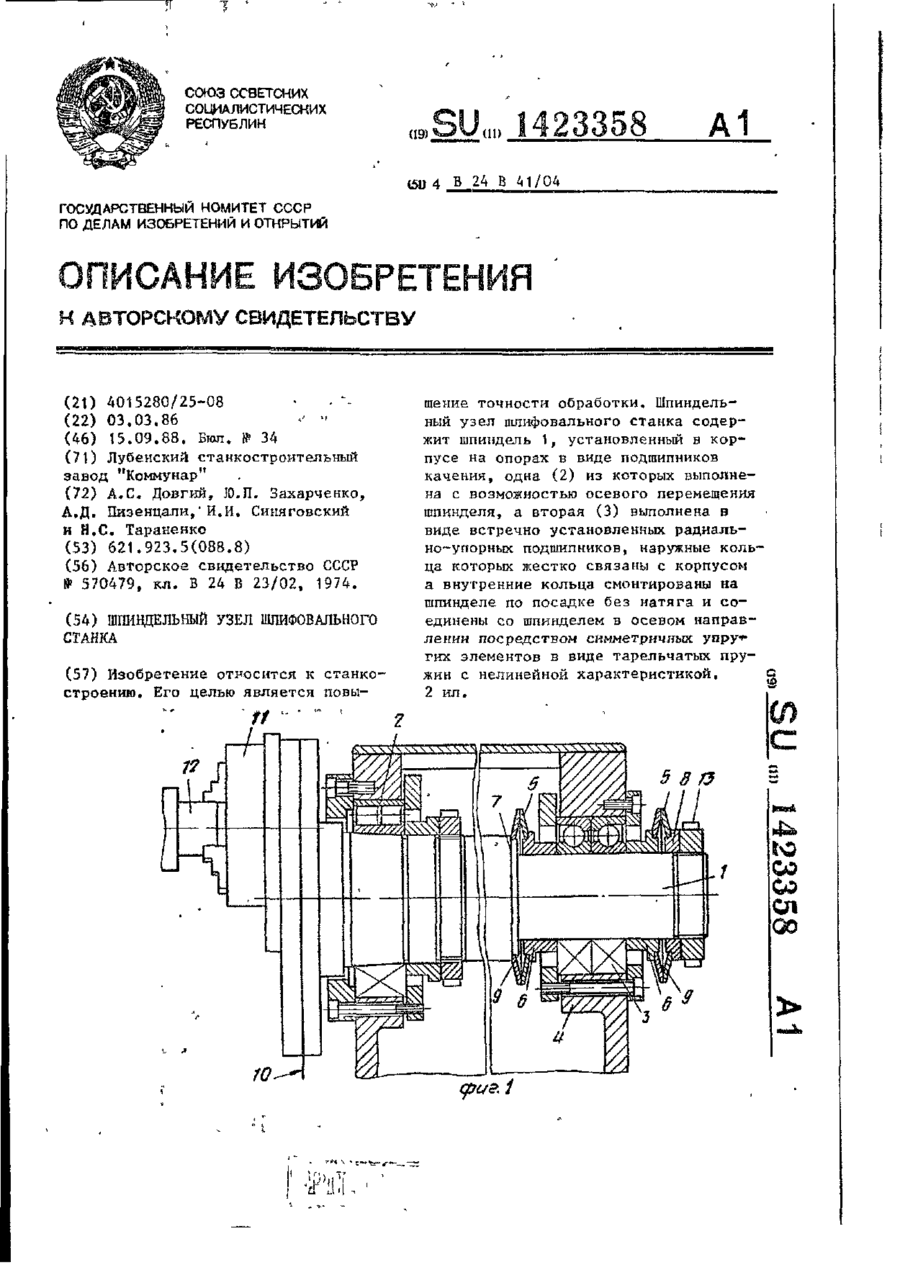
Номер патенту: 245
Опубліковано: 30.04.1993
Автори: Синяговський Іван Іванович, Захарченко Юрій Петрович, Пізенцалі Антон Дмитрович, Довгий Олександр Семенович, Тараненко Микола Степанович
МПК: B24B 41/00
Мітки: вузол, шпіндельний, верстата, шліфувального
Формула / Реферат:
Формула изобретенияШпиндельный узел шлифовального станка, содержащий шпиндель, установленный в корпусе на опорах в виде подшипников качения, одна из которых выполнена с возможностью осевого перемещения шпинделя, а другая расположена между буртами шпинделя и снабжена упругими в осевом направлении элементами, отличающийся тем, что, с целью повышения точности обработки, вторая опора выполнена в виде двух встречно установленных...
Попередній патент: Теплоізоляційний екран рольганга полосового стану гарячої прокатки
Наступний патент: Високоомний матеріал для прецизійних тонкоплівкових резисторів
Випадковий патент: Жаростійка сталь